(54) УСТРОЙСТВО ДЛЯ ПЕРЕМОТКИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемотки электродной проволоки | 1978 |
|
SU747563A1 |
| Устройство для перемотки электродной проволоки | 1985 |
|
SU1292863A1 |
| Приспособление при станке для изготовления из клепок деревянных труб для обматывания их проволокой | 1932 |
|
SU29969A1 |
| Устройство для очистки сварочной проволоки | 1978 |
|
SU774929A1 |
| Уточная крестомотальная машина | 1936 |
|
SU55143A1 |
| Станок для очистки и намотки проволоки | 1980 |
|
SU935156A1 |
| Устройство для намотки сварочной проволоки на катушку | 1982 |
|
SU1123754A1 |
| Станок для непрерывной намотки проволочных пакетов | 1960 |
|
SU139799A1 |
| СПОСОБ СКРУЧИВАНИЯ ПРУТКА, ПРОВОЛОКИ, ДРУГОГО ДЛИННОМЕРНОГО МАТЕРИАЛА И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2053036C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННОЙ КОЛЮЧЕЙ ЛЕНТЫ | 2002 |
|
RU2222405C1 |
Устройство для перемотки эл-ектродиой проволоки относится iK области о бработки металлов давлением и сварки и, в частности 1может быть использовано в цехал по nipoизводству проволо.ки И .в сварочном произазодст-ве.
Известно устройство, содержащее станину, размещенные на станине механкзм крепления бухтодержателя, ярдепособление для очистки проволоки, привод и механизм установки кассет, связанный с приводом 1.
Недостатком этого устройства является большое расхождение по величине Между остаточной деформацией на внуиреннем л внешнем диаметрах намотки, волнистость по длине проволоки и низ1кая производительность устройства.
Извбстно также устройство, содержащее станину, установленные на станине -механизм крепления .бухтодержателя, привод и связанный с приводом механизм установки Кассет и механизм для очистки проволоки 2.
Так как перемотка электродной проволо,ки в кассету и формирование проволоки осуществляется в описанном выше устройстве исключительно за счет тягового усилия привода механизма установки кассет при из меняющемся в процессе перемотки
диаметре намотки проволоки, остаточная деформация электродной проволоки на внутреннем и внешнем диа|Метр.ах намотки имеет -больщие расхождения по величине.
5 Использование таких кассет в автоматиче1оких сварочных установкам, где о,тсутствуют специальные рихтовачные присзтособления, становится причиной значительных непредуамотренных колебаний конца
10 электродной проволоки относительно свариваемого изделия. Это приводит к необходимости часто поднастраивать положение сварочных головок. Этот недостаток особенна проявляется в многоэлектроднЫ|Х электроза15клепочных авто;матах, где ирименяют кассеты дисковой формы, имеющие значительную разность между внутренним и внешним дилметрами намотки.
Кроме того, непосредственная связь ме20ханизма установки кассет с приводом снижает производительность устройства, так как начальная и промежуточная стадил процесса перемотки электродной проволоки в кассету при постоянной скорости ее вра25щения осуществляется при относительно малых линейных скоростях движения электродной проволоки, а максимальная линейная скорость движения электродной проволоки достигается в завершающей стадии
30 процесса перемотки. При этом максимальная скорость вращения кассеты и, соответственно, максимальная линейная скорость (перемотки электродной проволоки ограничив ается предельной допусти-мой скоростью вращения бухтодержателя.
Цель достигается тем, что устройство снабжено свя,занным с приводом рнхтующеформующим приспособлением, установленным межд} механиз1мо:м крепления бухтодержателя и установки кассет, и фрикщионной передачей, связывающей рихтующефор1мующее ир испособление с механизмом установки кассет. Ряхтующе-формующее приспособление выполнено в виде двух расположенных на параллельных осях ролико,в с канавкамя по окружности, причем один из рол:икО|В установлбн с возможностью осевого перемещения, а другой связан с приводом через фрикционную передачу с механизмом ycTaiHOHKii кассет.
КЗНавка (ролика, установленного с возможностью освво.го перемещения выполнена с -Наклоном к оси ролика и эксцентрично относительно оси ролика.
Целью изобретения является ловыщение качества наматываемой электродной проволоки и повышение производительности устройства.
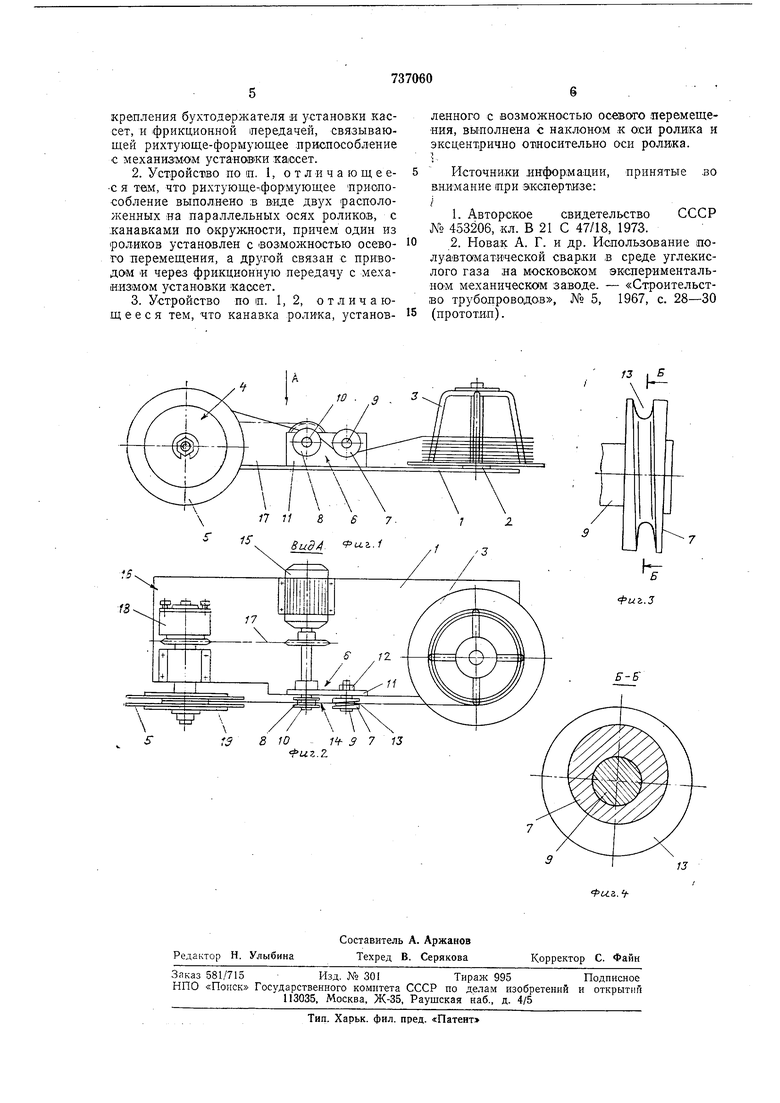
На фиг. 1 показано устройство для гоеремотки электродной проволоки, общий вид, аа фиг. 2 - вид по стрелке Л на фиг. 1; на фиг. 3 - ролик с .наклонно-эксценпричной 1Капав(КОЙ; на фиг. 4 - разрез Б-Б на фиг. 3.
Устройство для перемотки электродной проволоки содержит станину, /, на которой размещены Механизм 2 крепления бухтодержателя 3, механизм 4 установки кассет 5, а также раонололсенное менаду этими механизмами рихтующе-формующее приспособление 6, которое состоит .из двух роликов 7 и 8, устано1вленных на параллельных осях 9 н 10. Ролик 7 установлен с возможностью осевого перемещения на резьбовой оси 9 кронштейна 11, закрепленного на станине /. На реи 9 расположена фиксирующая гайка 12. По окружности ролика 7 выполнена канавка IS, расположенная с наклоном ,и эксцентрично относительно оси .вращения ролика.
Ролик S имеет по Окружности концентрическую канав,ку 14, связан с приводом 15 и через фрикционную передачу 16 с механизмам. 4 установки кассет. Фрикционная передача 16 выполнена в виде цепной перадачи 17 и фрик1Ц1ИОнной муфты 18. Механизм 4 содержит дисковые зажимы 19.
Устройство ра ботает следующим образом.
Бухтодержатель 3 с элект5родной провоЛО.КОЙ закрепляют в .механизме 2. Свободный конец проволоки укладывают в ханавку 13 ролика .7 ряхтующе-формующего приспособланпя 6 таким образом, чтобы проволока ох1ватывала его менее, чем ,на 180°. Затем проволокой охватывают ролик 8 на ууол :более 270°, после чего осуществляют настройку p:иxтyющe фoplмyющeгo приспособления 6. Для этого проволоку вручную или механизированно протягивают . чере.- приспособление 6 и, перемещая ролик 7 вдоль оси 9, добиваются, чтобы выходящая проволока не вилась в спираль перпендикулярно, направлению движения проволоки, а образовывала кольцо определенного диаметра, например, для электродной проволоки диаметро;м 1,6-Q мм диаметр кольца приблизительно равен 150 мм. При этом эффект прав.ки проволоки достигается за счет смещения ребер канавок 13 и 14 роликов 7 и 5 относительно Д1руг друга.
После настройки приспособления 6 конец электродной проволоки закрепляют в кассете 5, установленной ,в механиз ме 4, и зажимают .кассету дисковыми зажимами 19. Затем включают привод 15.
Скорость вращения ролика 5 рассчитана на максимально допу|СТИ1мую линейную скорость движения электродной проволоки, а передаточное число цепной передачи 17 и крутящий момент . фрикционной муфты 18 рассчитаны таким образом, что.бы обесшечить нормальную подмотку электродной проволоки в кассету 5, начиная с наименьшего диаметра намотки.
Наматываемая в кассету 5 электродная проволока предварительно деформируется в кольцо определенного диаметра и приобретает заданную волнообразную форму, что обеспечивается.соответствующим подбором диа1метров роликов 7 и 5 .и параметрами наклона и эксцентриситета канавки 13 ролика 7.
При смене кассет, наматываемых с одной бухты проволоки, .регулировка приспособления 6 не требуется.
По сравнению с известным техническим рещбнием, устройство для перемотки электродной проволоки позволяет значительно улучщить качественные хара.ктеристики наматываемой в кассеты электродной проволоки.
Кроме того, устройство имеет более высокую производительность, так как оно работает на максимально допустимой скорости перемотки.
Формула изобретения
ленного с возможностью осевого перемещения, выполнена с наклоном к оси ролика и эксцентрично от1носительно оси ролика.
Источники информации,
принятые .во вн,И1мание при эксперти.зе:
СССР
1 Авторское свидетельство № 453206, кл. В 21 С 47/18, 1973.
