DZ - 1внулрен1ний диЭМетр изделия; т -трипуак на меха ническуго обраSoTiKiy наружной (поверхности .изделия;
п -щрйпуак ,на -механическую обработку внут.реЕней позерх«с€ти изделия;
- радиуС за кругления пребия изделия ;
/С - коэффищиент, учитывающий расШ1и|рввие изделия дри температуре щракатки; || -угол иаклона оси наклонного валка
к плоскости прокатки. Дополнительный участок мо,жет быть (Выполнен с К|ри1воли1нейной вогнутой пов рхиостью, -рлянус кривизны которой больше радиуса закругления гребня фланца готавоюо издел1ия, причем вы.сота начального дааничеакого участжа определяется ,из соотношения
/ .-- -f от -;- га IЛ cos }j,
/
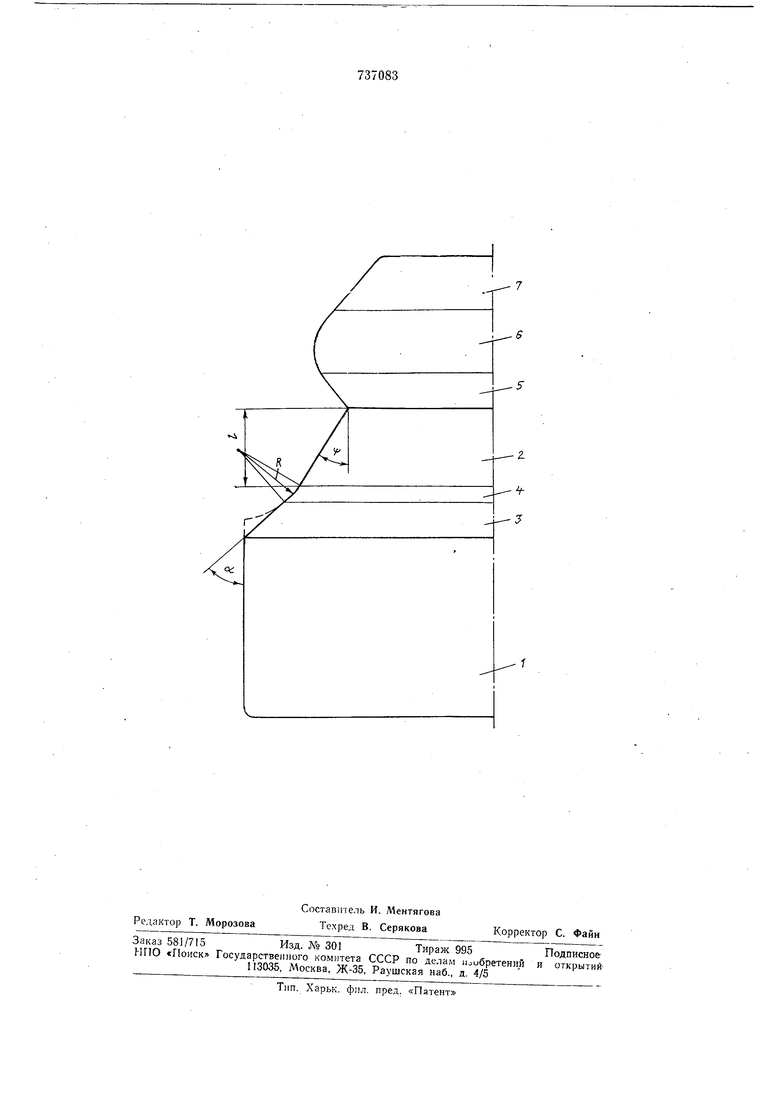
На чертеже прафичеоки изображен наклонный валак стана для прокатки изделий типа тел вращения.
Дотолнительный участок валка располагается между цилиндрическим 1 и начальным ковическим 2 участками и состоит из двух частей: гребнеобразуюшего конячеокого 3 1C углом а на члона образующей к оси валка больше угла на1клона образующей начального конического участка к оси валка и гребнеобразующего тороидального 4 с радиусом окружности, равИЫ1М или меньшим радиуса занфугления гребня фланща потового изделия, после чего вьиполнены средний конический 5, тороидальный 6 и полирующий концевой учают1К1и 7.
В зависимости от конфиг радии пребия и технологических особенностей производства изделия, гребнеобразующий участок наклоинаго валка может быть выполнен как один участок с криволинейной вогнутой по1верхостью, например в форме тора, параболоида, гипер|боловда, радиус кривизны которого больше радиуса за-1фугления лребня фланца готового издev ия.
Примером конкретного выполнения может служить наклонный вало1К для проаоводспва железнодорожйых колес 0 950 по ГОСТ Ii0830-i64. Исходные дан,ные для вьпполиения валка в даином примере взяты из ГОСТа, из техличеокой характеристики колесопрокатнО:го cTaiHa УЗТМ и из технологви механической обработнои колес на станках модели 1Б-502 и 1Д-502, установленных на заводе им. К. Лябкнехта.
DI 950+, с з четом середины поля дошуюка мм;
DZ , с учетом середины поля допуска мм;
т 5 МЛ1-1П|рипу|Ок на обработку яа
станке 1Б-502; п 0; Rn 4i5 мм; /С 1,012 для температуры прокатки
ЮОО°С; ф 35°.
Угол а Н аклона образующей гребнеобраэующего конического участка к оси валка выбирается конструктивно в пределах (1,1S-1,45) ф. Радиус окружности тсироидального участка, сопрягающего гребнеобразующий ковичеакий и начальный каничеакий участки, берется рааньгм или меньшим радиуса закругления гребня колеса 45 мм. Высота .начального конического участка определяется из выражен1ия
(0,l-r-0,)R,R-cos ф 1 1 +5 : О :-0,25.4511,012.0,820:
г::;92,25-1,012-0,820-76,5 мм.
В случае зьвполнения гребнеобразующего участка криволинейным наклон поверхности участка к оси валка обеопечивается кривизной его П|0 верхности. Кр-ивизi-fa поверхности участка выбирается больше радиуса закругления гребня колеса мм. Высота начального конического участка определяется из вырагкен-ия
/Г)п
;(tlL J± +ffi4-« / -созф
95Zz:8p +5+0 l,012.0,820 г
I- 81-1,012-0,820-67 мм.
Применение описаиного на:клонного валка при прокатке желез но1дорож1ных колес }1величнвает за счет гренеобразующего участка перекрытие контура пространственного калибра между наклонным и вертикальным валками. .шек деформируемого (Металла обода колеса, который уширяется ири /прокатке за пределы ручья гребня вертикальных важадв и имеет тенденцию к за1катообраз:0|ванию IB изломе прострайственнопо калибра, выравнивается гребнеобразующим участком наклонного
валка не достигая К1ритическог.о размера. Изгиб контура гребнеобразующего уча1стка наклонного валка в нап|ра1влен1И;и оси вертикальных валжав вграет положительную роль та1кже три осевом смещении валк-ов
под нагрузкой, чем упрощается настройка стаи а.
Б условиях завода И1М. К- Либкнехта проведен10 промышленное опробование изобретен1ия. Прокатана 1П|ромы,шлен«ая
партия колес 0 1009 в количестве 3344 шт. и пол чеиы положительные результаты. Брак колес по закатам, который за 7 месяцев составил 0,257%, при прокатке партии колес с дрименением на-клоннаго вал.ка по данной заявке снизился до 0,075%, т. е. более чем в 3 раза. Дростои стана на на:стройКу вадков за тот же период снижены с 1,69 до 0,54%. Пр.и производстве ,но.вой линией проката 345 тыс. колес .в .год экономический эффект яа уменьшении брака по закатаем на защоде им. К. Либмнехта составит 3450000-0,182 345000.0 Л 82 „ -/о,о 100100 Х388-44,,5 тыс. руб.. где 0,182 - процент уменьшения брака; 73,8 руб. - щека 1 ;колеса; 388 кг - вес 1 колеса; 44,6 руб. - цена 1 г металлоло.ма. Формула изобретения 1.На|клон1ный валок стана для прокатки изделий типа тел вращения с фланцем, имеющим фор;му пребня, соде,ржащий цилиндричеокий уча1сто.к, начальный конический yqacTOiK, средний и полирующий концевой участки, о т л и ч а ю щ.и и -с я тем, что, с целью улучшения качества издел.ий, он выполнен с дополнительнЫМ лереходньш участком от цили1Н;дрИчеокого к начальному коническому участку. 2.Валок 1ПО п. 1, отличающийся тем, что даполнительный участок выполнен из двух частей, гребнеобразующей конической части, имеющей угол наклона образующей к оои .валка, больший угла наклона образующей нача.льного кан.ичеакого участка К оси валка и гребнеобразующей тороидальной части, имеющей радиус образующей, равный или меньший радиуса закругия гребня фланца готового изделия, чем высота начального конического стка оп1рёделена из соотношения Dr-D. -fm- /г- (0,,4)/,, Лcos / - высота начального конического уча стка; DI- наружный диаметр изделия, проходящий через центр заояругления гребня; D-2 - 1внутрбИ1НИЙ диаметр изделия; т -ррипуок на . механическую обра.6oTKiy .наружной поверхности изделия;п -(припуак на механическую обработ1ку ,рен.ней паверхяо сти изделия;R.-радиус закругления гребня изделия;К -коэффициент, учитывающий .рас.щдрение изделия при темлературе прокатки. 3. Валок 1ПО п. 1, отличающийся , что дополнительный участок выполнен риволинейной вогнутой поверхностью, иус .кризвизны которой больше радиуса ругления гребня фланца готового изде, причем (Высота начального коническоучастка определяется из соотношения D,-D, -1-т-Ь« 1 К cos ф. Источники информации, принятые во мание .при экспертизе: 1.Шифрин М. Ю., ОоломОйич М. Я. оиз водство цельнокатаздных колес и баней. М., Металлургиздат, 1954, с. 150. 2.Авторакое авидетельство СССР 554920, кл. В 21 Н 1/02, от 17.07.75 ототвп).
| название | год | авторы | номер документа |
|---|---|---|---|
| Выходной нажимной валок колесопрокатного стана | 1977 |
|
SU654342A1 |
| Наклонный валок стана для прокатки колес с конусным диском | 1975 |
|
SU554920A1 |
| Валок для пилигримовой прокатки | 1982 |
|
SU1077675A1 |
| Валок для винтовой прокатки на трехвалковом стане | 1978 |
|
SU1047556A1 |
| ВАЛОК ДЛЯ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2255821C2 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU931246A1 |
| Стан для прокатки кольцевых изделий | 1985 |
|
SU1371749A1 |
| Валок стана холодной прокатки труб | 1987 |
|
SU1443993A1 |
| Способ прокатки железнодорожных колес и устройство для его осуществления | 1987 |
|
SU1491603A1 |
| Валок стана шаговой прокатки | 1989 |
|
SU1731311A1 |