Ws5-;«a- l V
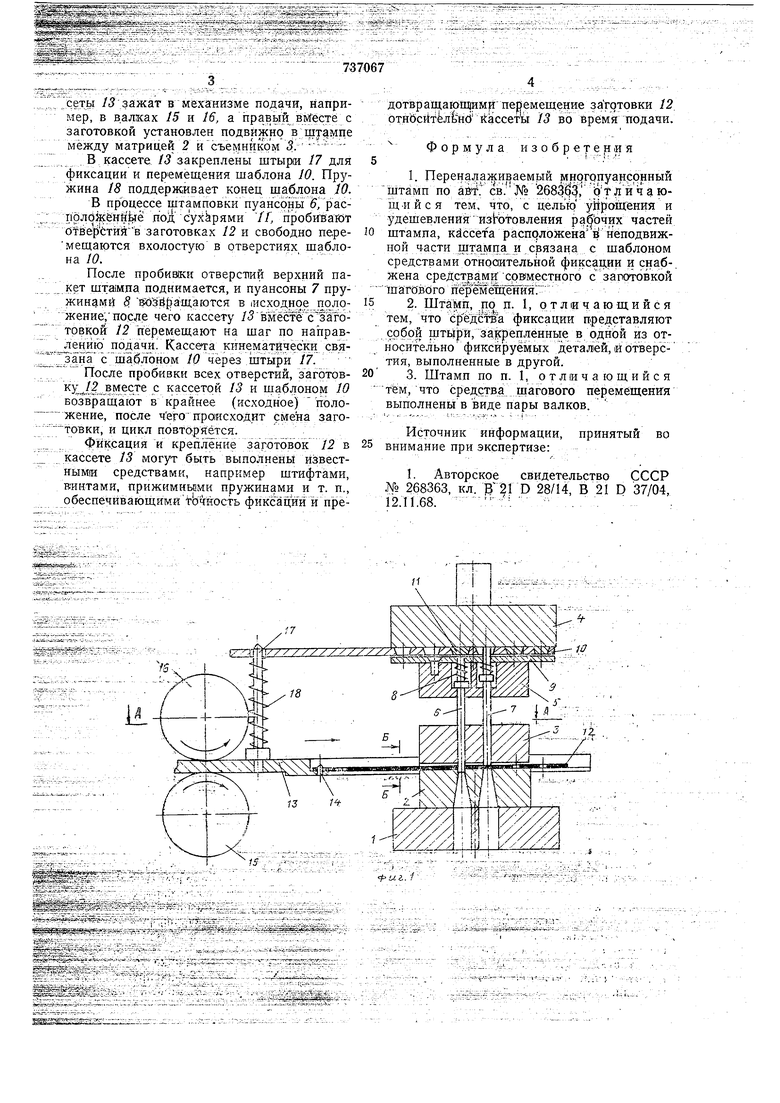
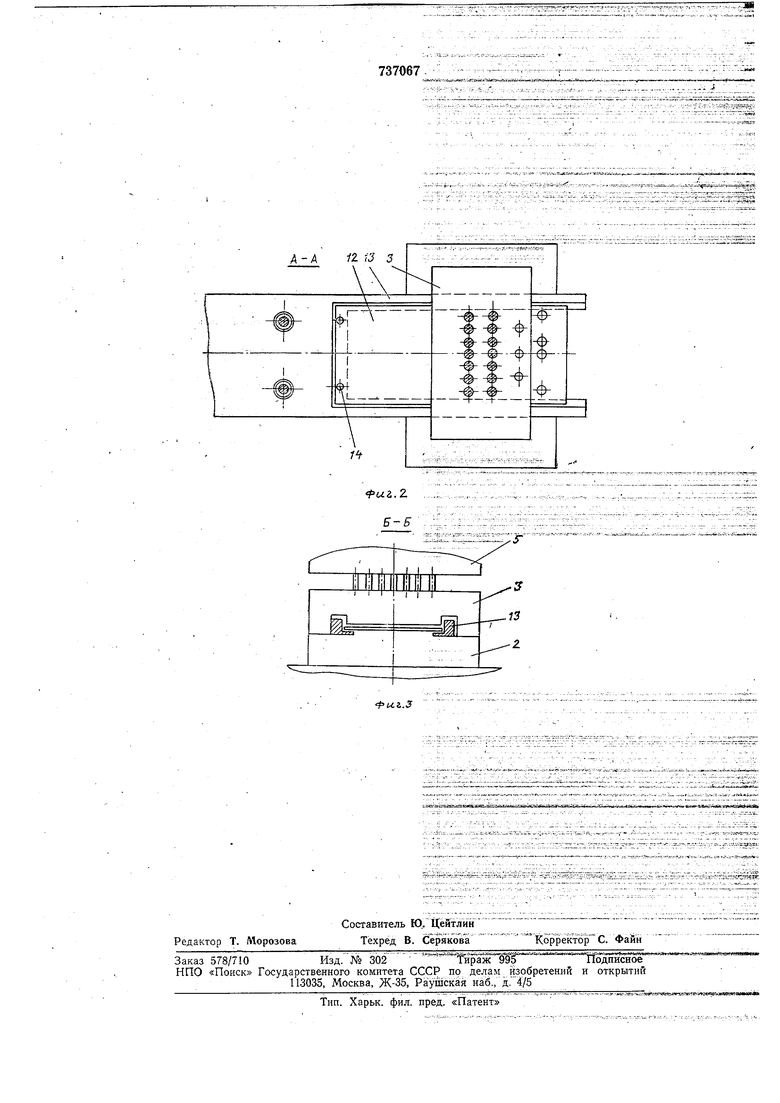
, „сеты /5 зажат в механизме подачи, например, в валках 15 и 16, а правый вйёстё с заготовкой установлен подвиж Н р в штампе между матрицей 2 и съемником5Я , В кассете 13 закреплены штыри 17 для фиксации и перемещения шаблона 10. Пружина 18 поддерживает конец шаблона 10. В процессе штамповки пуанс(:)ны 5; рас,: iipjtQ effftfae под-сухарями , пробивают ОтЁе{зстйй в заготовках 12 и свободно перемещаются вхолостую в отверстиях шаблона 10.
После пробивки отверстий верхний па. кет штампа поднимается, и пуансоны 7 пружинами §дазй{ ащаются в исходное положение,после чего кассету /5вмёёт1с 11г6трвкой 12 перемеш;ают на шаг по направ...- Кассета кинематичес кд свя.зана с шаблЪном IQ через .штыри 17. После пробивки всех отверстий, заготов ХЛ. с кассетой 13 и шаблоном 10 возвращают в крайнее (исходное) положение, после чето праисходит 9мена заго товки, и цикл повтб:ряется. , Фй ксация к крепление заг6тЬво /2 в кассете 13 могут быть выполнены известными средствами, например штифтами, винтами, прижнмньвми пружинами и т. п., обеспечивающимитЬтаость фикса11;и и пре737067
дотвраграющ имр-перемещение заготовки 12 отиЬсйт ёл&нб кассеты 13 во время подачи.
формула изобретения
1.Переналажи аем|ый многопуа нсрнный 111тамп по авС св;№ 683р,0т;1йча ющ-и и с я тем, что, с целью уНрощения и удешевленияизготовления р бочих частей штампа, Kdccefa распрложена И неподвижной части штампа и .связана с шаблоном средствами относительной фиксагции и снабжена средствамиcpBiMecTHoro с заготовкой Шатовбго пёремёщёнйя -- . , ,
2.Штамп, по л. 1, отличающийся тем, что срёдстаа фиксации цредставляют
собой штыри, за:к репленнь1е в одной из отосительно фиксируемых деталей, и отверстия, выполненные в другой.
3.Штамп по п. 1, отличающийся тем, что средства шагового перемещения выполнены в виде пары валков.
Источник информации,
принятый во 25 внимание при экспертизе:
I. Авторское свидетельство СССР № 268363, кл. 28/14, В 21 D 37/04, 12.11.68. .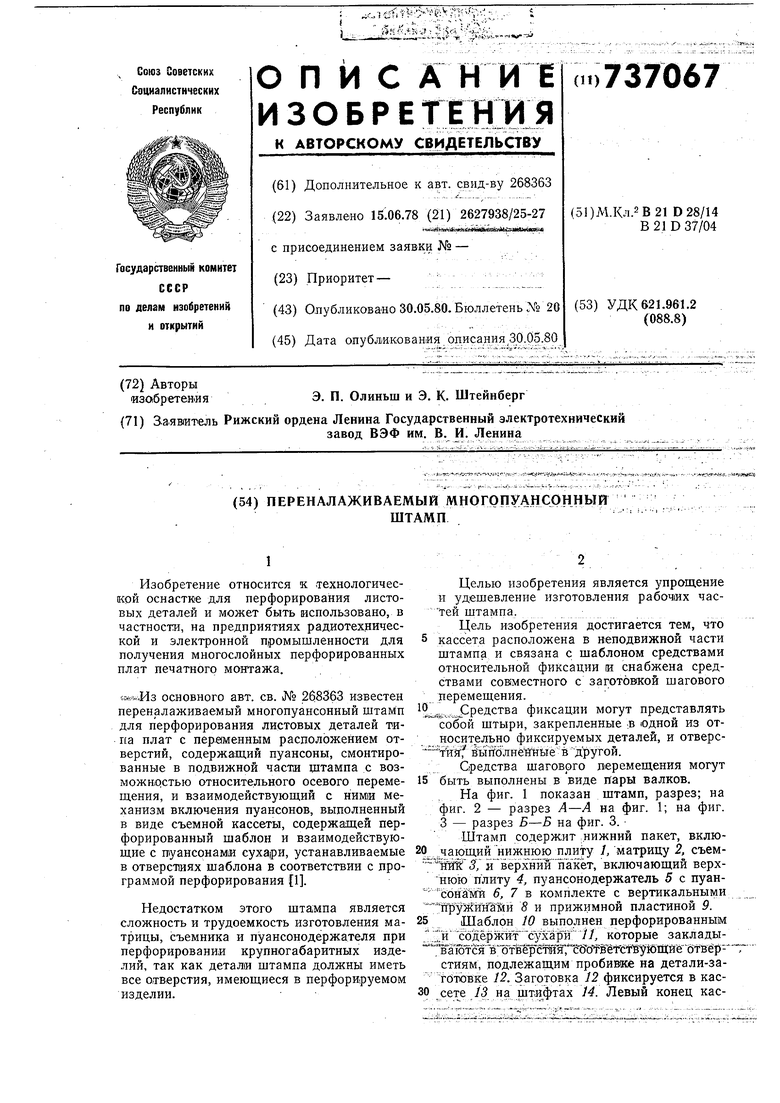
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки отверстий в стенках полых изделий | 1982 |
|
SU1276398A1 |
| Переналаживаемый штамп для обработки листового материала | 1974 |
|
SU499010A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Устройство для изготовления ремней | 1990 |
|
SU1715708A1 |
| Устройство для сборки теплообменников | 1989 |
|
SU1801078A3 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| Штамп для изготовления деталей из листового материала | 1985 |
|
SU1407618A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Способ изготовления элемента осадительного электрода электрофильтра | 2019 |
|
RU2701305C1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
А-А 12 13 3
