1
Изобретение относится к литейному производству, в частности к устройствам для жакетирования и нагружения парных безопочных форм при заливке жидким металлом и затвердевании отливок на автоматических .формовочных линиях.
При парной безопочной формовке известны два типа форм: с наклонными и верт кальными боковыми стенками. В первом случае с целью упрочнения разъема формы на нее одевают съемную металлическую рамку- жакет, имеющий форму усеченной пирамиды. При этом всплывание верхней полуформы при заливке предотвращается наложением грузов на каждую форму.
Известно устройство для перемещенид и жакетирования парных безопочных форм с вертикальными стенками на поддонах. В направлении перемещения форм по рольгангу формы жакетируют друг друга. С боков перемещающихся форм расположены откидывающиеся (или раздвигающиеся) жакеты, которые в сомкнутом (прижатом)состоянии, осуществ.,1яют движение вперед, увлекая за собой формы, а в разомкнутом возвращаются в исходное положение. Предотвращение
всплывания форм осуществляется также за счет наложения съемных грузов 1.
Однако усилие жакетов, которое воздействует на формы, являетсяпульсирующим (так как во время обратного хода усилие прижатия жакетов к формам должно быть сня то), что способствует разрущению форм. Перемещающиеся и раскрывающиеся боковые жакеты являются достаточно сложным устройством. Кроме того, указанное устройство жакетов не устраняет необходимости наfQ ложения грузов. С увеличением габаритов форм растет также и вес накладываемых грузов, что усложняет механизмы. При этом формы на всей длине участка затвердева.ния находятся под воздействием веса груза, что способствует потере их прочности.
Цель изобретения - упрощение конст15рукции, снижение металлоемкости линии и расщирение номенклатуры изготавливаемых отливок.
Указанная цель достигается тем, что плоские жакеты установлены неподвижно, зер20кально друг к другу, выполнены наклонными и постоянно прижаты к боковым поверхкостям перемещающихся форм с помощью устройств, позволяющих регулировать усилие прижатия жакетов к форме, препятствуя всплыванию верхней полуформы.
Жакеты выполнены с возможностью перемещения в вертикальной плоскости.
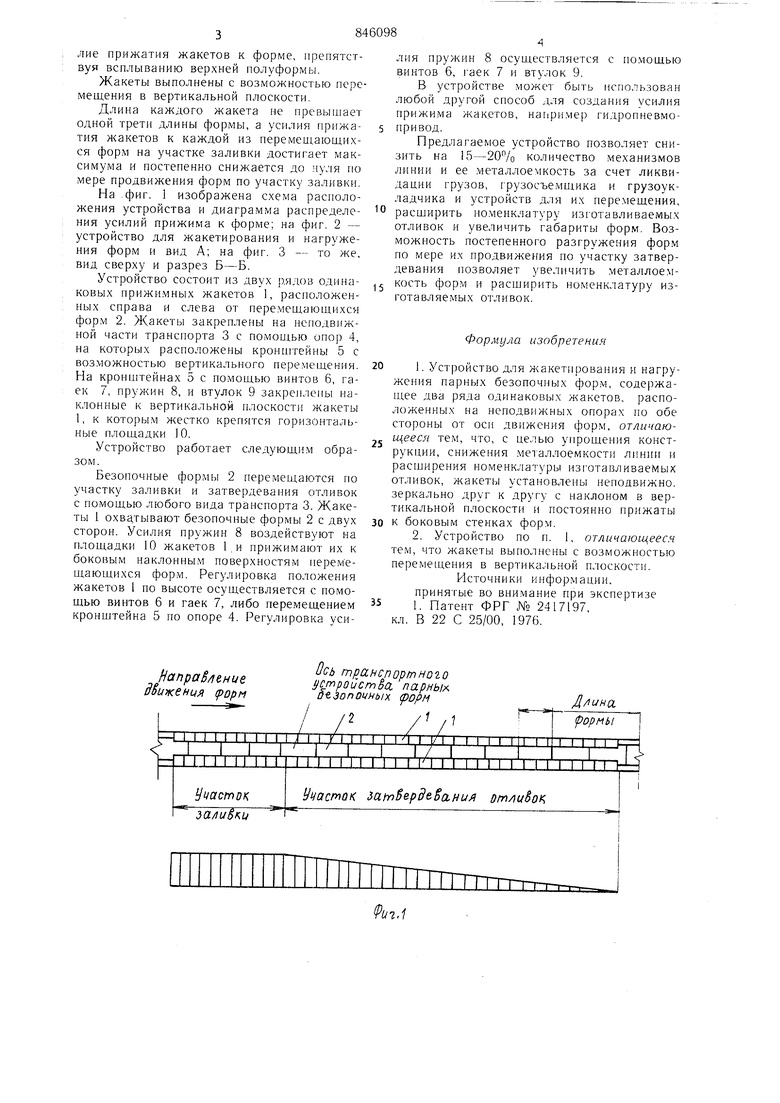
Длина каждого жакета не превышает одной трети длины фор.мы, а усилия прижатия жакетов к каждой из перемеи1.ающихся фор.м на участке заливки достигает максимума и постепенно снижается до нуля по мере продвижения форм по участку заливки.
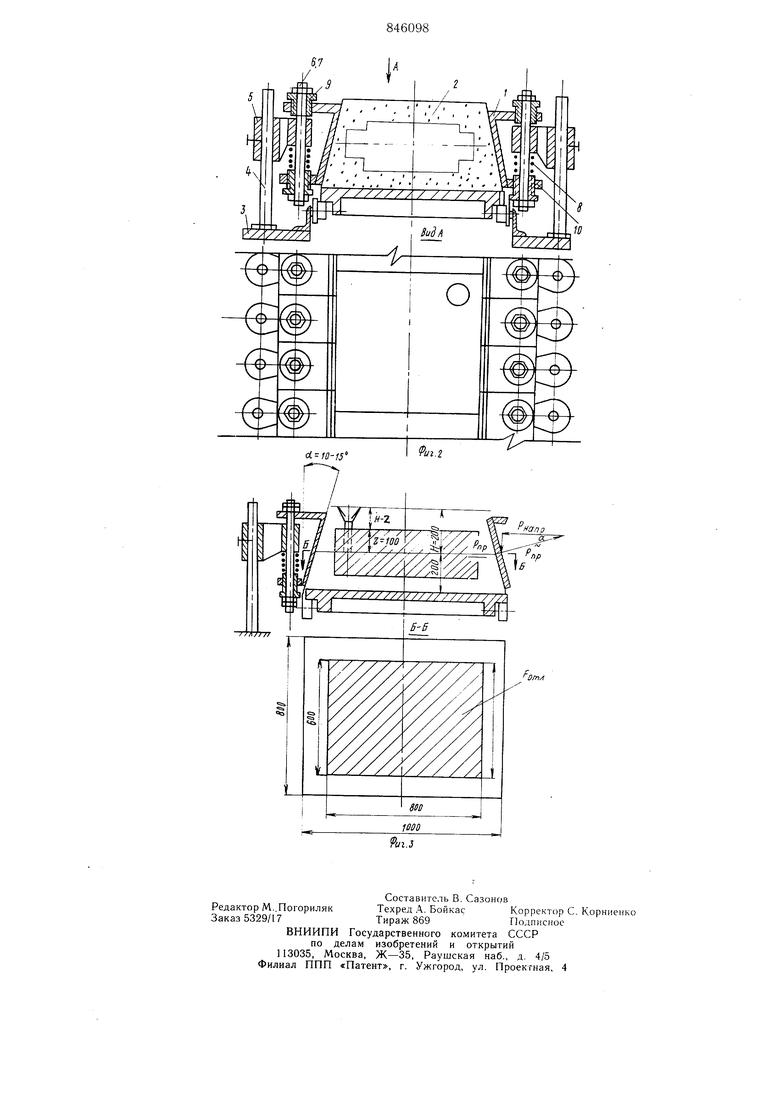
На .фиг. 1 изображена схема расположения устройства и диаграмма распределения усилий прижима к форме; на фиг. 2 - устройство для жакетирования и нагружения форм и вид А; на фиг. 3 - то же, вид сверху и разрез Б-Б.
Устройство состоит из двух р.ядов одинаковых прнжимных жакетов 1, расположенных справа и слева от перемещающихся форм 2. Жакеты закреплены на неподвижной части транспорта 3 с помощью опор 4, на которых расположены кронщтейны 5 с возможностью вертикального перемещения. На кронщтейнах 5 с помощью винтов 6, гаек 7, пружин 8, и втулок 9 закреплены наклонные к вертикальной плоскости жакеты 1, к которым жестко крепятся горизонтальные площадки 10.
Устройство работает следующи.м образом.
Безопочные формы 2 перемещаются по участку заливки и затвердевания отливок с помощью любого вида транспорта 3. Жакеты 1 охва,тывают безопочные формы 2 с двух сторон. Усилия пружин 8 воздействуют на площадки 10 жакетов 1.и прижимают их к боковым наклонным поверхностям иеремеи ающихся форм. Регулировка положения жакетов 1 по высоте осуществляется с помощью винтов 6 и гаек 7, либо перемещением кронщтейна 5 по опоре 4. Регулировка усилпя пружин 8 осуществляется с помощью винтов 6, 1аек 7 и втулок 9.
В устройстве может быть использован любой другой способ для создания усилия прижи.ма жак.етов, на |ример гидропневмопривод.
Предлагаемое устройство позволяет снизить на 15-207о количество механизмов линии и ее .металлоемкость за счет ликвидации грузов, грузосъемщика и грузоукладчика и устройств для их перемещения, расщирить но.менклатуру изготавливаемых отливок и увеличить габариты форм. Возможность постепенного разгружения форм по мере их продвижения по участку затвердевания позволяет увеличить металлоемкость форм и расщирить номенклатуру изготавляе.мых отливок.
Формула изобретения
1. Устройство для жакетирования и нагружения парных безопочиых форм, содержащее два ряда одинаковых жакетов, расположенных на неподвижных опорах по обе стороны от оси движения форм, отличающееся тем, что, с целью упрощения конструкции, снижения металлоемкост линии и расщирения номенклатуры изготавливаемых отливок, жакеты установлены неподвижно, зеркально друг к другу с наклоном в вертикальной плоскости и постоянно прижаты
к боковым стенках фор.м.
2. Устройство по п. I, отличающееся тем, что жакеты выполнены с возможностью перемещения в вертикальной плоскости.
Источники информации, принятые во внимание при экспертизе
1. Патент ФРГ № 2417197, кл. В 22 С 25/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ предупреждения всплывания верхней полуформы при заливке жидким металлом и затвердевании отливок в линиях парной безопочной формовки и устройство для его осуществления | 1978 |
|
SU910353A1 |
| Устройство для перемещения безопочных форм | 1980 |
|
SU950481A1 |
| Установка для жакетирования безопочных литейных форм | 1983 |
|
SU1096029A1 |
| Устройство для жакетирования безопочных литейных форм | 1981 |
|
SU1126370A1 |
| Груз | 1977 |
|
SU634849A1 |
| Устройство для перемещения в пульсирующем режиме парных безопочных форм | 1977 |
|
SU735505A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| Устройство для перемещения и жакетирования безопочных форм | 1984 |
|
SU1217560A1 |
| Устройство для нагружения и жакетирования безопочных форм с горизонтальной плоскостью разъема во время заливки, затвердевания и охлаждения | 1990 |
|
SU1739840A3 |