Изобретение касается транспортиро ки грузов и относится к конвейерам с циклически движущимися грузОносите лями или перемещающимися элементами И- может использоваться для межопера ционной транспортировки деталей при их обработке в поточном производстве в частности, для обработки радиодеталей в радиоэлектронной, электротех нической и приборостроительной промы ленности. Известен конвейер для транспортирования деталей, содержащий расположенные по замкнутому прямоугольному контуру направляющие,по которым вдол исполнительных механизмов перемещают ся секции- переносчики, выполненные в виде пря моугольных пластин, снабженных пазами, с держателями для деталей 1. Недостатком такого конвейера является то, что при перемене направле ния движения на 90° секции-переносчи ки не меняют своей ориентации относительно оси, проходящей через центр секции перпендикулярно к плоскости их перемещения. Обрабатываемая деталь, укрепленная на боковой .грани секции-переносчика, после перемены направления движения перекрывается следующей секцией и становится не-доступной для использования механизмов ., Наиболее близким к изобретению является шаговый конвейер, содержащий корпус с торцовыми упорами, секции-переносчики с держателями для деталей и привод 2. Недостатком этого конвейера является то, что многие технологические операции нельзя производить при наклоне детали,закрепленной в держателе под углом в 45°. Например, такие обязател,ьные операции при обработке радиоэлементов, как ориентирование их, рихтовйа выводов, а также сборочные операции на этом конвейере при наклонном положении деталей осуществлять невозможно. Значит некотогялй участок пути детали проходят вхолостую. Кроме того, из-за ненадежного, неустойчивого положения крайних секций в верхнем ряду они не могут полноценно использоваться в технологическом рроцессе обработки располо.женных на них деталеЙ.Нерьзя их подвергать давлению, вибрации и т.д.
Все 9тб-;п{5иводит к сниЯгеиию производительности конвейера.
Цель изобретения - повьинение произ- водительности конвейера.
Это достигается тем, что он снаб- Шён 1бвС ротньзми механизмами, уста ffoHiteHHSSMif на торцовых упорах, при этом сейции-переносчики выполнены с возможностью в.заимсдействия с
ТОйЬротным механизмом, выполненным
j виде крестовины .
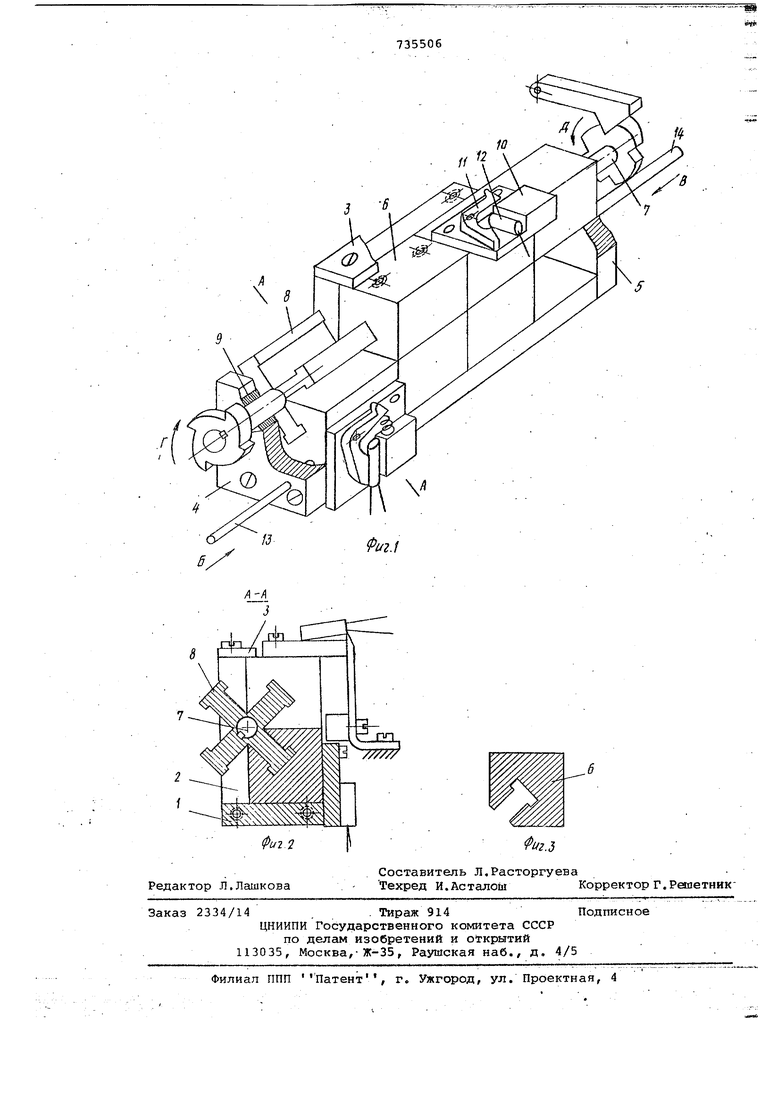
На фиг. 1 изображен конвейер, общий вид; на фиг.2 - сечение Л-А
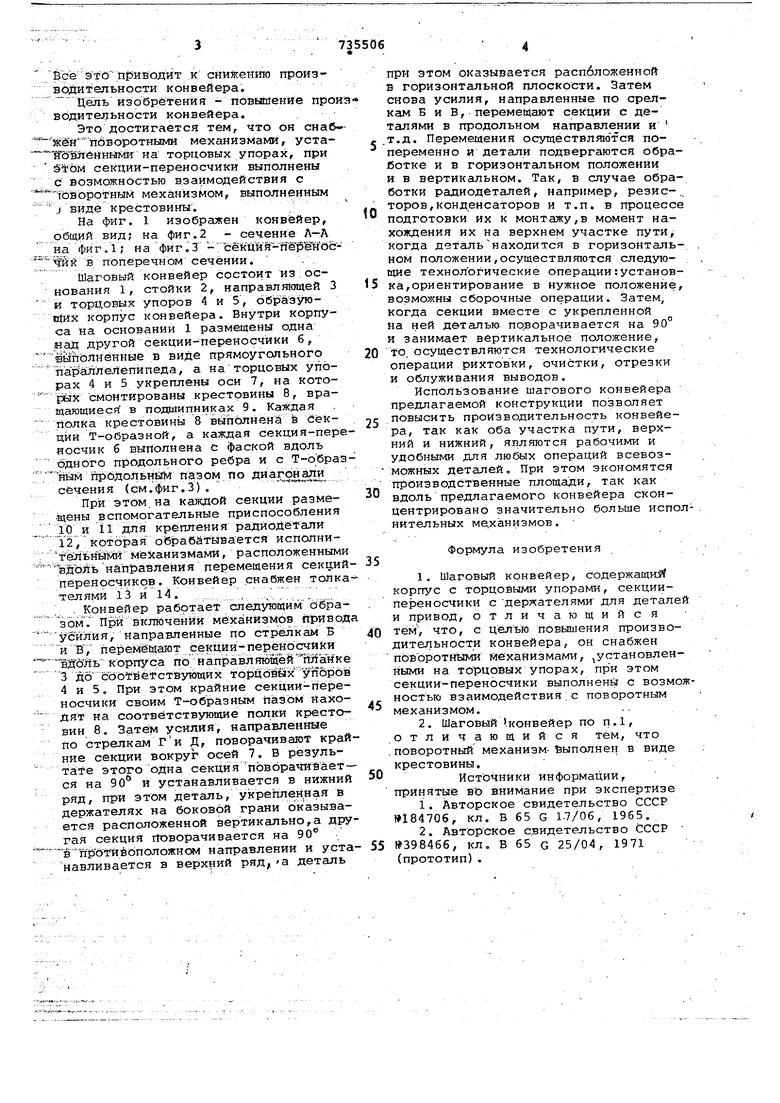
на фиг Л; на фиг. cёkцftя-ffё|Sёндc «iftй в поперечном сечении. Шаговый конвейер состоит из;основания 1, стойки 2, направляющей 3
и торцовых упоров 4 и 5, образующих корпус конвейера. Внутри Kiopnyса на основании 1 размещены одна над другой секции-переносчики 6,
выполн ённые в виде прямоугольного пар аллелепйпеда, а на торцовых упорах 4 и 5 укреплены оси 7, на кото ptix смонтированы крестовины 8, вращающиеся в подшипниках 9. Каждая
полка крестовины 8 выпблненй 6 Секции Т-образной, а каждая секция-переиосчик б выполнена с фаской вдоль одного продольного ребра и с Т-образ нймпрбдольнШ пазом по диaгoJЙaлн сечения (см.фиг.3).-..,.
При этом.на каждой секции размещены вспомогательные приспособления iO и il для крепления радиойётали
l2, которая обрабйтйвается исполнитёльнймй механизмами, расположенными Ъдоль направления перемещения секцийпереносчиков. Конвейер снабжен толкателями 13 и 14. , .„ ;- -,....,
.Конвейер работает следующим обра зЬмГ При включении механизмов привода УёилИя, направленные по стрелкам В
и В , перемёмамт секции-перенЬсчиКи
Корпуса понаправля1бщёЙ гШЖке
до Шо вётстаующих то|эцШы:х упЬроЙ
4 и 5, При этом крайние секции-переносчики своим Т-образИЫм пазом находят на соответствующие попки крестовин 8. Затем усилия, направленные по стрелкам ги Д, поворачивают крайние секции вокруг осей 7. В результате этого одна секция поворачТТйает - ся на 90 и устанавливается в нижний ряд, при этом деталь, укреплен.ная в держателях на боковой грани оказывается расположенной вертикально,а другая секция поворачивается на 90 -впрбтИвоположном направлении и устанавливается в верхний ряд,а деталь
при этом оказывается распбложенной в горизонтальной плоскости. Затем снова усилия, направленные по срелкам В и В, перемещают секции с деталями в продольном направлении и .т.д. Перемещения осуществляются попеременно и детали подвергаются обработке и в горизонтальном положении и в вертикальном. Так, в случае обработки радиодеталей, например, резисторов,конденсаторов и т.п. в процесс подготовки их к монтажу,в момент нахождения их на верхнем участке пути, когда деталь находится в горизонтальном положении,осуществляются следующие технологические операции .установка, ориентирование в нужное положение возможны сборочные операции. Затем, когда секции вместе с укрепленной на ней деталью по зорачивается на 90° и занимает вертикальное положение, ТО, осуществляются технологические операции рихтовки, очистки, отрезки и облуживания выводов.
Использование шагового конвейера предлагаемой конструкции позволяет повысить производительность конвейера, так как оба участка пути, верхний и нижний, являются рабочими и удобными для любых операций всевозможных деталей. При этом экономятся производственные площади, так как вдоль предлагаемого конвейера сконцентрировано значительно больше испонительных ме,ханизмов.
Формула изобретения
1.Шаговый конвейер, содержащнз корпус с торцовыми упорами, секциипереносчики с держателями для детале и привод, отличающийся Тем, что, с цёлью повышения производительности конвейера, он снабжен поворотными механизмами, установленными на торцобых упорах, при этом секции-переносчики выполнены с возмоностью взаимодействия.с поворотным механизмом.
2.Шаговый конвейер по п.1, отличающий ся тем, что
.поворотный механизм-выполнен в виде крестовины.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР W184706, кл. В 65 G 1.7/06, 1965.
2.Авторское свидетельство СССР №398466, кл. В 65 G 25/04, 1971 (прототип).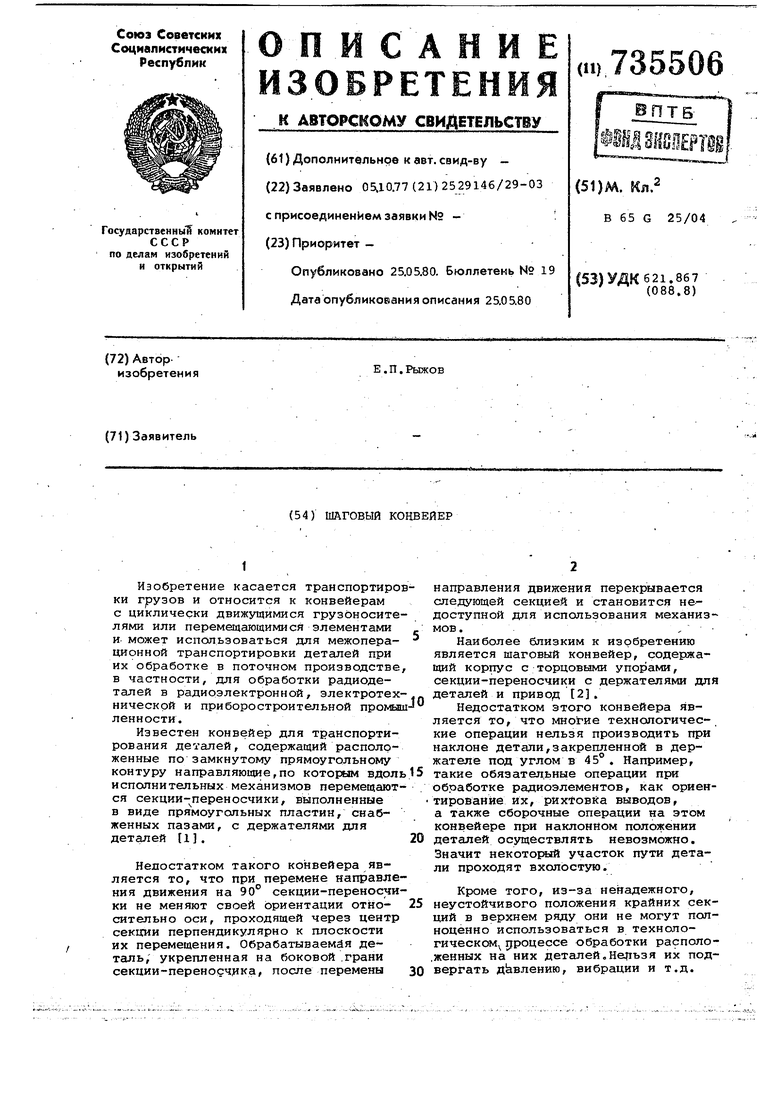
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная линия сборки карданных валов | 1986 |
|
SU1333528A1 |
| Устройство для сборки и сварки кронштейнов ленточных конвейеров | 1977 |
|
SU716758A1 |
| Манипулирующее устройство | 1982 |
|
SU1093537A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для групповой подачи радиодеталей с осевыми выводами | 1975 |
|
SU720842A1 |
| Установка для нагрева плоских заготовок | 1982 |
|
SU1041587A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| ШАГОВЫЙ КОНВЕЙЬ:1>& | 1973 |
|
SU398466A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ ТВЭЛ ДЛЯ ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ РЕАКТОРОВ ТИПА БН | 1994 |
|
RU2094866C1 |