Б В -1-1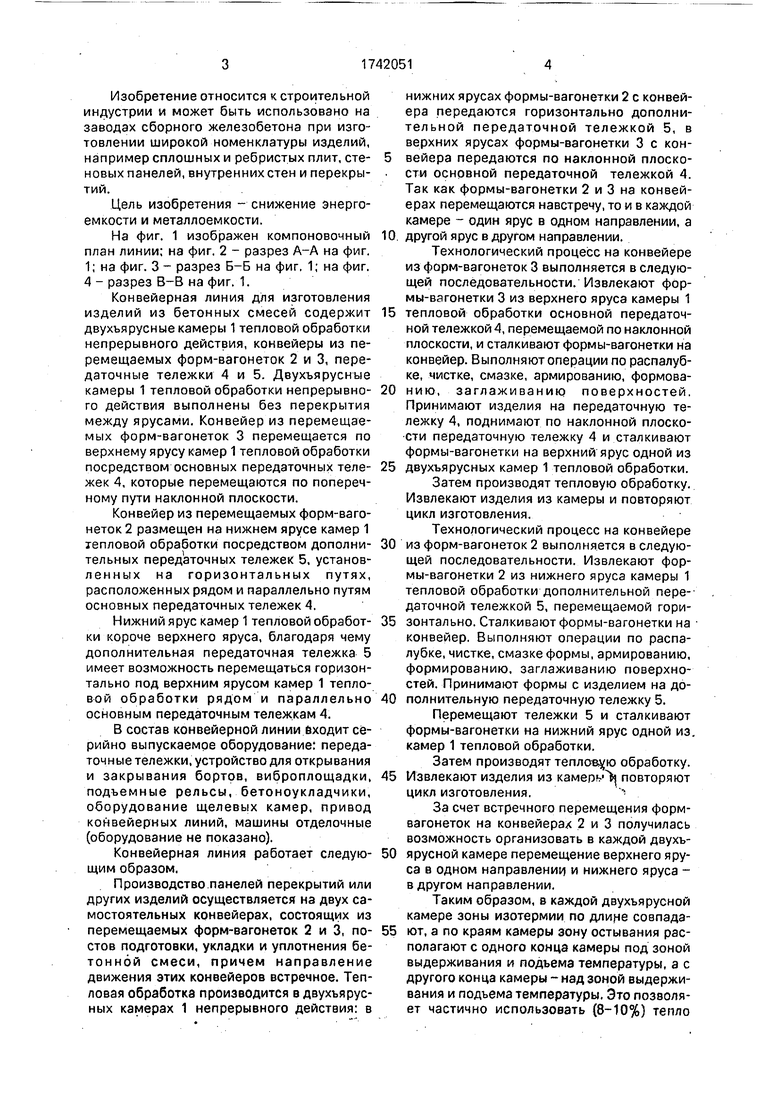
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухъярусная конвейерная линия для изготовления строительных изделий | 1978 |
|
SU992188A1 |
| Установка для изготовления железобетонных изделий | 1973 |
|
SU476165A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1978 |
|
SU776921A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1989 |
|
SU1622126A1 |
| Поточно-конвейерная линия для производства строительных изделий | 1991 |
|
SU1763201A1 |
| Конвейерная линия для формования железобетонных изделий | 1985 |
|
SU1324850A1 |
| Установка для изготовления железобетонных изделий | 1973 |
|
SU475273A2 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950533A1 |
| Конвейерная линия для изготовления строительных изделий | 1980 |
|
SU897517A1 |
| Конвейерная двухярусная установка для изготовления плитных бетонных и железобетонных изделий из жестких бетонных смесей | 1973 |
|
SU459339A1 |
Изобретение относится к строительной индустрии и может быть использовано на заводах сборного железобетона при изготовлении, например, сплошных и ребристых плит, стеновых панелей, внутренних стен и панелей перекрытий. Целью изобретения является снижение энергоемкости и металлоемкости. Это обеспечивается благодаря снабжению конвейерной линии дополнительными передаточными тележками 5, установленными на путях под камерой тепловой обработки, рядом и параллельно путям для перемещения основных передаточных тележек 4.4 ил
-J-J
Б В
2
Ю О
ел
Фиг.1
Изобретение относится к строительной индустрии и может быть использовано на заводах сборного железобетона при изготовлении широкой номенклатуры изделий, например сплошных и ребристых плит, стеновых панелей,внутренних стен и перекрытий.
Цель изобретения - снижение энергоемкости и металлоемкости.
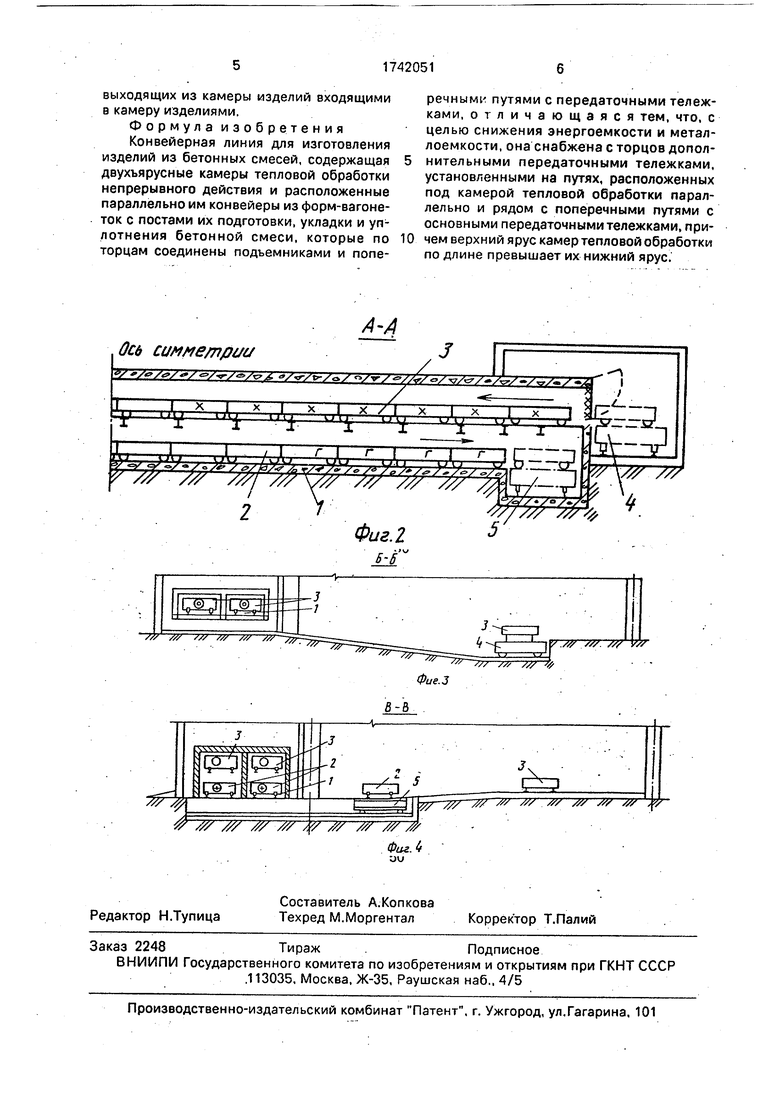
На фиг. 1 изображен компоновочный план линии; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Конвейерная линия для изготовления изделий из бетонных смесей содержит двухъярусные камеры 1 тепловой обработки непрерывного действия, конвейеры из перемещаемых форм-вагонеток 2 и 3, передаточные тележки 4 и 5. Двухъярусные камеры 1 тепловой обработки непрерывного действия выполнены без перекрытия между ярусами. Конвейер из перемещаемых форм-вагонеток 3 перемещается по верхнему ярусу камер 1 тепловой обработки посредством основных передаточных тележек 4, которые перемещаются по поперечному пути наклонной плоскости.
Конвейер из перемещаемых форм-вагонеток 2 размещен на нижнем ярусе камер 1 тепловой обработки посредством дополнительных передаточных тележек 5, установленных на горизонтальных путях, расположенных рядом и параллельно путям основных передаточных тележек 4.
Нижний ярус камер 1 тепловой обработки короче верхнего яруса, благодаря чему дополнительная передаточная тележка 5 имеет возможность перемещаться горизонтально под верхним ярусом камер 1 тепловой обработки рядом и параллельно основным передаточным тележкам 4.
В состав конвейерной линии входит серийно выпускаемое оборудование: передаточные тележки, устройство для открывания и закрывания бортов, виброплощадки, подъемные рельсы, бетоноукладчики, оборудование щелевых камер, привод конвейерных линий, машины отделочные (оборудование не показано).
Конвейерная линия работает следующим образом.
Производство панелей перекрытий или других изделий осуществляется на двух самостоятельных конвейерах, состоящих из перемещаемых форм-вагонеток 2 и 3, постов подготовки, укладки и уплотнения бе- тонной смеси, причем направление движения этих конвейеров встречное. Тепловая обработка производится в двухъярусных камерах 1 непрерывного действия: в
нижних ярусах формы-вагонетки 2 с конвейера передаются горизонтально дополнительной передаточной тележкой 5, в верхних ярусах формы-вагонетки 3 с конвейера передаются по наклонной плоскости основной передаточной тележкой 4. Так как формы-вагонетки 2 и 3 на конвейерах перемещаются навстречу, то и в каждой камере - один ярус в одном направлении, а
0 другой ярус в другом направлении.
Технологический процесс на конвейере из форм-вагонеток 3 выполняется в следующей последовательности. Извлекают формы-вагонетки 3 из верхнего яруса камеры 1
5 тепловой обработки основной передаточной тележкой 4, перемещаемой по наклонной плоскости, и сталкивают формы-вагонетки на конвейер. Выполняют операции по распалубке, чистке, смазке, армированию, формова0 нию, заглаживанию поверхностей. Принимают изделия на передаточную тележку 4, поднимают по наклонной плоскости передаточную тележку 4 и сталкивают формы-вагонетки на верхний ярус одной из
5 двухъярусных камер 1 тепловой обработки. Затем производят тепловую обработку. Извлекают изделия из камеры и повторяют цикл изготовления.
Технологический процесс на конвейере
0 из форм-вагонеток 2 выполняется в следующей последовательности. Извлекают формы-вагонетки 2 из нижнего яруса камеры 1 тепловой обработки дополнительной передаточной тележкой 5, перемещаемой гори5 зонтально. Сталкивают формы-вагонетки на конвейер. Выполняют операции по распалубке, чистке, смазке формы, армированию, формированию, заглаживанию поверхностей. Принимают формы с изделием на до0 полнительную передаточную тележку 5.
Перемещают тележки 5 и сталкивают формы-вагонетки на нижний ярус одной из. камер 1 тепловой обработки.
Затем производят тепловою обработку.
5 Извлекают изделия из камер 1 повторяют цикл изготовления.
За счет встречного перемещения форм- вагонеток на конвейерах 2 и 3 получилась возможность организовать в каждой двухъ0 ярусной камере перемещение верхнего яруса в одном направлении и нижнего яруса - в другом направлении.
Таким образом, в каждой двухъярусной камере зоны изотермии по длине совпада5 ют, а по краям камеры зону остывания располагают с одного конца камеры под зоной выдерживания и подъема температуры, а с другого конца камеры - над зоной выдерживания и подъема температуры. Это позволяет частично использовать (8-10%) тепло
выходящих из камеры изделий входящими в камеру изделиями.
Формула изобретения Конвейерная линия для изготовления изделий из бетонных смесей, содержащая двухъярусные камеры тепловой обработки непрерывного действия и расположенные параллельно им конвейеры из форм-вагонеток с постами их подготовки, укладки и уплотнения бетонной смеси, которые по торцам соединены подъемниками и попеОсь симметрии
/
У /&/&/ / 2 / -/ 2г/ Ъ & УУ / //Ъ/ .ХдХГ«Ч
/
/
j и
, u tA х. ч1., L 1Л . д
Ч 1 « «M«l i«V IIIIBH lH MK I V B IMHMHM HH 1 -
B-L,. . VV J/v M ,OAJ, С.1/1./КУ ,г ч.
у «у у -°х «х /f / / //аЯег% s 7o/+s / /f /
/ ///
/57 ///I /// У// /// ////// /
fe/X
речными путями с передаточными тележками, отличающаяся тем, что, с целью снижения энергоемкости и металлоемкости, она снабжена с торцов дополнительными передаточными тележками, установленными на путях, расположенных под камерой тепловой обработки параллельно и рядом с поперечными путями с основными передаточными тележками, причем верхний ярус камер тепловой обработки по длине превышает их нижний ярус.
/
J
/ .ХдХГ«Ч
„
/
L 1Л . д
l i«V IIIIBH lH MK I V B IMHMHM HH 1 -
С.1/1./КУ ,г ч.
s 7o/+s / /f /
/// ////// /
fe/X .
Фиг,I
4///// ///
57
S-TZr r; „, „; fy
Фие.З
| Технологические линии, оборудование и средства автоматизации, рекомендуемые к внедрению при техническом перевооружении предприятий сборного железобетона | |||
| Сборник-каталог | |||
| Вып | |||
| З.ВНПО Союзжеле- зобетон, № 1987, с | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
