менном снижении пика начального давления лря гидропрессов а HHiR изделий многогранного профиля.
Цель достигается тем, что формообразующая часть матрицы выполнена (Многогранной ic ЧИСЛОМ граней, вдвое большим числа граней Калибрующего пояска, и имеющей чередую1щиеся между собой наклонные к оси матрицы грани в виде трапеции и треугольника € равнымл основаниями, примыкающими к коническому входному участку, при этом угол наклона граней в виде цратеции меньще половины угла конусности входной части матрицы на 3-5°.
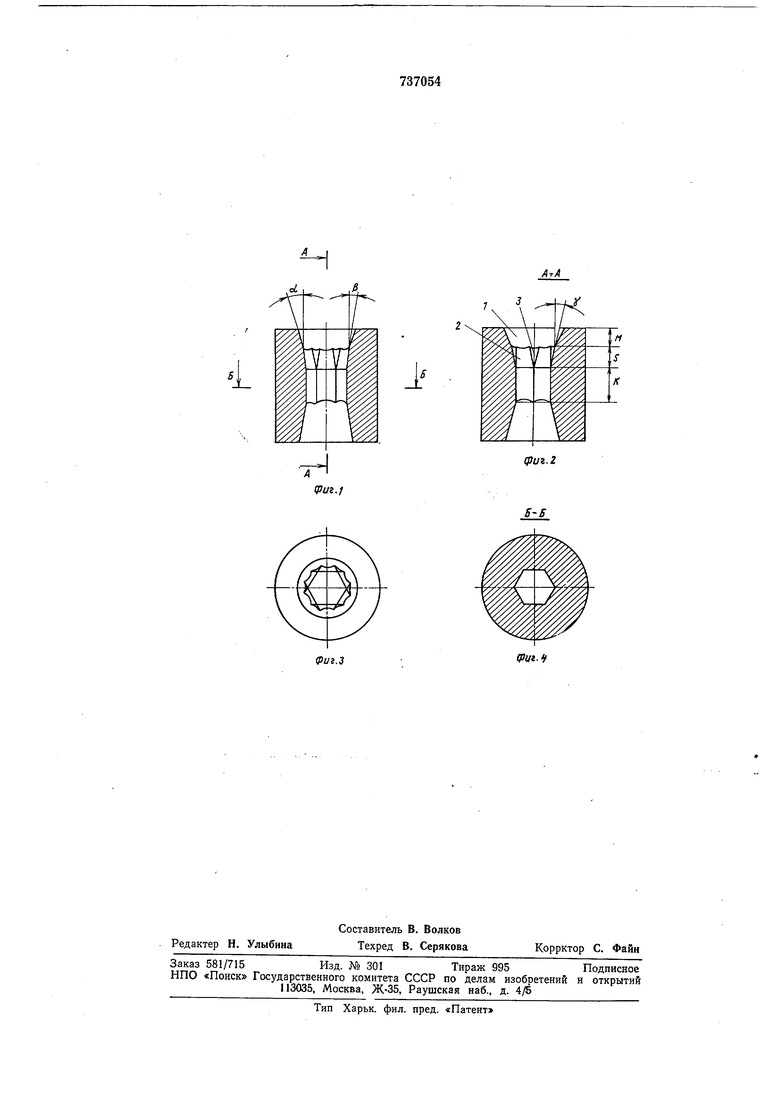
На фиг. 1 .изображена матрица, продольный разрез; на фиг. 2 - раз,рез по Л-Л на ф,иг. 1; на фяг. 3-(матрица, вид сверху; на фиг. 4 - разрез по Б-.6 на фиг. 1 (плоскюсть разреза проходит через калибрующую часть 1матр1И Цы).
Матрица имеет входной участок М (фиг. 2), формообргзующий участок S я калибрующий поясок /С. Входной участок образован .конической поверхностью / с углом на1клона образующей коси матрицы а. Формообразующий участок образован граня-ми 2 я 3 пирамид, причем число граней 2 я 3 в два раза больше числа граней прессуемого изделия. Грани 2 .наклонены к оси матрицы под углом у, а грани 3 под углом р, меньшим угла у. Соотношения между величинами у и р вы бирают такими, чтобы при пересечении граней с конической поверхностью 1 заходной части ширина всех граней была одинаковой. Для получения плавного перехода от входной части матрицы к формообрлзующей угол а выполняется больщим угла Y на 3-5°. Для обеспечения более плавного течення металла, улучщения условий смазки и прочности матрицы линии пересечения граней скруглены радиусом 3- 2 мм.
Гидропрессо)вание через матрицу осущесгвля-ется следующим образам. В начальной стадии деформация осуществляется в конической части матрицы, которая плавно переходит в многогранную формообразующую
4
полость с числом граней в 2 раза большим числа граней изделия, постепенно переходящую iB калибрующий поясок. Поэтому деформация осуществляется более ракномерно, в связи с чем возрастает пластичность заготовки. Так как деформация начинается на конической поверхности, заготовка под гидр01нрессо1ванне применяется с коническим заходным участком, что значительно
упрощает подготовку заготовки и повышает надежность уплотнения.
Благодаря такому выполнению матрицы достигается возможность гидрапреосования изделий мнагогранного профиля из тпруднодеформируемых материало;в со степенями деформации до 50-60% |без разрушения, с хорошиМ качеством поверхности изделий из заготовок круглого сечения.
Формула изобретения
Матрица для гидропрессования изделий многогранного профиля, содержащая коническую входную и формообразующую части,
а также многогранный калибрующий поясок, отличающаяся тем, что, с целью повышения равномерности деформации заготовок при одновременном снижении пика начального давления, фор1мообразующая
часть матрицы выполнена многогранной с числом граней, вдвое большим числа лраней калибрующего пояска, и имеющей чередующиеся между собой наклонные ,к оси матрицы грани в виде трапеции и треугольника
с равными основаниями, примыкающими к коническому входному участку, при этом угол наклона лраней ;в виде трапеции меньше половины угла конусности входной части матрицы на 3-5°.
(
Источники инфор1мации, принятые во внимание при акспертизе:
1.Уральский В. И. и др. Деформация металлов жидкостью высокого давления.
М., «Металлургия, 1976, с. 362.
2.Патент США № 3 973 428 НКП 72- 467, 1971.
1
А-А
/риг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| Матрица для прессования изделий | 1981 |
|
SU1021487A1 |
| Матрица для прессования профилированных заготовок и способ ее изготовления | 1986 |
|
SU1389989A1 |
| МАТРИЦА ДЛЯ РЕДУЦИРОВАНИЯ | 2002 |
|
RU2222406C2 |
| МАТРИЦА ДЛЯ РЕДУЦИРОВАНИЯ | 2002 |
|
RU2222407C2 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ МАТЕРИАЛОВ С МАЛОЙ ТЕХНОЛОГИЧЕСКОЙ ПЛАСТИЧНОСТЬЮ | 2018 |
|
RU2697306C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2562594C2 |
| Матрица для гидроэкструдирования зубчатых профилей | 1976 |
|
SU580025A1 |
| Матрица для прессования оребренных изделий | 1980 |
|
SU927355A1 |