Изобретение относится к способам сборки резинокордных оболочек и может быть использовано для сборки вы сокоэластичных оболочек муфт для передачи крутящего момента. Известен способ сборки резинокорд ных оболочек, при котором после образования кордного браслета на бара бане и обработки малого борта расширяют в раструб другой конец браслета, осуществляют прижим браслета к опорному кольцу,производят посадку большого кольца,отводят прижим и зак чивают сборку обработкой большого борта 1. Однако этот способ характеризуется неравномерной вытяжкой растягиваемого материала механизмом расширения. В процессе сжатия механизм расширения должен перемещаться в плоскости , строго параллельной плоскости .опорного кольца, что на самом деле не происходит. При расширении корда в раструб свободный конец кордного браслета сползает с расширяющих элементов механизма расширения Т1ройз вольно, несмотря на то, что для пред отвращения этого расширяющиеся элементы двигаются на расстоянии от опорного кольца несколько меньшем толщины браслета. Следовательно, на браслете есть места, имеющие разную йытяжку, что снижает качество изделия. Недостатком является также необ-ходимость прижатия свободного конца браслета к барабану при посадке большого кольца. Известен также способ сборки резинокордных оболочек, при котором собирают резинокордный браслет, устанавливают малое бортовое кольцо и производят обработку малого борта, затем расширяют резинокордный браслет, устанавливают большое бортовое кольцо и упроизводят обработку большого борта {2. Недостатком этого способа является то, что он не позволяет производить сборку более одной оболочки, а также недостаточная его производительность , Цель изобретения - повышение производительности способа. Поставленная цель достигается тем, что в способе сборки резинокордных оболочек, при котором собирают резинокордный браслет, устанавливают малое бортовое кольцо и производят обработку малого борта, затем
расширяют резинокордный браслет, устанавливают большое бортовое кольцо и производят обработку большого борта, резинокордный браслет собирают из слоев удвоенной ширины, а после установки малого бортового кольца устанавливают второе малое бортовое кольцо,производят предварительное расширение центральной части резинокордного браслета, оформление обоих малых бортов и окончательное расширение резинокордного браслета, затем после установки большого бортового кольца на расширенную часть резинокордного браслета устанавливают второе большое бортовое кольцо и перёд обработкой обоих больших бортов, разрезают резинокордный браслет посередине между большими бортовыми кольцами.
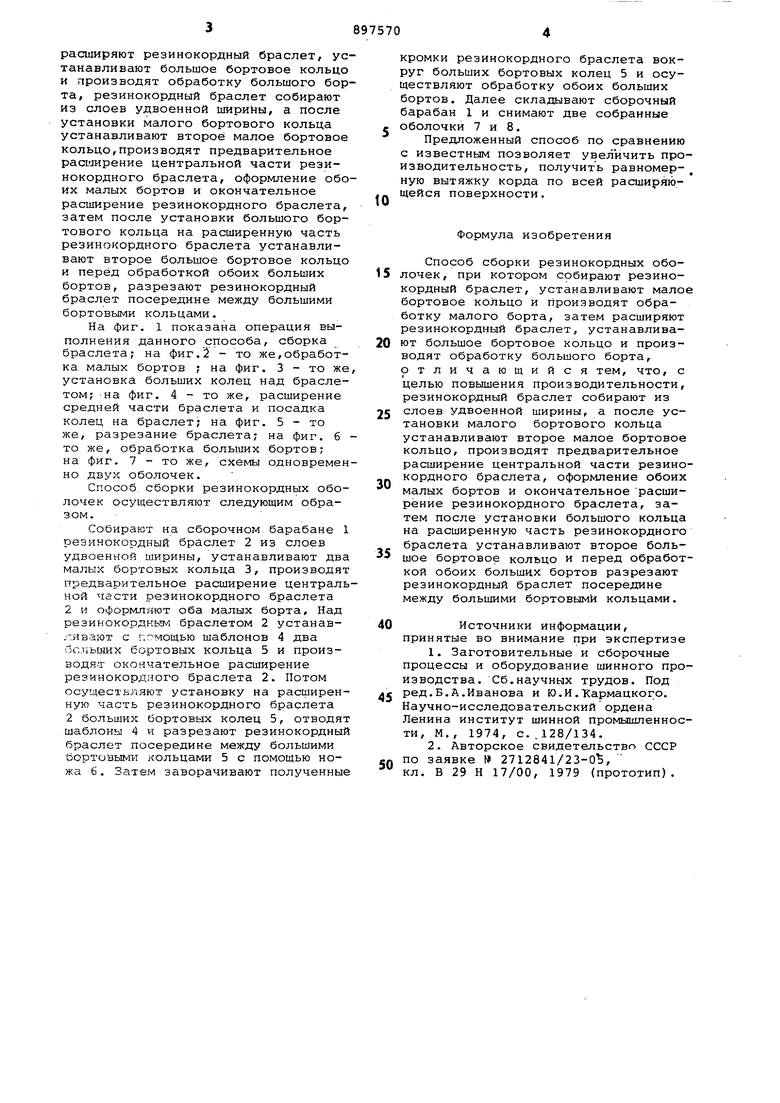
На фиг. 1 показана операция выполнения данного способа, сборка браслета; на фиг.2 - то же,обработка малых бортов ; на фиг. 3 - то же установка больших колец над браслетом; на фиг. 4 - то же, расширение средней части браслета и посадка колец на браслет; на фиг. 5 - то же, разрезание браслета; на фиг. б то же, обработка больших бортов; на фиг. 7 то же, одновременно двух оболочек.
Способ, сборки резинокордных оболочек осуществляют следующим образом.
Собирают на сборочном барабане 1 реэинокордный браслет 2 из слоев удвоенной ширины, устанавливают два малых бортовых кольца 3, производят предварительное расширение центральной части резинокордного браслета 2 и оформляют оба малых борта. Над резинокордньтм браслетом 2 устанавливают с немощью шаблонов 4 два бс.чьших бортовых кольца 5 и производят окончательное расширение резинокордяого браслета 2. Потом осуществляют установку на расширенную часть резинокордного браслета 2 больших бортовых колец 5, отводят шаблоны 4 и разрезают резинокордный браслет посередине между большими бортовыми сольцами 5 с помощью ножа 6. Затем заворачивают полученные
кромки резинокордного браслета вокруг больших бортовых колец 5 и осуществляют обработку обоих больших бортов. Далее складывают сборочный барабан 1 и снимают две собранные оболочки 7 и 8.
Предложенный способ по сравнению с известным позволяет увеличить производительность, получить равномерную вытяжку корда по всей расширяющейся поверхности.
Формула изобретения
Способ сборки резинокордных оболочек, при котором собирают резинокордный браслет, устанавливают малое бортовое кольцо и производят обработку малого борта, затем расширяют резинокордный браслет, устанавливают большое бортовое кольцо и производят обработку большого борта, отличающийся тем, что, с целью повышения производительности, резинокордный браслет собирают из
слоев удвоенной ширины, а после установки малого бортового кольца устанавливают второе малое бортовое кольцо, производят предварительное расширение центральной части резинокордного браслета, оформление обоих
малых бортов и окончательное расширение резинокордного браслета, затем после установки большого кольца на расширенную часть резинокордного браслета устанавливают второе больщое бортовое кольцо и перед обработкой обоих больших бортов разрезают резинокордный браслет посередине между большими бортовым кольцами.
Источники информации,
принятые во внимание при экспертизе
1.Заготовительные и сборочные процессы и оборудование шинного производства. Сб.научных трудов. Под
ред.Б.А.Иванова и Ю.И.Кармацкого. Научно-исследовательский ордена Ленина институт шинной промышленности, М., 1974, с.,128/134.
2.Авторское свидетельство СССР ПО заявке 2712841/23-ОЪ,
кл. в 29 Н 17/00, 1979 (прототип).
i: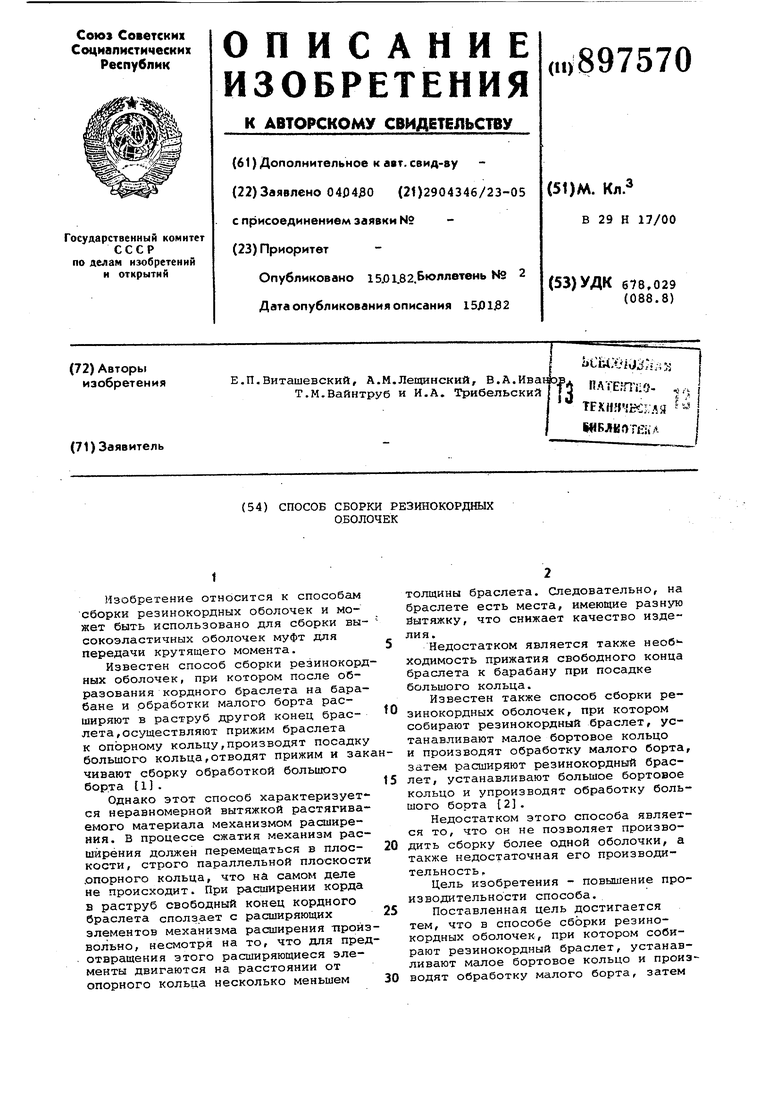
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2007 |
|
RU2347677C1 |
| СПОСОБ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361737C2 |
| Способ изготовления резино-кордных оболочек | 1977 |
|
SU735428A1 |
| Способ изготовления резино-кордных оболочек и устройство для его осуществления | 1978 |
|
SU735430A1 |
| Способ сборки резино-кордных изделий | 1979 |
|
SU870179A2 |
| Устройство для изготовления резино- кордных оболочек | 1978 |
|
SU713703A1 |
| Способ изготовления резинокордных оболочек | 1979 |
|
SU781083A1 |
| Способ сборки резино-кордных оболочек | 1976 |
|
SU735426A1 |
| Способ сборки резинокордных оболочек | 1972 |
|
SU441165A1 |
| Способ сборки резино-кордных изделий | 1978 |
|
SU763145A1 |
3,
/ /
Раг.1
VT
wz.2
/ Р
uzJ5
gC-FJ V
,,.5
5(. /
