1
Изобретение относится к строительству и моЖет быть использовано на заводах сборного железобетона.
Известна койвейерная линия для изготовления железобетонных изделий, содержащая формы, каждая из которых состоит из поддона и шарнирно.прикрепленных к нему бортов с замками для соединения их друг с другом, установленное в технологической последовательности оборудования, предназначенное для подготовки форм, формования, уплотнения формуемой массы, термообработки, передаточные средства и подъемно-транспортное оборудование для передачи форм 1.
Однако конвейеры воспринимают нагрузки от самонесущих форм, которые имеют значительные габариты по высоте и большую металлоемкость, что снижает использование полезного объема термоустановки. Кроме ТОГО, конвейерная линия обладает низкой технологичностью.
Цель изобретения - снижение меташлоемкости и повышение технологичности конвейерной линии.
Это достигается тем, чт.о в саждой из форм внешние стороны бортов к поцдона выполнены плоскими, причем на
бортах в верхней части с внешних сторон закреплены уголки полкой вверх, а передаточные средства и подъемно-транспортное оборудование
5 снабжено направляющньта роликами с вертик ьной осью вращения, которые установлейы с противоположных сторон по отношению к перемещаемой форме и взаимодействующие с ее продольными
О бортами и по верху полок уголков
бортов формы закреплены антифрикционные прокладки, а шарниры крепления бортов.с ПОДДОНОМ выполнены в виде рояльной петли .
15 На фиг.1 изображена предлагаемая конвейерная линия в плане; на фиг.2
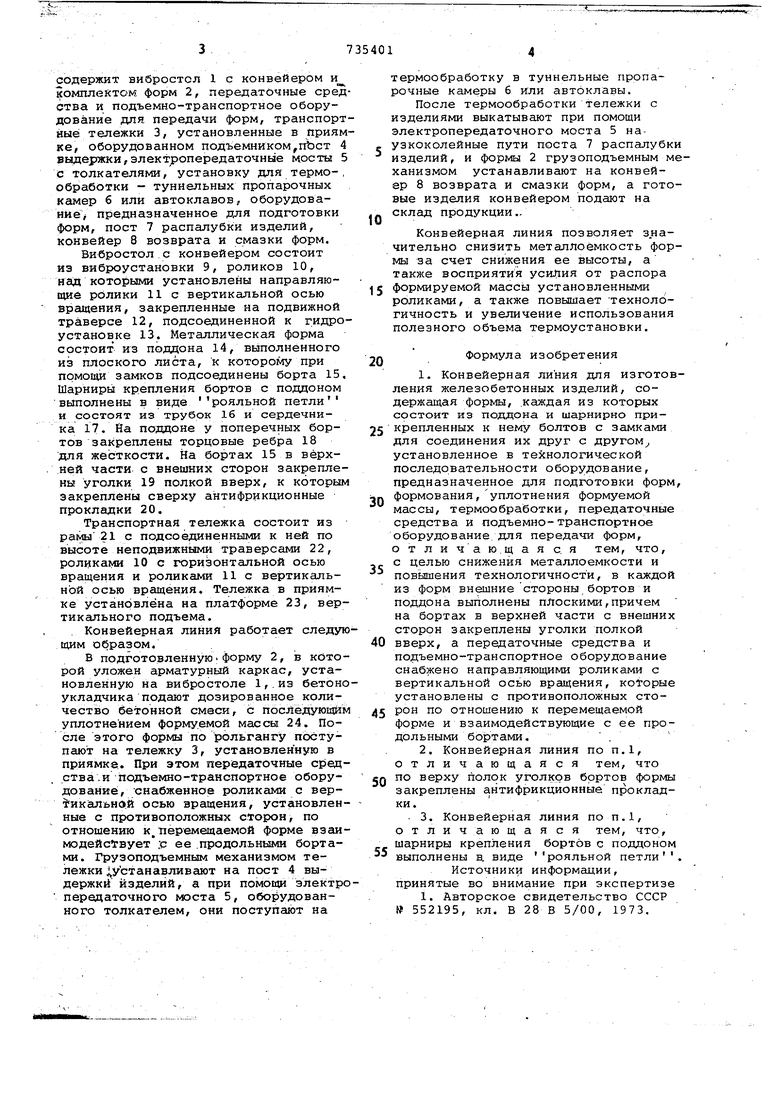
. представлен фрагмент вибростйла с конвейерами; йа фиг.З дано попереч.ное сечение А-А на фиг, 2; на фиг. 4
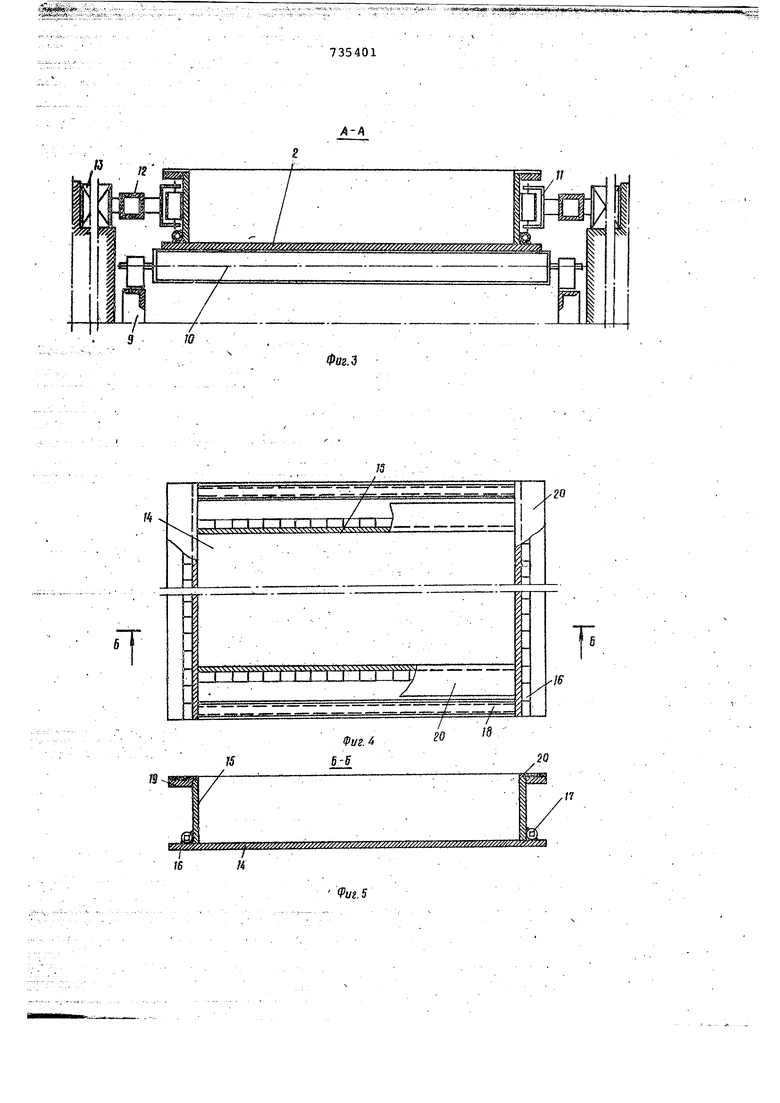
20 приведена форма с поддоном и раскрывающимися бортами; на фиг. 5 показано поперечное сечение Б-Б на фиг.4; на фиг.б , изображена транспортная тележка, разрез; на фиг.7 дано
25 продольное сечение В-В на фиг.1.
Конвейерная линия состоит из оборудований, устанойленного в техноло,. гической последовательности, предназначенного для формирования и
30 уплотнения формуемой массы. Ус тройств о
содержит вибростсл 1 с конвейером и комплектом форм 2, передаточные средства и подъемно-транспортное оборудование для передачи форм, транспортные тележки 3, установленные в приямке, оборудованном подъемникрм,пЪст 4 выдержки,электропередаточные мосты 5 С толкателями, установку для термо-, обработки - туннельных пропарочных камер б или автоклавов, оборудованйеУ предназначенное для подготовки форм, пост 7 распалубки изделий, конвейер 8 возврата и смазки форм.
Вибростол с конвейером состоит из виброустановки 9, роликов 10, над которыми установлены направляющие ролики И с вертикальной осью вращения, закрепленные на подвижной траверсе 12, подсоединенной к гидроустановке 13. Металлическая форма состоит из поддона 14, выполненного из плоского листа, к которому при помощи замков подсоединены борта 15. Шарниры крепления бортов с поддоном выполнены в виде рояльной петли и состоят из трубок 16 и сердечника 17. Йа поддоне у поперечных бортов закреплены торцовые ребра 18 для жесткости. На бортах 15 в верхней части с внешних сторон закреплены уголки 19 полкой вверх, к которым закреплены сверху антифрикционные прокладки 20.
Транспортная тележка состоит из рамы 21 с подсоединенными к ней по высоте неподвижными траверсами 22, роликами 10 с горизонтальной осью вращения и роликами 11 с вертикальной осью вращения. Тележка в приямке установлена на платформе 23, вертикального подъема.
, Конвейерная линия работает следующим образом.
в подготовленнуюформу 2, в которой уложен арматурный каркас, установленную на вибростоле 1,.из бетоноукладчика подают дозированное количество бетонной смеси, с последующим уплотнением формуемой массы 24, После зтого формы по рольгангу поступают на тележку 3, установленную в приямке. При этом пepieдaтoчныe средства, и подъемно-транспортное оборудование, снабженное роликами с вертикальной осью вращения, установленные с противоположных сторон, по отношению к перемещаемой форме взаимодействует ;с ее .продольными бортами. Грузоподъемным механизмом тележки устанавливают на пост 4 выдержки изделий, а при помощи злек:тро передаточного моста 5, обо |удованного толкателем, они поступают на
термообработку в туннельные пропарочные камеры 6 или автоклавы.
После термообработки тележки с изделиями выкатывают при помощи электропередаточного моста 5 наузкоколейные пути поста 7 распалубки изделий, и формы 2 грузоподъемным механизмом устанавливают на конвейер 8 возврата и смазки форм, а готовые изделия конвейером подают на склад продукции..
Конвейерная линия позволяет з,начительно снизить металлоемкость формы за счет снижения ее высоты, а также восприятия усилия от распора 5 формируемой массы установленными роликами, а также повышает технологичность и увеличение использования полезного объема термоустановки.
Формула изобретения
1.Конвейерная линия для изготовления железобетонных изделий, содержащая формы, каждая из которых состоит из поддона и шарнирно прикрепленных к нему болтов с замками для соединения их друг с другом установленное в технологической последовательности оборудование, предназначенное для подготовки форм формования,уплотнения формуемой массы, термообработки, передаточные средства и подъемно-транспортное оборудование для передачи форм, отличающаяся т ем, что,
с целью снижения металлоемкости и повышения технологичности, в каждой из форм внешниестороны бортов и поддона выполнены плоскими,причем на бортах в верхней части с внешних сторон закреплены уголки полкой вверх, а передаточные средства и подъемно-транспортное оборудование снабжено направляющими роликами с вертикальной осью вращения, ко -орые установлены с противоположных сторон по отношению к перемещаемой форме и взаимодействующие с ее продольными бортами. ,
2.Конвейерная линия по п.1, отличающаяся тем, что по верху полок уголков бортов формы закреплены антифрикционные прокладки.
. 3. Конвейерная линия по п.1, отличающаяся тем, что, шарниры крепления бортов с поддоном выполнены в. виде рояльной петли
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 552195, кл. В 28 В 5/00, 1973.
735401
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2392115C1 |
| Технологическая линия для изготовления строительных изделий | 1981 |
|
SU969526A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ЗАВОДА ПО ПРОИЗВОДСТВУ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2299803C2 |
| КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2054996C1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950534A1 |
| Технологическая линия по производствуСТРОиТЕльНыХ издЕлий B КАССЕТНыХфОРМАХ | 1979 |
|
SU821155A1 |
| Конвейерная линия для изготовления ячеистобетонных изделий | 1989 |
|
SU1708626A1 |
| Поточная линия для производства керамических изделий | 1981 |
|
SU986797A1 |
| Конвейерная линия для изготовления изделий из бетонных смесей | 1989 |
|
SU1742051A1 |

8 ;
735401
T
6-s
J5
20
n
I H
I 16
735401
,гг
f///mMm//Wfj //f///,///: / w/f////
5-.-Д ... Л-. « :0 О . -.о-/: .. . :; -о
.- --::v::r; - :- : -x-. ::::::;;;-f.-v
.
