(54) СПОСОБ СБОРКИ СВЕЧИ ЗАЖИГАНИЯ
1
Изобретение относится к электротехнике, в частности к сборке свечи зажигания двигателей внутреннего сгорания,с
Известен способ сборки свечи зажигания, при котором герметизация по соединению изолятор - центральный электрод производится путем нанесения термоцемента на поверхность центрально- « го электрода и установки последнего в канал изолятора, после чего собранный узел сушат при нужной температуре 1. Затем в полость корпуса последовательно устанавливают теплрртводящую шайбу, изолятор, собранный с..«ентральным электродом, на поясок изолятора насыпают и утрамбовывают тальковый герметик известного состава, благодаря чему обеспечивают герметичность по соединению корпус - изолятор и за-- крепляют изолятор в корпусе завальцовыранием буртика корпуса на тальковый герметик.
Однако этот способ сборки свечей 25 зажигания не обеспечивает надежной герметичности по соединению корпус - изолятор и изолятор - центральный электрод на весь срок службы свечи зажигания. Это объясняется тем, что 30
от воздействия циклической высокой температуры и вибрации работающего двигателя термоцемент и тальковый герметик, которыми загерметизирована свеча зажигания высыпаются через зазоры жестких деталей.
Известен более совершенный способ сборки свечи зажигания, согласно которому в канал изолятора последовательно устанавливают центральный электрод, таблетку токопроводного герметика и контактную головку 2. Затем подготовленный таким образом узел устанавливают на подставку и совместно нагревают до 840-900°С в зависимости от состава.герметика. Нагрев производят в течение 8-12 мин, как правило, пропусканием через тоннельную электрическу печь. По выходе из печи путем приложения усилия в 80-90 кг к контактной головке одновременно сжимают в осевом направлении все детали, установленные в изолятор. При этом конец контактной головки перемещают в размягченный при нагреве герметик. Благодаря плотному прилеганию герметика к поверхностям канала изолятора, головке центрального электрода и концу контактной головки обеспечивают надежную
герметичность по соединений; мэоля центральный электрод и закрепляют тактную головку в изоляторе. Поел чего собранный узел остывает при Е гтной температуре. Дешее в полос: корпуса свечи зажигания последова т е л ь н о ус т а к а в; t и в зю т у п ло тн и т ель к теплоотводящую майбу к сердечник, тем подготовленный узел устанавлк; в приспособление и при комнз.тной пературе сердечник закрепляют в к пусе путем зазальцовывания буртик корпуса на поясок изолятора, Прл усилие завальцовывания с:оота:еляе1 2500 -- 3500 кг в зависимости от т па свечи. Опорную часть и буртик пуса вводят в контакт с клерлмами электрического оборудоЕа.ния,. кстс сжимает корпус в осазсм напразлек с Усилием 2000-3000 кг . Не снимая: усилия, стенку корпуса по его мальному сечению (по кольцевой KSI ка) нагревают до 800-1000 С и noi: Д1вйствием. сжимающего ус1:лия ее пс вергают деформации смятия , В резу тата деформации смятия и остывант-: при комнатной температуре стенки пуса уменьшается вся длина корпус при этом корпус испытывает дефорл цйю растяжения и остается Е папр; женнсм состояния. За счет нгпри): ного состояния корпуса гяолялор но прилегает к уплотнительной те отводящей шайбе, а пос;;еь-:|я:и ;ч к су, обеспечивая герметичгость.,
Однако известия сглосоо свечи заж-1ган1-;я KHGST низкую прокзводительность из-за большого ксиичяства промежуточны операций,, «то оЗьясннется пос;гелавртаг ност1)Ю пк кь-полпенкя во времени, Нелосуаском зтс:го способа является также и тс, -то топкая пленка антикоррозионного ::альванического покрыт- я кгиткуса, raipt мер, никелевого логлае ся v. c.rvcjiyi.-vf ;тся от материала корпуса т; ;.,., завальцовгляанип ifounyc;:. :;,;-. поясок изолятора при комнатной лем пературе. Поэтому свечи, собранв1-1е известным способом, не выдерживают длительного хранения на неотапливае мык склада из-за появления ркарчи)-::; на корпусах в местах, где имеют мес то нарушения антикоррозионного гдпьи яического покрытия, кроме того, иэ-веотный способ сборки свечи заг икса-вия требует применения уплотнитель ной теплостводящей шайбы по соедике нию корпус - изолятор из материале. более мягкого, чем материал корпус:а.
почкшение
Цель изобретения и 3 в о д и т е л ь н о с т и ..
дпстигаетск
Поставленная цель и корпуса (jcyineчто нагрев изолятора перемещеийб конствляют совместно,, а тактной головки в размягченный г ерметик - одновременчо с завальцовывг кием изолятора и корпусе.
Сборку узла можно производить в носстгновительной среде, например в водородной или нейтральной, например аргонной.
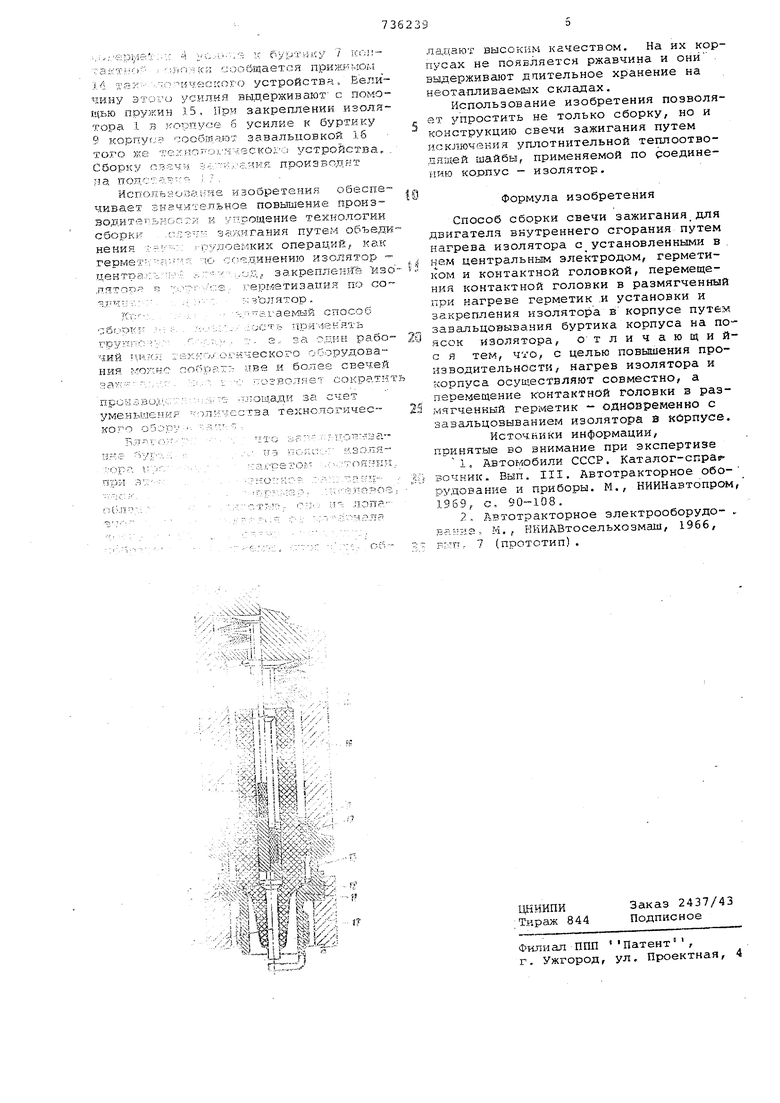
На чертеже , изобра.жена свеча зажи-гавия и технологическое устройство в продольном разрезе,, где левая част свечи показана до ее окончательной сборки, а правая - после,
В канал изолятора 1 последовательно устанавливается центральный электрод 2. имеющий головку 3, таблетку .токопроводного стекпогерметика 4 ,, коитарстную голозку 5, и совместнс их помещают в полость корпуса Ь, Компле тование этого узла производится и в другой последовател зиости , 1 епример , я полость корпуса 6 помещают мзс.гятор 1, затем в его канал ус: аканли зают все указанные выше детали. Посл чего подготовленный таким образом узел иагреэают при В4Э-оэО С в тзчеЬ- 12 мин, при этом токопроводный стекло :ерметик 4 раэмяг ается,.- и по/:, действием усилия в dU-УО кг к бурти)-;у 7 перемеи ают контактную головку Ь S размягченный стеклогерметик 4,, погружая в него конец о контактной голопки э.
За счет плотного прилзегапия стск--: огерметика 4 к поверхности канала изопялора 1; головки 3 цептрального
ялектро,па 7
конца
говки 5 обеспечивается narejifH,::я :-ер лЕТИчьость зтого соедичеи--я и ачест иен;:- ое соедин(ние всех деталей в единай узел,, Не снимая усилия в буртикс, 7 коптеKTHOV1 головки 5 и не охлалда;-: ссбираемого узла, поик гвдьЕают усили 1500-2200 кг К буртику 9 корпуса Л к з ;крепляют изолятор i в корпусе G путем завальцовывания буртика 3 иг поясок 10 изолятора 1, Так как при этом 1латериал корпуса б от нагреяз размягчается; а материал изолятсгк; ., сохраняет сэою аысо -уо вердост-ь тг опорный sinei-.iecKr 1л коргг/сь о ctu-f-Kia. СП опорным эле1ч1еЕ1тС: 12 изс.пп1ОЧ 1, заполняя микронерсБнос 1И п )1:йркности последнего. Кроме тоге, бс пее качественного уплотнепия свечи зажигания по сое,динению корпус из, гятор, одновременно с зваг1ьпо;:::нс:нам буртика 9 снимают и кзк коппу: ь 3 .его минимальном сеченяи 13, посге собранный узел ок;аждается гузи кo iиaтпoй температуре . Благодат: чо .-уу что при остывании матерка. к-оип;. са б сокращается бсшьгие {умены1 а :)™с его линейные размеры) ,, чем матесиал
изолятора If то корпус 6 ;-зСПЫТ-1П;ч1
.геформацию растяжения п остается п напряженном состояьии, пслядствкг; г Io плотно прилегает позеркнос ьк СЕ его спорного элемента Д к г;спсги сТ.И опорного элемента 2 иэог1Я10р | . обеспечивая надежную гер-.-тиччос ь ,
При перемещении ксьтактнси ГЗКЗБки 5 3 размягченный
ладают высоким качеством. На их корпусах не появляется ржавчина и они выдерживают длительное хранение на неотапливаемых складах.
Использование изобретения позволяВТ упростить не только сборку, но и конструкцию свечи зажигания путем исключения уплотнительной тетшоотводящей шайбыf применяемой по соединению КОРПУС - изолятор,
Формула изобретения
Способ сборки свечи зажигания,для двигателя внутреннего сгорания путем нагрева изолятора с установленными в. нем центральным электродом, герметикой и контактной головкой, перемещения контактной головки в размягченный при нагреве герметик .и установки и закрепления изолятора в корпусе путем завальцовывання буртика корпуса на поясок изолятора, отличающийс я тем, что, с целью повышения производительности, нагрев изолятора и корпуса осуществляют совместно, а перемещение контактной головки в размягченкый герметик - одновременно с зазальцозыванием изолятора В корпусе.
Источники информации, принятые во внимание при экспертизе
1. Автомобили СССР. Каталог-спра вочник. Вып. III. Автотракторное оборудование и приборы, М., НИИНавтопром, 1969, с, 90-108.
2. Автотракторное электрооборудо- , , М. , НИИАВтосельхозмаш, 1966, РКП, 7 (прототип) ,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕЧИ ЗАЖИГАНИЯ ДЛЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1993 |
|
RU2075806C1 |
| Способ сборки свечи зажигания | 1976 |
|
SU853729A1 |
| Свеча зажигания | 1975 |
|
SU590839A1 |
| Свеча зажигания | 1986 |
|
SU1379849A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКА СВЕЧИ ЗАЖИГАНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2187869C1 |
| Свеча зажигания газотурбинного двигателя | 2024 |
|
RU2836043C1 |
| Свеча зажигания | 1986 |
|
SU1390676A1 |
| Способ сборки узла деталей типа вала с корпусом | 1975 |
|
SU611753A1 |
| Свеча зажигания | 1987 |
|
SU1388970A1 |
| ВЫСОКОВОЛЬТНЫЙ НАКОНЕЧНИК ДЛЯ СВЕЧИ ЗАЖИГАНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1994 |
|
RU2100886C1 |
