(54) АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ РАЗВОДНЫХ ШПЛИНТОВ
1
Изобретение относится к области станкостроения, а более конкретно к конструкциям автоматов для изготовления проволочных разводных шплинтов, преимущественно применяемых при производстве и ремонте автомобилей, тракторов и другой подобной техники.
Известны автоматы для изготовления проволочных разводных шплинтов, имеюш,ие механизмы подачи, прокатки, резки проволоки, механизм формообразования шплинта и привод 1..
Однако эти автоматы громоздки, обладают большой металлоемкостью и конструктивно сложны. .
Наиболее близким техническим решением из известных является автомат для изготовления проволочных разводных шплинтов, содержаший установленные на станине кинематически связанные с приводом механизм подачи, прокатное устройство, механизм резки, механизм формообразования шплинта, включающий корпус, ползун, оправку, обжимные губки и сбрасывающее устройство 2.
Однако кинематическая схема этого станка усложнена, а оправка, вокруг которой
обжимается шплинт, не надежна в работе, так как она выполнена консольной и следовательно будет часто ломаться.
Целью изобретения является повышение надежности работы автомата для изготовления проволочных разводных шплинтов и уменьшение его габаритов.
Достигается это тем, что ползун механизма формообразования имеет П-образную форму, а оправка размещена на двух опорах в корпусе.
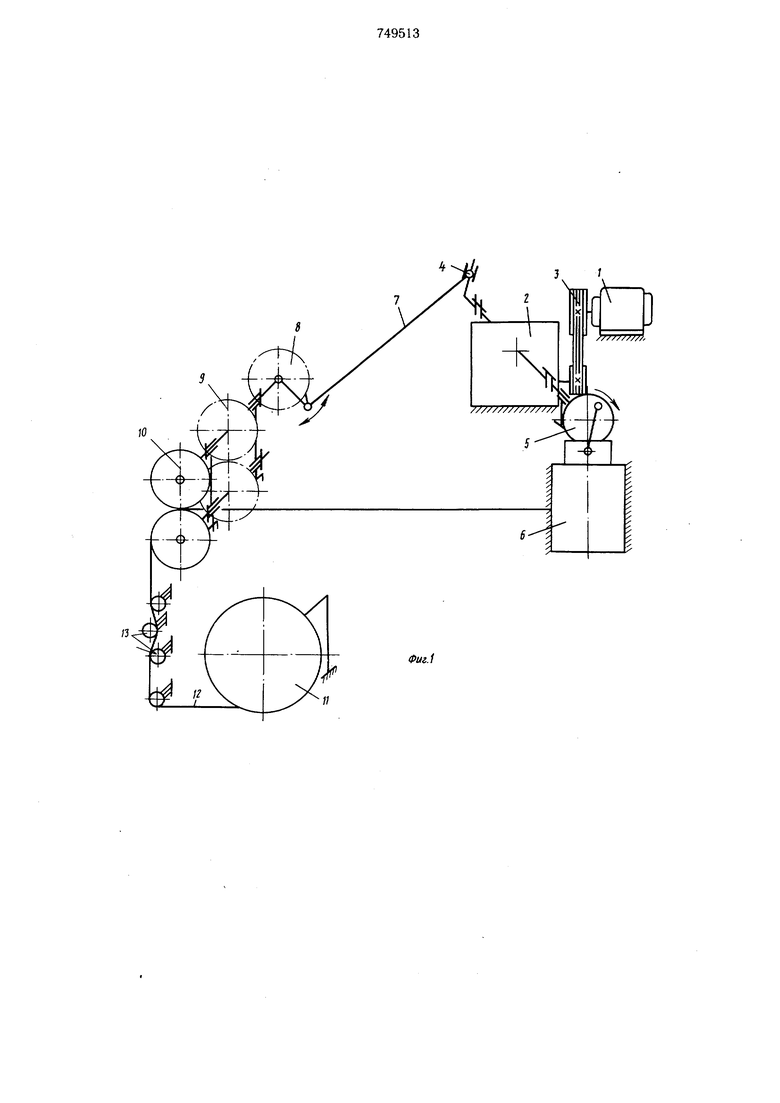
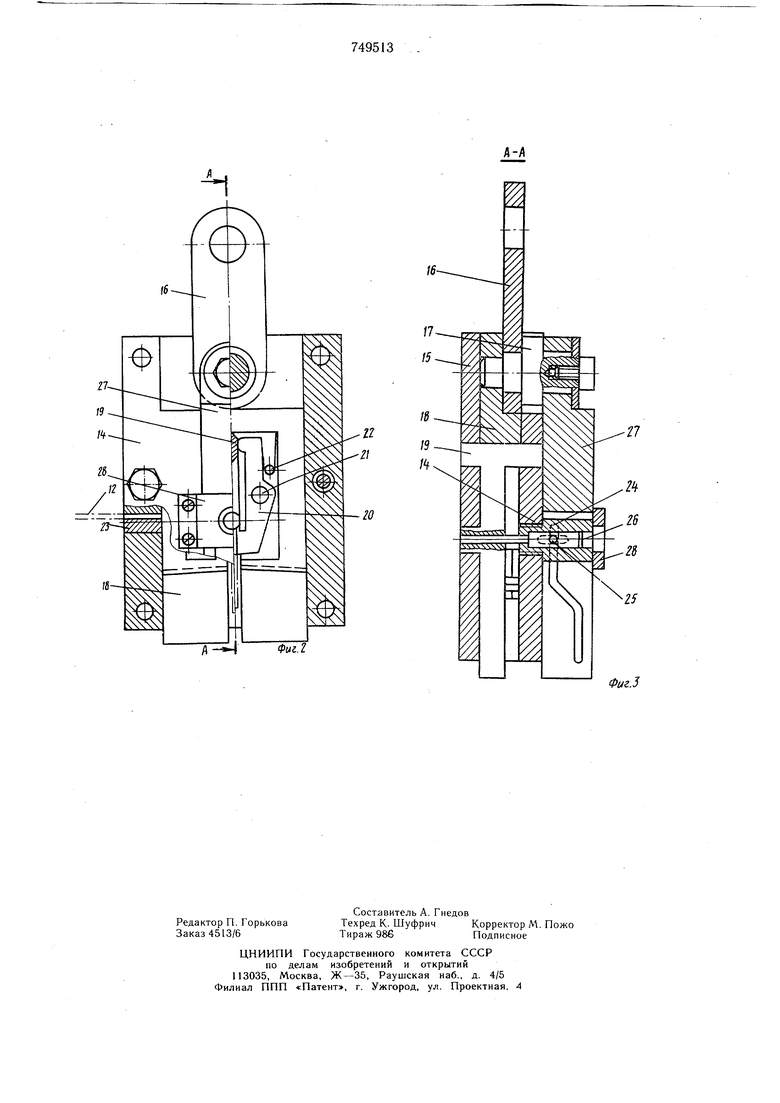
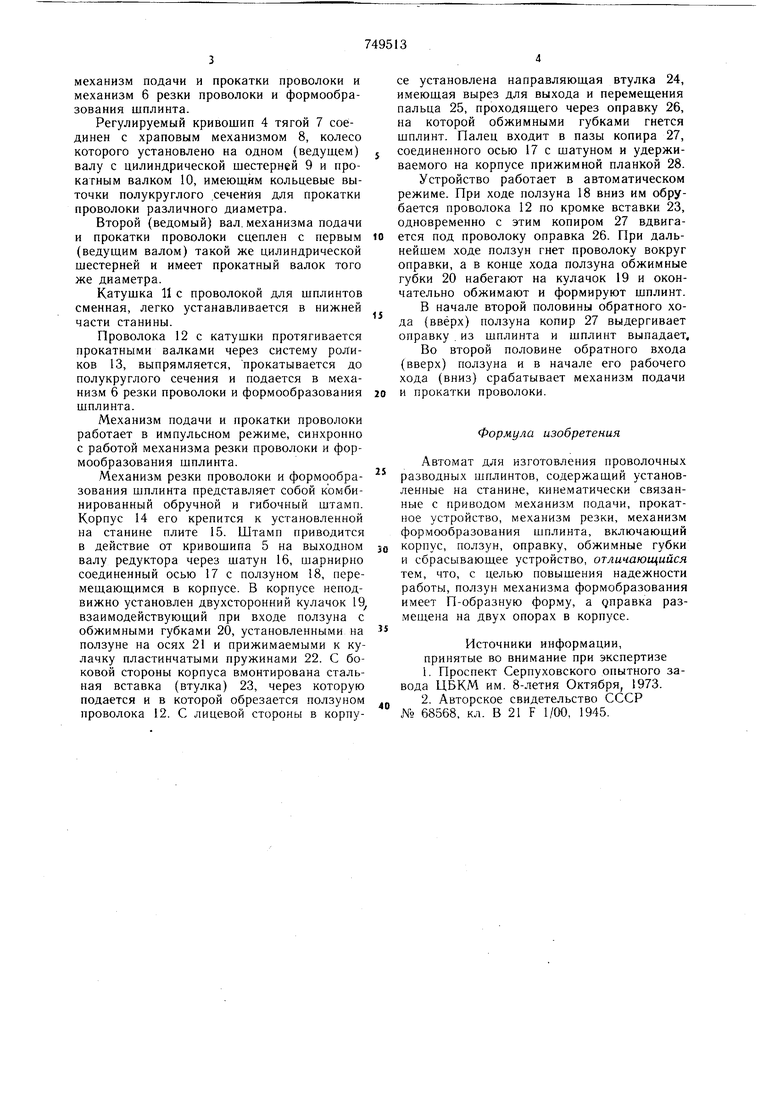
10 Сущность изобретения поясняется чертежами, гДе схематически изображено: на фиг. 1 - кинематическая схема описываемого автомата; на фиг. 2 - разрез механизма формообразования шплинта в плоскости перпендикулярной оси редуктора; на
5 фиг. 3 - размер механизма формообразования шплинта в плоскости параллельной оси редуктора.
Автомат для изготовления проволочных разводных шплинтов содержит три основные части, монтируемые на общей станине; привод, состоящий из электродвигателя 1 и редуктора 2, соединенных клиноременной передачей 3, на обоих концах выходного вала редуктора установлены кривошипы 4 и 5,
механизм подачи и прокатки проволоки и мехаиизм б резки проволоки и формообразования шплинта.
Регулируемый кривошип 4 тягой 7 соединен с храповым механизмом 8, колесо которого установлено на одном (ведуш,ем) валу с цилиндрической шестерней 9 и прокатным валком 10, имеюшнм кольцевые выточки полукруглого .сечения для прокатки проволоки различного диаметра.
Второй (ведомый) вал. механизма подачи и прокатки проволоки сцеплен с первым (ведущим валом) такой же цилиндрической шестерней и имеет прокатный валок того же диаметра.
Катушка 11 с проволокой для шплинтов сменная, легко устанавливается в нижней части станины.
Проволока 12 с катушки протягивается прокатными валками через систему роликов 13, выпрямляется, прокатывается до полукруглого сечения и подается в механизм 6 резки проволоки и формообразования шплинта.
Механизм подачи и прокатки проволоки работает в импульсном режиме, синхронно с работой механизма резки проволоки и формообразования шплинта.
Механизм резки проволоки и формс1образования шплинта представляет собой комбинированный обручной и гибочный штамп. Корпус 14 его крепится к установленной на станине плите 15. Штамп приводится в действие от кривошипа 5 на выходном валу редуктора через шатун 16, шарнирно соединенный осью 17 с ползуном 18, перемешаюшимся в корпусе. В корпусе неподвижно установлен двухсторонний кулачок 19 взаимодействующий при входе ползуна с обжимными губками 20, установленными на ползуне на осях 21 и прижимаемыми к кулачку пластинчатыми пружинами 22. С боковой стороны корпуса вмонтирована стальная вставка (втулка) 23, через которую подается и в которой обрезается ползуном проволока 12. С лицевой стороны в корпусе установлена направляющая втулка 24, имеющая вырез для выхода и перемещения пальца 25, проходящего через оправку 26, на которой обжимными губками гнется шплинт. Палец входит в пазы копира 27, соединенного осью 17 с шатуном и удерживаемого на корпусе прижимной планкой 28.
Устройство работает в автоматическом режиме. При ходе ползуна 18 вниз им обрубается проволока 12 по кромке вставки 23, одновременно с этим копиром 27 вдвигается под проволоку оправка 26. При дальнейшем ходе ползун гнет проволоку вокруг оправки, а в конце хода ползуна обжимные губки 20 набегают на кулачок 19 и окончательно обжимают и формируют шплинт.
В начале второй половины обратного хода (вверх) ползуна копир 27 выдергивает оправку . из шплинта и шплинт выпадает.
Во второй половине обратного входа (вверх) ползуна и в начале его рабочего хода (вниз) срабатывает механизм подачи и прокатки проволоки.
Формула изобретения
Автомат для изготовления проволочных разводных шплинтов, содержащий установленные на станине, кинематически связанные с приводом механизм подачи, прокатное устройство, механизм резки, механизм формообразования шплинта, включающий корпус, ползун, оправку, обжимные губки и сбрасывающее устройство, отличающийся тем, что, с целью повышения надежности работы, ползун механизма формобразования имеет П-образную форму, а цправка размещена на двух опорах в корпусе.
Источники информации, принятые во внимание при экспертизе
1.Проспект Серпуховского опытного завода ЦБКМ им. 8-летия Октября, 1973.
2.Авторское свидетельство СССР JVb 68568, кл. В 21 F 1/00, 1945.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления проволочных пистонов | 1981 |
|
SU1049149A1 |
| Устройство для изготовления проволочных разводных шплинтов | 1988 |
|
SU1563818A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1980 |
|
SU906637A1 |
| Гибочно-отрезной автомат для изготовления проволочных деталей | 1984 |
|
SU1232346A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| Автомат для изготовления пружинных шайб | 1983 |
|
SU1161217A1 |
| Цепевязальный автомат с кантователем вертикального исполнения | 1986 |
|
SU1383571A1 |
| Автомат для изготовления рыболовных крючков | 1978 |
|
SU764804A2 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| Автомат для навивки пружин с фигурными концами | 1983 |
|
SU1125083A1 |