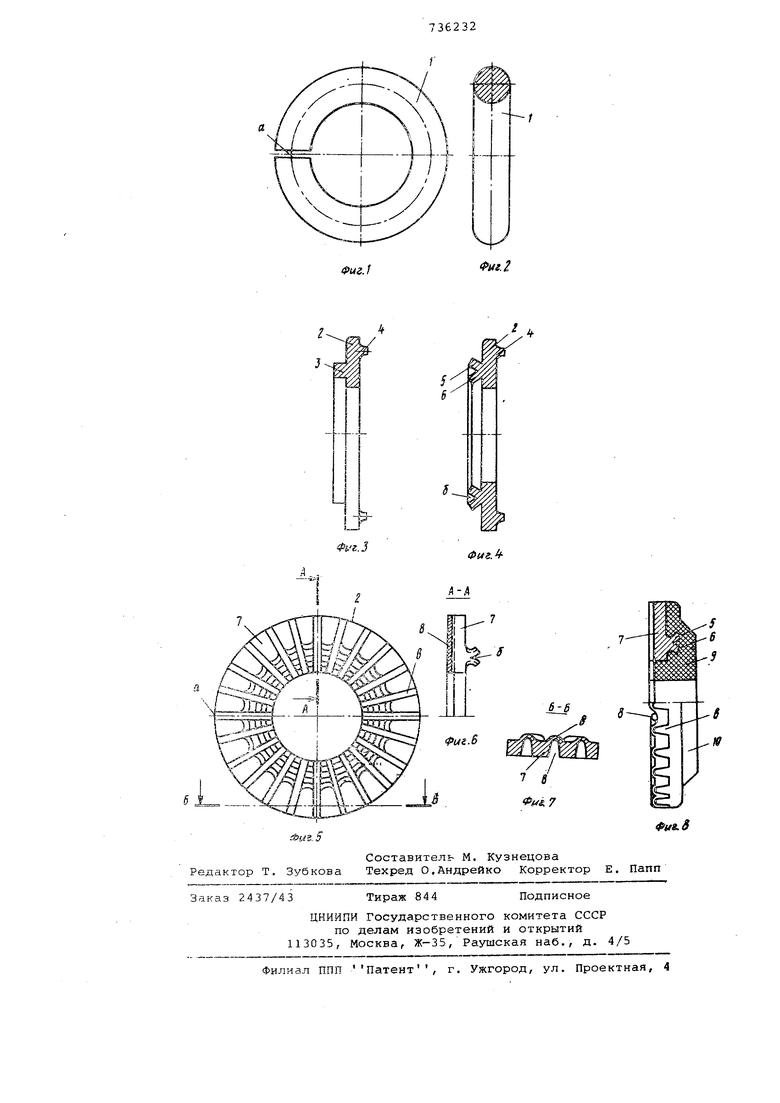
Изобретение относится к электротех ническому машиностроению и может быть использовано при изготовлении торцовых коллекторов электрических машин постоянного тока. В современной электротехнической промышленности известно несколько спо собов изготовления торцовых коллекторов . Из листа или полосы вырубают диск с отверстием в центре, делят его давлением радиальными пазами на сегментообразные пластины, которые удерживаются друг с другом арочными мостиками сохраняя презкнюю форму дне- на, после чего каждую пластину в отдельности снабжают крепежными элементами , с помощью которых пластины удерживаются в пластмассовом корпусе 1. Недостатками этого способа явля- ется большой отход концентрическим буртиком прямоугольного сечения и создают крепежные элементы путем деления буртика по периметру на две части, разваливая их в разные стороны. Затем известным способом делят заготовку радиальными канавками на пластины, заполняют канавки пластмассой и удаляют перемычки, связывающие пластины. На фиг. 1 изображено кольцо-заготонка; на фиг. 2 - то же, поперечное сечение; на фиг. 3 - диск с буртиком на фиг. 4 - диск с раздвоенным буртиком; на фиг. 5 - диск, разделенный на пластины; на фиг. б - сечение А-А на фиг. 5; на фиг. 7 - сечение Б-Б на фиг. 5; на фиг. 8 - коллектор в корпусе. Коллектор изготавливают следующим образом. Из прутка или проволоки круглого сечения токопроводящего материала получают кольцо 1 (см, фиг. 1 и 2) со стыком а, на следующей операции кольцо 1 с ориентацией по стыку а давлением превращают в заготовку 2 (см. фиг. 3- и 4) в форме диска с прямоугольным буртиком 3 по всему периметру с одной стороны, а на противоположной стороне одновременно получают не менее двух технологических конусных выдавок 4; затем буртик 3 (см. фиг. 4) раздваивают по всему периметру на две равные части 5 и 6 клинообразным пазом б. Заготовку 2 с раздвоенным буртиком ориентируют с дорогостоящего токопроводящего цветного металла (до 30%), а также большая трудоемкость, так как каждую пластину-сегмент необходиМО снабдить крепежными элементами, что можно осуществить специальным инструментом на специальном оборудовании с обратно-поступательным движением инструмента, снабженным делительны 4 механизмом по числу коллекторньох пластин. Так, например, чтобы обеспечить 31 пластину коллектора стартера автомобиля типа ВАЗ двумя крепежными элементами, инструменту, изготавливающему эти элементы, необходимо выполнить 62 хода.
Известен также способ изготовления торцового коллектора, когдака внутренней стороне диска-заготовки прессуют концентрические и радиальные канавки, промежутки между которыми образуют элементы крепления пластин к корпусу, изгибают элементы крепления 3 радиальном направлении, заполняют канавки пластмассой, образующей корпус коллектора, удаляют перемычки связывающие пластины 2.
Этот способ дал возможность снизи трудоемкость изготовления коллекторо но не .решил задачи снижения отходов цветного металла.
Цель изобретения - снижение отходов токопроводящего металла и упрощение технологии изготовления.
Поставленная цель достигается тем что заготовку для коллектора выполняют в форме кольца из проволоки или прутка круглого сечения, БЫД 1влива1-от из нее диск с помощью технологических конусных выдавок 4 по отверстиям й матрице штампа таким образом, чтоб .стык а оказался строго под о.цнлм из „рассечных пуансонов „ Затем Зсяготовку 2 (см, фиг, 5-8) разделяют со сторонк раздвоенного буртика радигнльннми пазами в V - образной форглы см, фиг-. 7) на пластины -сег менты 7 по числу пазов якоря электромашины. При этом глубина пазов в превышает на 1/10 - 1/15 толщину заготовки 2, образуя мостики - перемычкг- 8, с помощью которых пластины-сегменты 7 удерживаются друг с другом в SciiOTOBке 2.
Все операции выполняются последовательно на многопозициокком прессе.
После делег1ия затотовкк на пластины ее опрессовывают пластмассой 9 со стороны V - образных пазов в и затем механической обработкой удаляют мостики перемычки 8.
Таким образом, получают коллектор.
в котором пластины-сегменты изолированы друг от пластмассой 9, заполнившей лазы в,. Пластины 7 надежно закреплены в коллекторе 10 с помощью
„ частей 5 и 6 раздвоенного буртика.
Помимо экономии дорогостоящего цветного материала внедрение предлагаемого изобретения позволит упростить технологию и повысить производительность трудаf так как изготовление коллектора ка одном многопозипионном прессе последовательно, т, е. за каждый ход кривош-пкого механизма или, грздразлическогс; порпня будет выходить готовая заготовка для опрес0 совки пластмассой,.
Формула изобретения
Способ изготовления торцового коллектора путем деления заготовки из токопроводящего металла на пластины выдавливанием на заготовке радиальных канавок, получения элементов крепления пластин, заполнения канавок пластмассой, образующей корпус коллектора и последующего удаления СЕЯзываю1цих пластины пераг ычек, с т л и . а ю щ и и с я тем,, что, с це-ЛЬЮ снижения О ХОДСВ ТОКОПРОЗОДЯПДЭГО
металла и упрощения технологии изготовления,, заготовку выполняют из прут ка круглого сечения Е форме кольца и перед делением заготовки на пластины из нее выдавливат диск с кокценгрическим буртиком прямоугольного сечения, который для получения крепежных з-ламентов делят по, периметру на лве части, разваливая их: в разные стороньл.
Источники информации ,, принятые во внимание при экспертиз
400944f кл, Н 01 R 39/0.4,, 19/3..
2, Авторское свидетельство СССР № 566283, кл„ Н 01 R 39/04, 1977 (лрототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления торцового коллектора электрической машины | 1988 |
|
SU1534588A1 |
| Способ изготовления коллектора электрической машины | 1983 |
|
SU1098057A1 |
| Способ изготовления коллектора | 1980 |
|
SU1112460A1 |
| Способ изготовления торцевого коллектора электрической машины | 1977 |
|
SU705578A1 |
| Способ изготовления торцового коллектора электрической машины | 1981 |
|
SU955305A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОГО КОЛЛЕКТОРА | 1997 |
|
RU2128388C1 |
| Способ изготовления коллектора | 1981 |
|
SU1012375A1 |
| Коллектор электрической машины | 1981 |
|
SU978250A1 |
| Способ изготовления коллекторного кольца для коллектора | 1983 |
|
SU1421269A3 |
| Торцовый коллектор электрической машины | 1980 |
|
SU930452A1 |