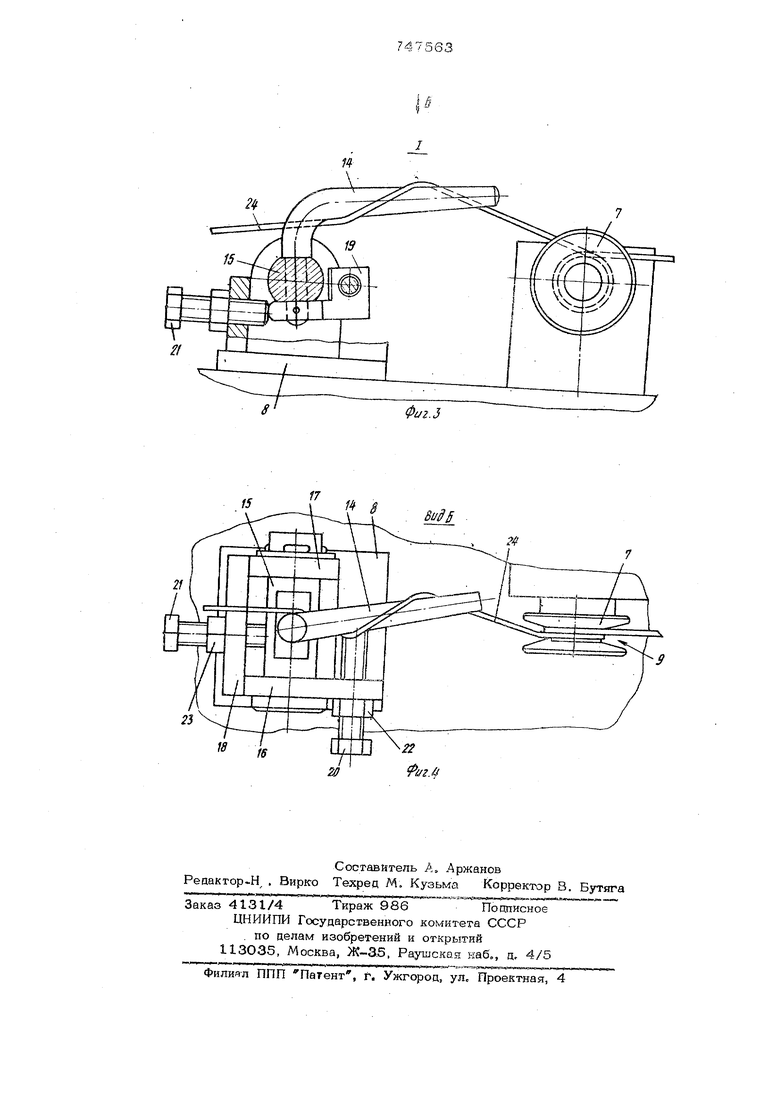
(54) УСТРОЙСТВО ДЛЯ ПЕРЕМОТКИ Изобретение относится к обработке металлов давлением и, в частности, может быть использовано в цехах по проиэвоцству проволоки. Известно устройство, содержащее станину, размещенные на станине механизм крепления бухтодержателя, приспособление ОЛЯ очистки проволоки, приводи механизм установки кассет, связанный с приво, дом . Описанное выше устройство не обеспечивает при перемотке электродной проволоки в дисковые кассеты необходимых качественных характеристик проволоки (про волока имеет большие расхождения по величине между остаточной деформацией на внутреннем и внешнем диаметрах намот ки, непредусмотренную волнообрааность по длине проволоки), что значительно они- жает качество сварки при использовании таких кассет в автоматических сварочных установках, преимущественно в многозлектродных электросварочных автоматах. ЭЛЕКТРОДНОЙ ПРОВОЛОКИ Кроме того, непосредственная связь механизма установки кассет с приводом снижает производительность устройства,, так как начальная и промежуточная стадии процесса перемотки электродной проволоки в кассету при пЪстогшной скорости ее вращения осуществляются при относительно малых линейных скоростях движения проволоки, а максимальной линейной скорости движения электродная проволо-: ка достигает в завершающей сташш процесса перемотки. При этом, .максимальная скорость вращет1ия кассеты и, соот ветственно, максимальная линейная скорость перемотки электродной проволоки ограничивается- предельно-допустимой скоростью вращения бухтодержателя. Известно устройство для перемотки электродной проволоки, содержащее станину, размещенные на станине бухтодержа- тель, привод, связанный с приводом механизм установки кассет, расположенное между бухтодержателем и механизмом уотановки кассет рихтующе-формующее проспособление, имеющее ролик с канавкой, кинематически связанный с приводом и через фрикционную связь с механизмом установки кассет . Кроме того, рихтующе-формующее приспособление снабжено вторым роликом, установленным с возможностью осевого перемещения. Канавка ролика, установленного с возможностью осевого перемещения, выполнена с наклоном и экспентрич но относительно оси вращения ролика. При работе устройства проволоку из бухтоцержателя укладьюают в эксцен трич} ую канавку ролика, имеющего лосевое перемещение, таким образом, чтобы проволока охватьгоала один ролик , чем на 180°,а другой ролик на угол не мене 27О°, и осуществляют настройку рихтующе-формующего приспособления, пере™ мещая ролик с канавкой по оси. Затем конец проволоки закренляют в кассете и включают привод устройства. В процес се перемотки проволока, проходя через наклонно-эксцентрическую канавку ролика с осевым перемещением, постоянно изменяет свое направление относительно канав ки другого ролика и, за счет смещения реборц канавок,приобретает заданную остаточную волнообразную деформацию.Кроме гого,,выходя из рихтующе-формующего прис собления перед наматыванием в кассету проволока деформируется в кольцо заданного диаметра. При перемотке электродной проволоки, имеющей различные диаметры или раз личные физические свойства, необходимо иметь набор сменных роликов с различным выполнением наклонно-эксцентрической канавки. При смене вида проволоки необходимо устанавливать ролик с нужны параметрами накло.нно-экс«ентрической канавки. изготовить ролики на все виды электродной проволоки практически невозможно, из-за чего значительно снижаются технологические возможности уст ройства. Целью устройства является расщире- ние технологических возможностей устрой ства путем расширения диапазона диамет ров деформируемой электродной проволоки Указанная цель достигается тем, что уст ройство снабжено смонтированным ме7кд механизмом установки кассет и роЛком с канавкой правильным механизмом, име щим возможность регулировочного перем щения в двух взаимно перпендикулярных плоскостях, при этом правильный мехапам выполнен в виде поворотной оси, наравляющего стержня,пгарнирно установленого на поворотной оси.флажка,установленноо на одном конце направляющего стержня, интов-упоров, закрепленных с возможностью контакта с флажком, при этом направляющий стержень вьтолнен Г-образной формы. На фиг 1 показано устройство для перемотки электродной проволоки, общий вид| на 2 .- вид А на . .L, на фиг. 3 - узел Т на фиг, 1г ча фиг, 4 --вид Б на фиг, 3. На станине 1 устройства размеишны ме« ханизм 2 крепления оухтодержатеяя 3 пях... тующе 4ормующее приспособление 4 и механизм 5 установки кассет 6.Рихт;,10-лб.. мующее приспособление располо}:-;8 10 ::.; ;ллду механизмами 2 и 5 я содержит ролик 7. который установлен па кронштейне 8 и имеет по окружности коицентричеосую канавку 9, Ролик 7 связан с приводом 10 и через фрикционную передачу/ II:, включающую цепную передач 12, и фрикционную муфту 13, -- с механиз:,эм 5 установки кассет. За роликом 7 в нйправлении движения проволоки (с;-.: по чертежу), расположен правильный механизм, выполненный в виде направляющаго стержня 14, имеющего Г -образщю форму, ОДИН конец которого нарпирно за- креплен в поворотной оси 15, а другой направлен в сторону ролика 7 Ось 15 смонтирована s параллельных щеках 16 и 17 кронщтейна8, Перпенди- г улярно этим щ.екам иа кронштейне расположена щека 18, В ;:пгжней части стержня неподвижно закреплен алажок,19, контактирующий с винтамИ--упорами 20 к 21. Вип1 -упор 2О с гайкой 22 устаковпен в резьбовом отверстии щеки 16 и спу-служит для регулирования перемещения стержня 14 в горизонтальной плоскости относительно ролика 7, В-янт-упор 21 с гайкой 23 устаноЕпен в резьбоЕок- от-зерстии щеки 18 щзонштеина 8 к спу-жит для регулирования пере:- 1еи-ения сте--« ржня 14 в вертикальной плосгюсти стнссИ тельно направления цвижепия проволоки. Устройство работает слапуюш.иы обрьзом.Бухтодержатель 3 с электрошгоп проволокой 24 закрепляют в механизме 2. Свобогщый конец проволоки укла;з,ывают на на ролик 7 рих,ту :о1яе.-(.Ъормующего приспособления 4 таким образом , чтобы проволока охватывала его не менее чем на 27О , после чего проволока спиралевидно охватывает стэржень 14. Затем 5747 осуществляют настройку рйхту1с.;де-4орк4у.ющего приспособления, для чего проволоку,. например, вручную протягивают через при-, способление 4, побиваясь, чтобы , щая проволока не вилась в спираль перпендикулярно направлению движения проволоки, а образовывала кольцо заданного диаметра и приоЬретала заданную волнообразную форму. Если вместо указанного кольца образуется спираль, регулировку осуществляют с помощью винта-упора 20 с гайкой 22, перемещая стержень 14 в горизонтальной плоскости относительно ролика 7. Если же нарушается заданная волнообразная форма выходящей проволоки, гулировку осуществляют с помощью винта-упора 21с гайкой 23, .перемещая стержень в вертикальной плоскости отно- 20 сительно направления движения проволоки. При протягивании проволоки по направляющему стержню 14 возникает ее сложная деформация , в -результате чего верх- ние слои проволоки растягиваются, а ниж- 25 ние сжимаются, что приводит к образова- нию заданной волнообразной формы вдоль проволоки. При этом внутре.нний диаметр и шаг спирали изменяются в зависимости от перемещения стержня 14 в вертикаль- зо ной плоскости. После настройки приспособления 4 . конец проволоки 24 закрепляют в кассете 6, установленной в механизме 5. и включают привод 1О. Скорость вращения ролика 7 рассчитана на максимально-допустимую линейную скорость движения электродной проволоки, а передаточное число цепной пере дачи 12 и крутящий момент фрикционной муфты 13 рассчитаны таким образом, что бы обеспечить нормальную подмотку электродной проволоки 24 в кассету 6, начи- ная с наименьшего диаметра намотки. Наматьшаемая в кассету 6 электродная проволока предварительно деформируется в. кольцо определенного диаметра и приобретает заданную волнообразную форму, что обеспечивается подбором диамет ра ролика 7 и расположением направляк щего стержня 14. SS 63& При ск.еоо ..ассет наматываемых с одной OJOCT- элекгроаной проволоки, регулировки приспособления 4 не требуется, Устройство пля перемотки электродной проволоки позволяет добиваться заданных качоственньк характеристик электродной проволоки при перемотке различных ее вивидов, т. е, устройство имеет более широкие технологические возможности. Форк-)ула изобретения 1 Устройство ОЛЯ перемотки электроцной прсЕ,;локи содержащее станину, раэмещенн..:е на станине бухтодержатель, привод,связанный с приводом механизм усгановки кассет, расположенное между бухтодержателем и механизмом установки кассет рихтующе-формующее приспособление, имеющее ролик с канавкой, кинематичеоки связанный с приводом и соединенный ерез фрикционную связь с механизмом становки кассет, отличающее.с я тем, что, с целью расширения технологичкских возможностей устройства путем расширения диапазона диаметров деформируемой электродной проволоки, оно сна5жено смонтированным между механизмом установки кассет и роликом с канавкой. правильным механизмом, имеющим возможность регулировочного перемещения в двух взаимно -перпендикулярных плоскостях. 2, Устройство по п. 1, о т л и ч а- ю щ е е с я теМ; что правильный механизм вьтолнен в вИде поворотной оси, направляющего стержнЯ; шарнирно установленного на поворотной оси, флажка, установленного на одном конце направляющего стержня, знитоБ-упоров, закрепленных на станине и установленных с возможностью контакта с флажком, при атом направляющий стерн ень вьтолнен f-образной формы. Источники информатгии, принятые во внимание при экспертизе 1,Авторское свидетельство СССР № 4532О6, кл. Б 21 С 47/18, 1973. 2.Заявка 2579О68/27, кл, В 21 С 47/18, 1978, по котор.ой есть решение о выдаче авторского сви- цегельства.
747563
Н


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемотки электродной проволоки | 1978 |
|
SU737060A1 |
| Устройство для изготовления струнопакетов | 1973 |
|
SU484921A1 |
| Устройство для перемотки электродной проволоки | 1985 |
|
SU1292863A1 |
| Устройство для очистки сварочной проволоки | 1978 |
|
SU774929A1 |
| Станок для мерной резки арматурной проволоки | 1974 |
|
SU515557A1 |
| Устройство для намотки сварочной проволоки на катушку | 1982 |
|
SU1123754A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Бухтодержатель | 1977 |
|
SU743749A1 |
| Привод,преимущественно для устройства запрессовки штырей в плату | 1981 |
|
SU1075457A1 |