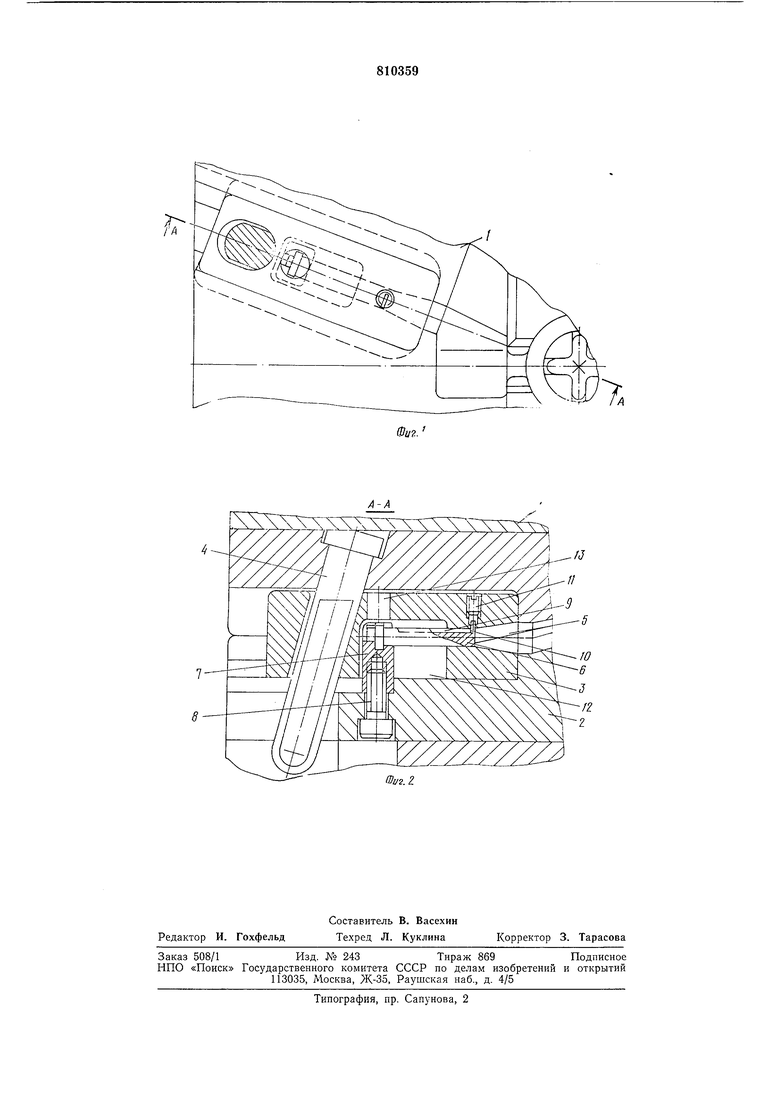
плане (показано одно гнездо); на фиг. 2 - разрез А-А фиг. 1.
Пресс-форма для изготовления выплавляемых моделей состоит из двух полуформ: подвижной 1 и неподвижной 2. В неподвижной иолуформе размещен подвижный ползун 3, его движение осуществляется при раскрытии и закрытии пресс-формы от взаимодействия с наклонным штырем 4.
В передней части ползуна выполнена полость 5 для оформления наружной поверхности безразъемной части модели и закрыта торцом неподвижного сердечника 6, передняя часть которого размещена в отверстии ползуна 3, а задняя укреплена в держателе 7, зафиксированном в неподвижной полуформе 2 винтом 8. На сердечнике 6 выполнен вентиляционный канал 9, поверхность которого контактирует с торцом 10 укрепленного в ползуне регулируемого элемента 11, например резьбового штыря. Вентиляционный канал 9 сердечника 6 сообщается с полостью 12 и отверстием 13, выполненным в ползуне 3.
При запрессовке модельной массы воздушные включения из гнезда и полости 5 вытесняются через вентиляционный канал 9 в атмосферу.
После отверждения модельной массы пресс-форма раскрывается. Наклонным штырем 4 ползун 3 неремещается, освобож-. дая из нолости 5 отформованную часть модели. Создающийся эффект «вакуума особенно в начальный момент отделения поверхности полости 5 ползуна от наружной поверхности отформованной модели устраияется поступлением воздуха через вентиляционный канал 9. Неподвижный сердечник 6 своей передней частью взаимодействует с торцом отформованной модели, обеспечивает ее удаление из полости 5 подвижного ползуна. В это же время обеспечивается прочистка вентиляционного канала 9 неподвижного сердечника 6 от возможного нроникиовения в него модельной массы. Осуществляется регулярная за каждый цикл прочистка вентиляционного канала 9 с помощью укрепленного в ползуне регулируемого элемента И, например резьбового штыря, торец 10 которого контактирует с поверхностью канала 9.
Таким образом, обеспечивается получение безразъемной части модели, исключающее операцию механической обработки отливки, и удаление воздушных включений при запрессовке модельной массы.
Обеспечивается надежная работа прессформы в автоматическом режиме, поскольку вентиляционный канал очищается регулярно за каждый цикл.
Возможные заусенцы от модельной массы в передней части вентиляционного канала удаляются при обдуве сжатым воздухом при смазке подвижных частей со стороны полости подвижного ползуна.
Конструкция позволяет расширить номенклатуру отливок с полным исключением механической обработки, снижает трудоемкость и высвобождает станки.
Формула изобретения
20
1.Пресс-форма для изготовления выилавляемых моделей, содержащая подвижную и неподвижную полуформы, стержень для оформления внутренней поверхности
модели с вентиляционным каналом и сердечником с головкой, размещенной в углублении стержня заподлицо к его поверхности, отличающаяся тем, что, с целью расширения номенклатуры изделий и повышения надежности работы в автоматическом режиме, она снабжена держателем, подвижиым ползуном и регулируемым элементом, причем сердечник с вентиляционным каналом вынолнен неподвижным, укреплен через держатель в неподвижной полуформе, его передняя часть размещена в отверстии подвижного ползуна с возможностью воздействия на торец формуемой в ползуне части модели, при этом сердечник
контактирует поверхностью вентиляционного канала с торцом укрепленного в ползуне регулируемого элемента.
2.Пресс-форма по п. 1, отличающаяс я тем, что регулируемый элемент выполнен в виде резьбового щтыря.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 204512, кл. В 22С 9/10, 1966.
2. Авторское свидетельство СССР № 320331, кл. В 22С 7/02, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления многоплавких моделей с поднутреннием | 1980 |
|
SU973213A2 |
| Пресс-форма | 1973 |
|
SU442008A1 |
| Пресс-форма для изготовления легкоплавких моделей с поднутрениями | 1980 |
|
SU876262A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1770029A1 |
| Пресс-форма для выплавляемых моделей | 1983 |
|
SU1113205A1 |
| Пресс-форма | 1974 |
|
SU501830A1 |
| Пресс-форма для изготовления выплавляемых моделей с поднутрением | 1983 |
|
SU1171184A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1173621A1 |
| Пресс-форма | 1976 |
|
SU718214A1 |
/J
%г. 2
