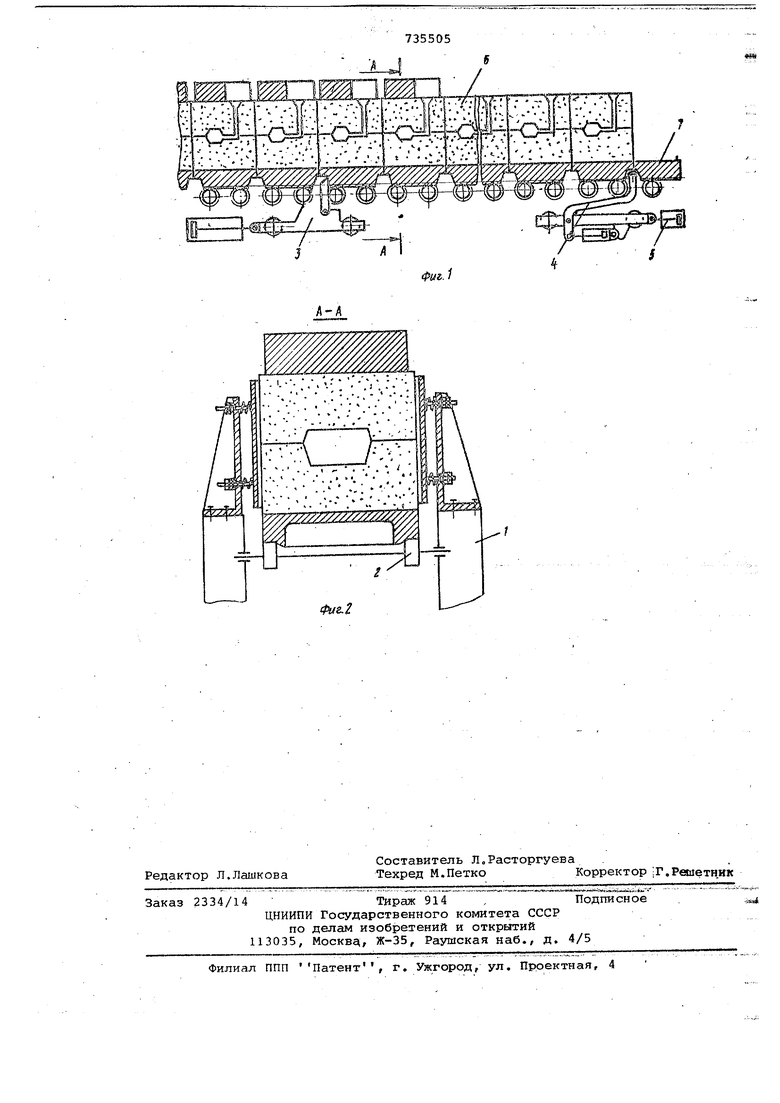
В ТОМ случае, если рольганг явля ется приходным, усилие толкателя 3 должно составлять 10-15% от тягового усилия рольганга; в том случае, если рольганг неприводной, усилие толкате ля 3 должно быть разным усилию перемещения стопки по рольгангу. Ролики 2приводного рольганга снабжаются фрикционными муфтами, . Устройство работает следующим образом. Когда неразрывная стопка парных форм 6 на поддонах 7 стоИТ, то толкатель 3 находится в крайнем левом положении и между собачкой толкателя 3и левым поддоном 7 имеется нёзначи тельнь1й зазор. Демпфер 5 и его карет ка отсекателя 4 с fW4aroM находятся в крайнем правом положении. Рычаг поднят. Вся стопка через поддоны 7 упирсцотся в ролик рычага (в приводном рольганге привод роликов продолжает работать, ролики 2 из-за проскальзывания фрикционных муфт стоят неподвижно). При перемещении стопки на шаг имеются две фазы. Первая фаза. Рычаг отсекателя 4 пблУЧает команду иопускается, откры вая дорогу крайней правой форме б на поддоне, толкатель 3 выбирает зазор и упирается в крайний левый поддон. Если рольганг неприводной, то толка ёль толкает всю стопку форм, переме щая ее на шаг. Если рольганг привод ной, то ролики 2 начиншот враиаться и перемещают стопку, а толкатёль 3 йДет вперед, предупреждая образова нйё зазоров. Каретка с рычагом, установленная на демпфере 5, возвращается в крайнее правое положение, раньше чем fbttRa irtepeNjecTMtbcfl на tiiar. Вторая фаза. Рычаг отсекателя 4 получает команду подняться и, пр опустив крайний правый поддон 7, упирается в следующий ггоддой, каретка толкателя 3 продолжает идти вперед, Начинается совместнЕйё движения карет ки толкателя, стопки форм и каретки установленной на демпфере. В это время ролики продолжают :вращаться, демпфер 5 сжимается, происходит торможение стопки. После того, как каре ка толкателя 3 доходит до крайнего правого положения, стопка, осуществив перемещение на один шаг, останав ливается, сжав демпфер 5, а толкател 3 возвращается в крайнее левое положение, присоединив к стопке форм следующий поддон 7 с формой б. Колебание размеров длины стопки из-за разности в размерах отдельных поддонов, влияет только на положение крайнего правого поддона и, положение подвижной части дег-тфера 5. В начале стопки, там где расположено технологическое оборудование (грузоукладчик, заливка и грузосъемник), колебания положения форм в каждом Цикле незначительны. Устройства с приводными рольгангами должны применяться для перемещения средних и крупных форм, т.е. в тех случаях, когда длина неразрывной стопки значительна. Применение устройства с неприводным рольгангом предпочтительно для мелких форм, когда длина.стопки незначительна и перемещение стопки по рольгангу возможно осуществлять только за счет усилия толкателя. Устройство позволяет перемещать безопочные формы всех габаритов, осуществлять заливку форм в подвижном состоянии, предотвратить их разрушение при перемещении, устранить брак отливок и просыпь смесей. Наличие гарантированного взаимного жакетирования форм в направлении перемещения, позволяет повысить металлоемкость форм. Наличие толкателя позвотгяет , в случае необходимости, увеличить общее тяговое усилие TpaHcrtopTHoro устройс;гва - приводного рольганга. Формула изобретения Устройстводля перемещения в пульсИрующем режиме парных безопочных форм, содержащее рольганг с размещенными-нанем вплотную поддонами, привод перемещения поддонов, отличающееся тем, что, с целью повышения эффективности в работе, устройства, рольганг снабжен толкателем и оТсекателем с демпфером,при этом поддоны выполнены -с возмож- . ностью взаимодействия с толкателем и отсекателем. Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ №2417197, кл. В 22 С 25/00, опублик. 1976 (прототип)..
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Линия для настилания и раскроя полотна | 1978 |
|
SU791579A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Груз | 1977 |
|
SU634849A1 |
| Устройство для жакетирования и на-гРужЕНия пАРНыХ бЕзОпОчНыХ фОРМ | 1979 |
|
SU846098A1 |
| СТЕНД ДЛЯ СБОРКИ ПУЧКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1990 |
|
SU1748381A1 |
| Способ сборки безопочных форм в вертикальную стопку и устройство для его осуществления | 1988 |
|
SU1719149A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| Устройство для перемещения безопочных форм | 1980 |
|
SU950481A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ОПОК В ВЕРТИКАЛЬНОЙ СТОПКЕ | 1992 |
|
RU2060856C1 |
,, ...,. . ;
77Ш22 2,
Фиг. 2
/
