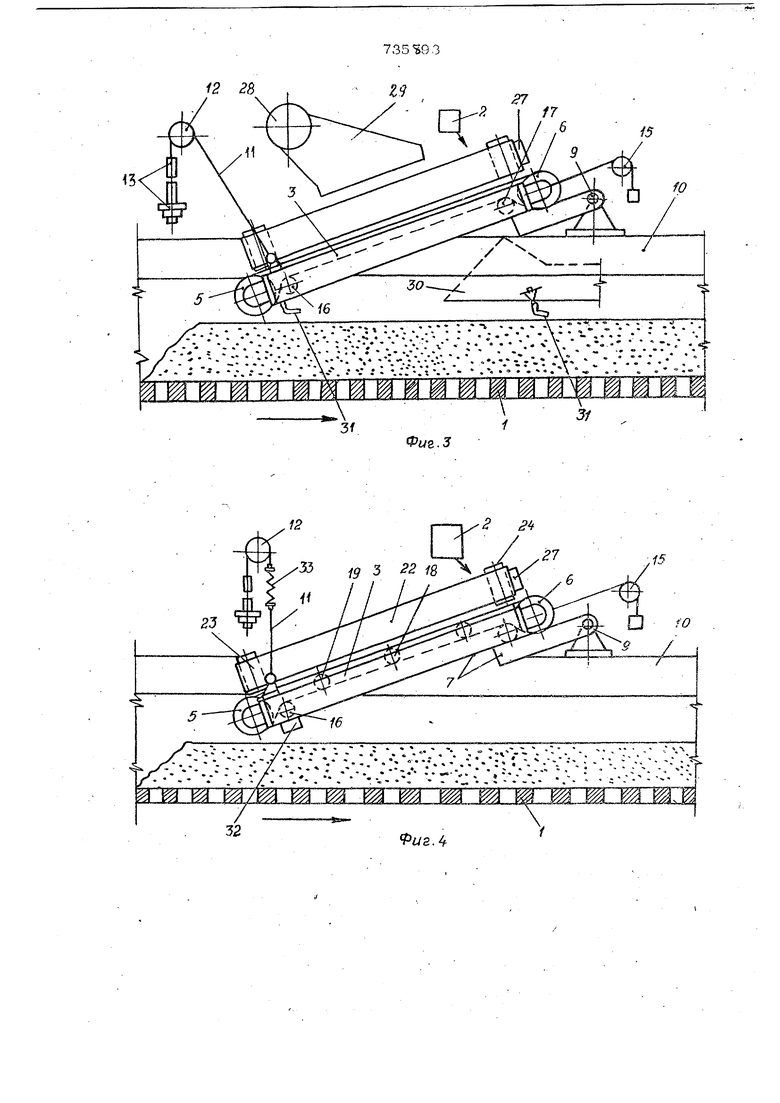
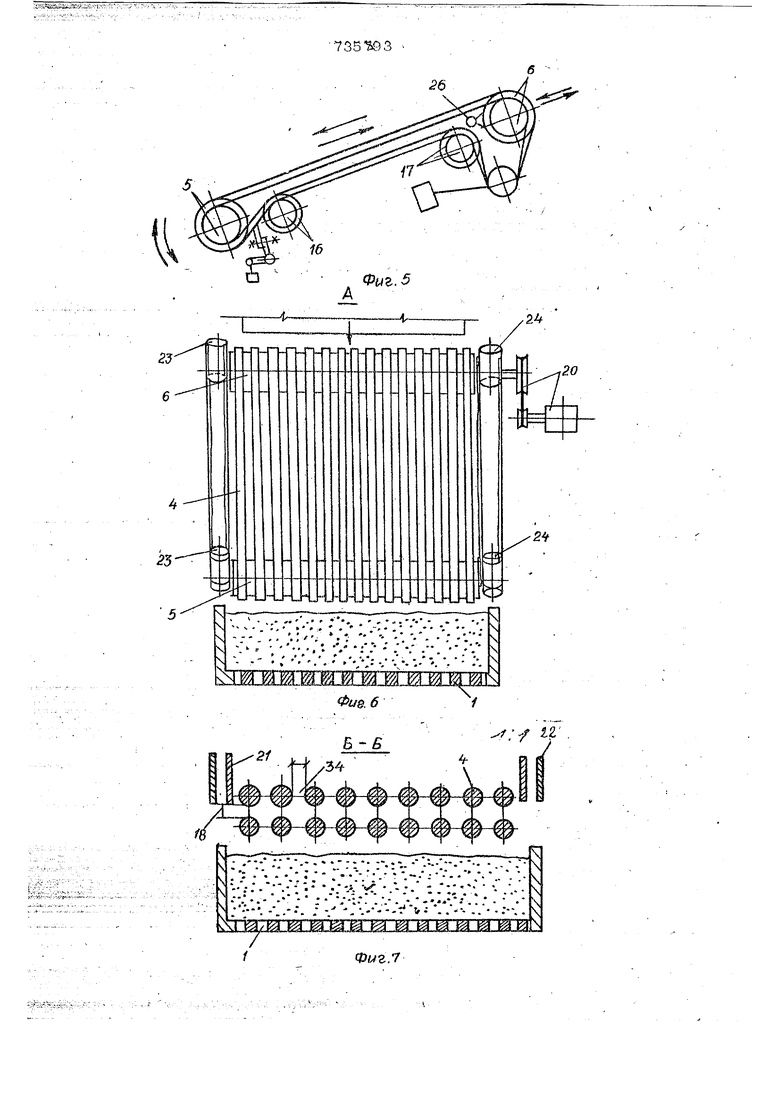
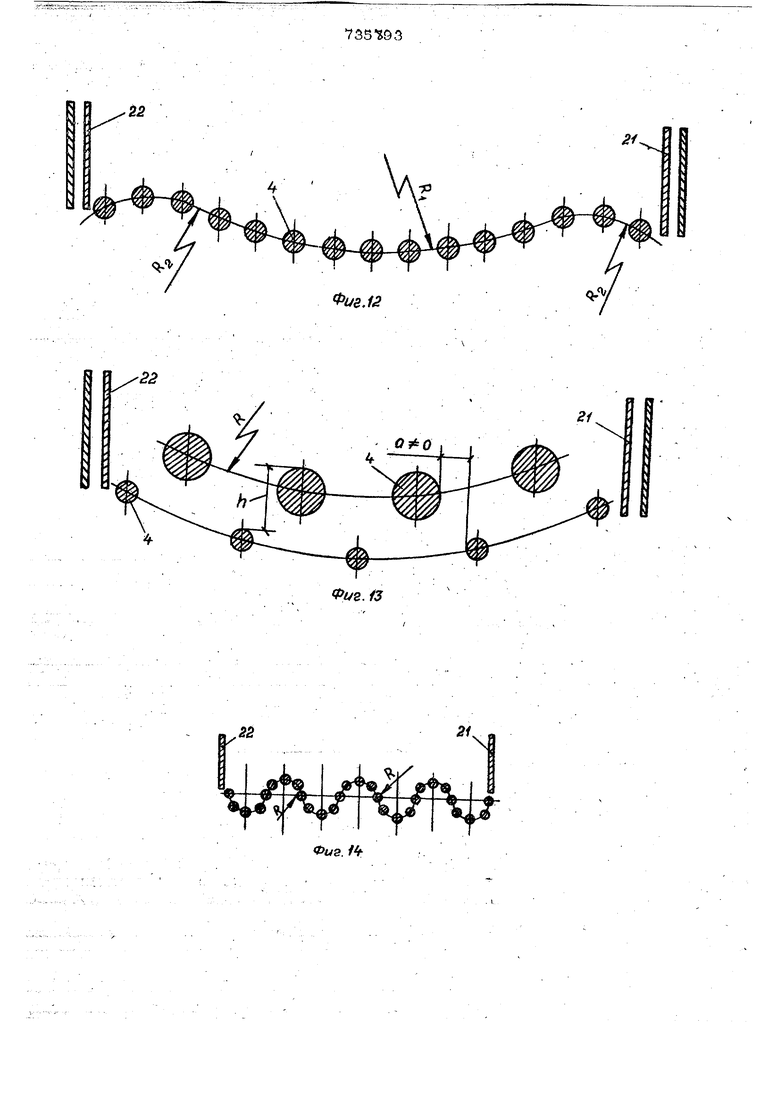
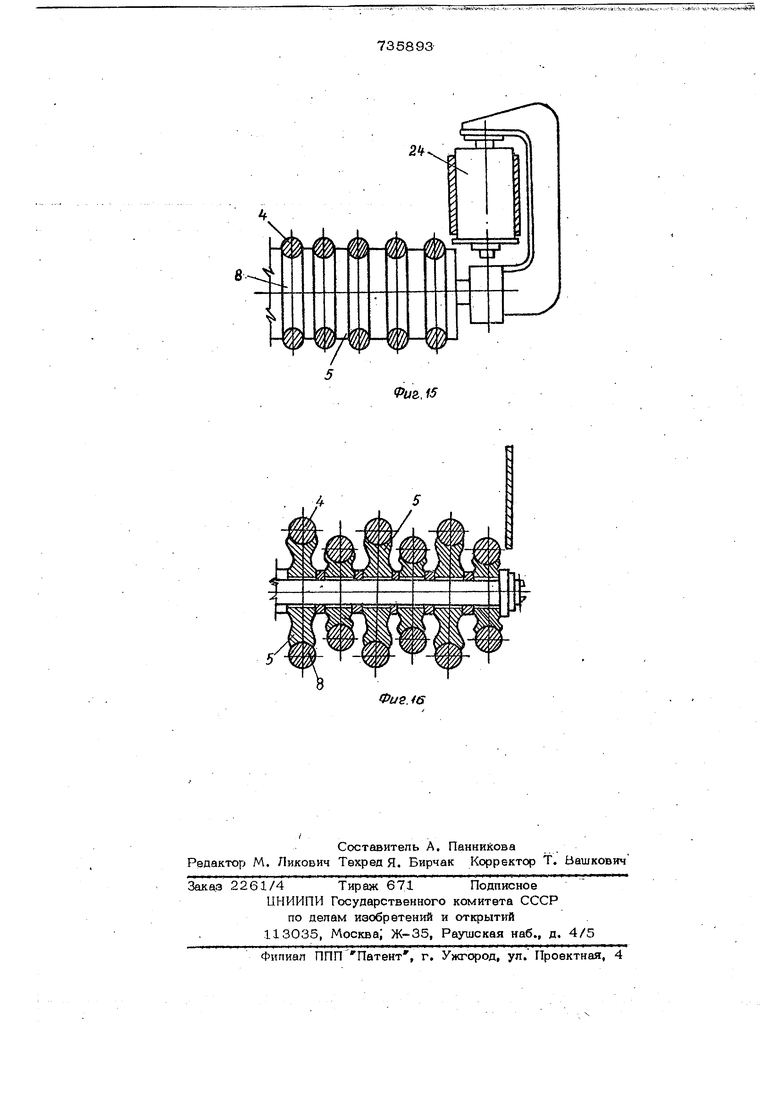
Изобретение относится к черной и цветной металлургии и может быть применено для укладки сырых материалов на агломашины, обжиговые машины окатышей и известняка, для укладки гчэрячего агломерата на охладитель. Известна конструкция загрузочного устройства, сочетающая загрузочный лоток с барабанным питателем l. Лоток может быть выполнен из металлического листа, рабочая поверхность которого зафутерована эластичным материалом, раэI деленным на камеры, расположенные перпендикулярно к потоку шихты, соединенные с воздухопроводом. Наиболее близким к описьшаемому устройству по технической сущности и достигаемому результату является загрузочное устройство, содержащее питатель и соединенный с вибратором укладчик, вы полненный по длине из двух листов, рабочая поверхность которых выполнена из струн 2. Основным недостатком известных конструкций является то, что они не обеспе- чивают заметного разделения материала по. фракциям. Цель изобретения - повьпиение разд&пенгея фракции шихтовых материалов по крупности при их укладке на решетку ма- « шины. Для этого направляющие выполнены бесконечными и установлены с зазором по высоте и ширине с возможностью чередования смежных направляющих. Рабочая поверхность укладчика выполнена с чередованием жестких и гибких продоль- ных направляющих.. Гибкие направляющие установлены на приводных барабанах с возможностью изменения перемещения их скоростей. Укладчик снабжен установленными под нижней ветвью отклоняющими барабанами и вибратором, соединенным с жесткими направляющими. На фиг. 1-5 показаны общие схемы устройства; на фиг. 6 - вид А на фиг. на фиг. 7 - разрез Б-Б на фиг. 1; на фиг. 8-14 - сечения рабочей поверхности устройства: на фиг. 15, 16 -сочлейение рабочей повфхнрсти с бортом. Загрузочное устройство, псмиещенное над решеткой 1 машины, содержит питатель 2 и укладчик 3, рабочая повфхност которого выполнена в виде ряда продольных направляющих 4, выполненных гибкими и жесткими. Рабочая повфхность может быть выполнена из одних гибких Htaii равляющих, или из одних жестких нйправляюших, либо с чередованием гибких и жестких направляющих. При этом превь шение, например жестких направляющих над гибкими (подвижными),, может быть выполнено переменным, нагфимер в виде клина (в месте загрузки превышени больше, в месте выгрузку - меньше). Гибкие направляющие установлены на подвижных барабанах 5 и 6. Бфабаны могут быть трубчатыми, решетчатыми или иной конструкции и установлены на раме 7 и снабжены для поддержания параллельности струн направляющими ручьями 8. Один конец рамы сочленен с помощью шарнира 9 с каркасом 1О, а другой конец рамы удерживают с помощью, например, канатов 11 и блоков 12, Изменение угла наклона рабочей поверхност устройства осуществляют с помощью,, нап ример, винтового устройства 13 в пределах О-65. Наклон рабочей поверхности может быть выполнен как в сторону разгрузочной части машины, так и в сторону загру зочной части. Натяжение гибких направляющих осуществляют с помощью, например, винтовой натяжки 14 или грузовой натяиски 15 Сближение рабочего и нерабочего участков осуществляют с помощью отклоняющих барабанов 16 и 17. Исключение трения направляющих рабочего и нерабочего участков в местах наибольшего прогиба при малом зазоре может быть обеспечено роликами 18. Рабочий и нерабочий участки гибких направляющих могут быть снабжены поддерживающими роликами 19. Передвижение нитей осуществляют приводом 20, Рабочая поверхность ограждена бортами 21 и 22, выполненными в виде бесконечной ленты, установленной на барабанах 23 и 24. Привод борта может быть фрикционным или ременным-непосредствен но от рабочей поверхности или приводного барабана гибких направляющих. Борт мо7934 жет быть также снабжен индивидуальным Приводом или выполнен стационарным. На стороне загрузки рабочая поверхность снабжена защитным козырьком 25, способствующим более организованной подаче материалов от питателя на укладчик. Направляющие могут быть выполнены из любого материала, отвечающего заданным условиям р аботы, особенно в части прочности и износоустойчивости, например из Прорезиненной ткани, снабженной на рабочей стороне защитным слоем износоустойчивой резины. Для укладки горячих материалов (например, при укладке горячего агломерата на охладительГ, направляющие выполняют из термостойкого материала, а барабаны, на которых установлены гибкие направляющие, выполняют с принудительным охлаждением например водоохлаждаемыми. Каждая направляющая может быть выполнена как цельной (двутавровая балка, уголок, резина, стальной канат), так и из oтjaeльныx звеньев, например в виде цепи. Форма сечения направляющих может быть треугольной, прямоугольной, круглой, эллипсовидной, трапецеидальной или сложной, составной из нескольких геометрических форм. При укпадке материалов, склонных к прилипанию (например, шихты, содержащей тонкоизмельченные влажные концентраты), направляющие очищают очистным устройством 26, а борта - очистным устройством 27. Очистные устройства могут быть выполненными, например, в виде стационарных или подвижных щеток, обрезиненного скребка, отклоняющего баркана, снабженного установленными по образующей перпендикулярно нафавляюпзсим, например, резиновыми ребрами или иной конструкции, обеспечивающей эффективную очистку направляющих, зазоров между направляющими барабанов, а также бортов. Над рабочей поверхностью укладчика могут быть установлены связанные с коллектором 28 сопла 29, через которые . подают холодный или подогретый воздух в слой материала с целью его подсушки и улучшения отсева мелких фракций или дпя опудривания слоя известью с целью подсушки и упрочнения гранул шихты. Воздух с остатками неиспользованной .извести улавливают с помощью, например, вытяжного зонта 30, п|)исоединенного. 573 например, к одной на первых вакуум-ка мер машины, Н гжняя часть разгрузочного конца укладчика может быть оборудована гпадипкой 31, выполненной, например, в видв подпружиненного листа или цилиндрического валка, подвешенного шарнирно. Зазор между направляющими в свету устанавливают в пределах 0-25 мм. Например, при агломерирующем обжиге материалов, не требующих значительной сегрегации (при работе, например, на узкоклас С1«{ ицированной руде), гибкие направляю щие могут устанавливаться без зазора (фиг. 7). В этом случае уменьшается разрушение комков шихты, так как вся рабочая noeiepxHOCTb укладчика Подвижна и может п емещаться по отношению к падающему из питателя на укладчик потоку материала со скоростью, обеспечивающей наименьшее разрушение комков, и за счет более равномерной укладки материалов на решетку машины, так как рабочая поверхность укладчика не йалйпает, непрерывно очищается, причем очистка выполняется механически. Установка направляющих укладчика при агломерирующем обжиге с зазором в свету, например в пределах 3-8 мм, позволяетзначитепьноув еличить сегрегацию фракций шихты по высоте спекаемого слоя. При обжиге, например окатьшей, уста новка направляющих с зазором 8-12 мм позволяет повысить производительность обжиговой машины за счет лучшего отсева мелочи и исключения расфушения окатьпией. Смежные направляющие рабочей поверх ности укладчика установлены с чередова нием по высоте Ь в пределах О-ISO мм т. е, рабочие стороны направляющих могут быть установлены как на одном уровне (фиг. 6 и фиг. 7); так и на разных уровняхс чередованием по вьюбте (фиг. 8 Для усиления газопроницаемости. смежн ых прослоек зазоры между направляющими могут быть различнь1ми по величине, выполненными с чередованием, например, нечетные зазоры имеют большой размер, четные - меньший,. При повышении высоты спекаемого слоя целесообразно увеличение расстояния между осями прослоек повышенной газопроницаемости, что достигается установкой направляющих с чередованием их ширины без значительного снижения живого сечения рабочей поверхности укладчика. З Увеличение ceгpeгaщ и по ширине слоя достигают, например тем, что рабочую поверхность укладчика выполняют криволинейной по типу, показа.нному на фиг, 9 и фиг, 13, Дня увеличения сегрегации по ширине слоя с рдновременной возможностью изменения высоты укладываемогх) слбя у бортов машины рабочую поверхность выполняют криволинейной (фиг. 10 и 12), Лля дополнительной сегрегации по ширине слоя с одновременным применением минимального количества типоразмеров направляюш гх в одном ат регате рабочую повфхность укладчика в поперечном сечении выполняют по кривой, которая соединяет центры сечений струн с чередованием вогнутости и выпуклости (фиг, 16). Увеличение эффективности разделения частиц шихты по крупности достт ают также тем, что смежные Гибкие направляющие рабочей пов хности выполняют с возможностью чередования скорости их перемещения. С той же делью рабочая повфхность может быть выполнена с воз мржностью чфедования направления перемещения направляпрщих, при этом прямая и обратная ветви укладчика могут лежать В одной плоскости. Дополнительное увеличение вьгааденйя мелких фракДйй шихтовых матфиалов че.рез зазоры между направляющими можно осущестелять перемещением гибкой направляющей рабочей поверхности в сторону загрузочной части укладчика, т. е, навстречу движению материалов,, пфвмещающихся по рабочей поверхности, В этом случае рабочая поверхность устанавливается под большими углами наклона к решетке, например, в пределах 25-65°. Рабочая поверхность может быть также выполнена о возможностью изменения направления перемещений наггравляющей (), при спекании, , разноосновных шихт. Увеличение отсева мелких ({рахций может буть также осуществлено за счет вибрации рабочей поверхности, ДЛЯ чего укладчик оборудуют вибратором 32, а поддерживающие канаты (или опорные штанги) - амортизаторами 33. С целью исключения разрушения окатышей при их укладкв Т а обжигоаую машину скорость его борта псддфживают сопоставимой, со скоростью прилегатоингх к нему направ7ШЮ1цих, Просыпь, образующуюся в результате . рагрушеаия окатышей, убирают, напримф конвейером 34, 7,. 73 При укладке шихтовых материалов, на агломашкну скорость борта может быть как равной скорости прилегающих к нему направляющей, так и отличаться от скорости рабочей поверхностна т, е. рабочую поверхность выполняют с воа гожностыо изменения ее скорости по отношению к борту укладчика. Второй вариант исполнения укладчика позволяет укладьгоать у 6of та агломашины повьпиенное количество мелочи, что обеспечивает снижение бортовых прососов, Укладчик может быть выполнен как подвесным, так и опорного типа. Для обес печения агрегатного метода ремонтов укладчик может быть выполнен откатным. Укладчик на обж1ПОвой машине может быть установлен сдвоенным для возможно ти отсева как мелких окатышей, так и крупных, превышающих заданный верхний предел, Варианты конструктивных особенностей рабочей поверхности и укладчика в делом могут быть выполнены как раздельно, так и в оптимальных сочетаниях, направлен- ньгх на получение максимальной Нрби звогдительности определенной машины и ка чёства продукта, - Устройство работает следующим обра- зом. .Шихтовые материалы питателем подаю на движущуюся рабочую поверхность укда : чика и за счет подбора скорости рабочей поверхности обеспечивают оптимальную сегрегашпо фракций шихты по высоте сло и для пс)степи. Очистным устройством непрерывно очшнают рабочую повфхность направЛ5пощих. . . . При спекании, напртгмер, шихт с больтиой долей концентрата рабочую поверхность укладчика набирают, например, из .йечётного числа направляющих, с установкой четных струн пап нечетнымис превышением, , 30-7р мм и за аороммежду струнами в свету, например, в пределах О-5 мм. Рабочую поверх ность укладчика устанавл1тают с наклоном (в сторону разгрузочной части машины) под углом к решетке машины, например, 2О-30. Крупные частицы шихты, обладающие большой энергией, первыми достигают рабочей поверхности направ .лающих, сег{.1сгируют по 1иирине рабочей поверхности укладчика. До ;ткгнув Н1тжне го положения, крупные частчпы, б/гогодаря наклону рабочей пог оркио(.:ти, продолжают пфеь е1патт ся в сто;- ону рязгрузоч3 него конца укладчика вдоль щели, освобождая место более мелким частинак. Мелкие частицы перемешаются по лению к щели и, достигнув ее, выпадают. При установившемся режиме загрузки высота слоя материала на рабочей поверхности укладчика пфеменная - убывает в направл.ении от загрузочного конца укладчика к разгрузочному за счет отсева мелких частиц. Благодаря этому в, каждый момент времени на разгрузочном конце находятся преимущественно крупные части- цы., Крупные частицы укладывают на решетку первыми с образованием прослоек треугольного сечения, одновременной сегрегацией по высОте слоя и полным перекрытием решетки машины по ширине, Сьь каждой прослойки совпадает с осью направляющих, установленных с понижением (нечетных направляющих). Между этими прослойками по мере продвижения решетки машины укладывают прослойки более мелк1-1Х частиц, проходящих через щели между направляющими с одно1вр еменной сегрегацией по крупности по высоте слоя. Создание на рабочей поверхности укладчика тонкого слоя материала за счет непрерывного перемещения рабочей поверхности (растяжение слоя) с одновременным перемещением слоя в продольном и поперечном направлениях за счет наклона рабочей поверхности и установки направляющих с превышением позвоттяет обеспечить хорошие условия для сегрегации материалов по вьгсоте и ширине слоя и осуществления укладки полос повышенной газопроницаемости. Конструкция загрузочного устройства позволяет осуществлять управляемую укладку материалов на решетку машины с обеспечением широких возможностей. Работа загрузочногр устройства при различных вариантах исполнения укладчика аналогична вышеописанной.. Различные Модификации исполнения укладчика обеспечивают усиление тех или иных требований, предъявляемых к укладке. . Выполнение, например, рабочей поверхности в поперечном направлении по кривой (см. фиг. 7, 9, 1О, 1.1, 12, 16) обеспечивает сегр егацию частиц по высоте, слоя. Кроме того, исполнение рабочей поверхности укладчика по типу, напримф, показанному на фиг. 10 и 11, обеспечивает повьпиеннре или пониженное количество укладываемого материала у бфтов машины. Выполнение рабочей iiODOfix9ности с возможностью изменения ее ско рости по отношению к борту укпадчика повьпиает выпадение мелочи у борта машины. Выполнение рабочей поверхности с возможностью чередования жестких и гибких направляющих, скорости перемещения направляющих, чередования направления перемещения направляющих, перемещения направляющих в сторону загрузочного конца укладчика (увеличение времени пребывания материалов на про сеивающей поверхности), вибрации жестких направляющих обеспечивает повышенное разделение частиц шихты по крупнос ти. Подсушку слоя материала осуществляют также его опудриванием известью с одновременньп л упрочнением гранул шихт При укладке шихтовых матфиалов на вакуумно-дутьевую машину для обеспечения обратной сегрегации, рабочий участо направляющих выполняют с наклоном в сторону загрузочной части машины под 25-65 к решетке мауглом, например шины. При укладке окатышей на обжиговую машину рабочий участок направляющих выполняют с наклоном в сторону загрузочной части машины под углом, например, О-30® к решетке машины. Загрузочное устройство может быть применено для уклаики сырых матфиалов па вакуумную и вакуумно-дутьевую агломашины, обжиговые машины окатьпией и известняка, а также, например, для укладки горячего агломерата на охладитель.
735S93
10 Предлагаемое устройство позволит увеличить удельную производительность агломерационных и обжш оЬьЬсмашин, уменьшить стоимость передела окатьш1ей и увеличить межремонтный период обжиговой машины по укладчику в 2-3 раза по сравнению с роликовым укладчиком. Формула изобретения 1. Устройство для загрузки материала на конвейерную машину, содержащее : питатель и укладчик с рабочей поверхностью из продольных направляющих, отличающееся тем, что, с целью улучшения сегрегации по вьюоте слоя, направляющие выполнены бесконечными и установлены с зазором по вьюоте и ширине с возможностью чередования скоростей смежных направляющих. 2. Устройство по п. 1, о т л и ч а ющ е е с я тем, что направляющие вььпощюны с чередованием жесткими и гибкими. 3. Устройство, по пп. 1 и 2, отличающееся тем, что гибкие направляющие установлены на приводных барабанах с возможностью изменения направления перемещения. 4. Устройство по пп, 1-3, отличающееся тем, что укладчик снабжен установленньгми под нижней ветвью отклоняющими барабанами. Источники информации. Принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 306172, кл. F 27 В 21/ОО, 1970. 2. Патент Польши № 4 882О, кя, 1 А 41, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки материалов на конвейерную машину | 1988 |
|
SU1581985A1 |
| Загрузочное устройство агломерационной машины | 1990 |
|
SU1749670A1 |
| Загрузочное устройство агломерационной машины | 1982 |
|
SU1052817A1 |
| Способ производства окатышей на обжиговой конвейерной машине и машина для его осуществления | 1981 |
|
SU996484A1 |
| Загрузочное устройство агломерационной шихты | 1988 |
|
SU1661554A1 |
| Челноковый распределитель шихтовых материалов (его варианты) | 1980 |
|
SU898247A1 |
| КОНВЕЙЕРНАЯ ОБЖИГОВАЯ МАШИНА ДЛЯ ТЕРМООБРАБОТКИ ОКАТЫШЕЙ | 2000 |
|
RU2173824C1 |
| Загрузочное устройство агломерационной машины | 1977 |
|
SU748111A1 |
| АГЛОМЕРАЦИОННАЯ МАШИНА | 1987 |
|
RU2040754C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ОКАТЫШЕЙ | 2013 |
|
RU2543026C1 |


12 4 ---ж:
ТЖЖ.
7
32
Фи2..3
аг. 2В 2 2 ., - , - .. . I --Л-.1 « . ч .;-:«: -, V .--л :.-%.; ,---5 .
--.-,:, ....--..- -. - -- ,, .;// .: - - - -.. -: -. ; ...,.. :v-:-:-.-;-;.. .-./ .- ;;..-ЧVv-Ч-.:-..- л
-5
2
Фиг.7
r,.2
«Ji/S. 1
