Изобретение относится к литейному производству, а именно к изготовлению образцов и проб для контроля и исследований комплекса свойств литья в постоянные формы.
Известна форма для литья образцов под давлением, которая содержит полуформы и рабочую полость. В прессформе изготавливают образцы для контроля только механических свойств литья 1 ,
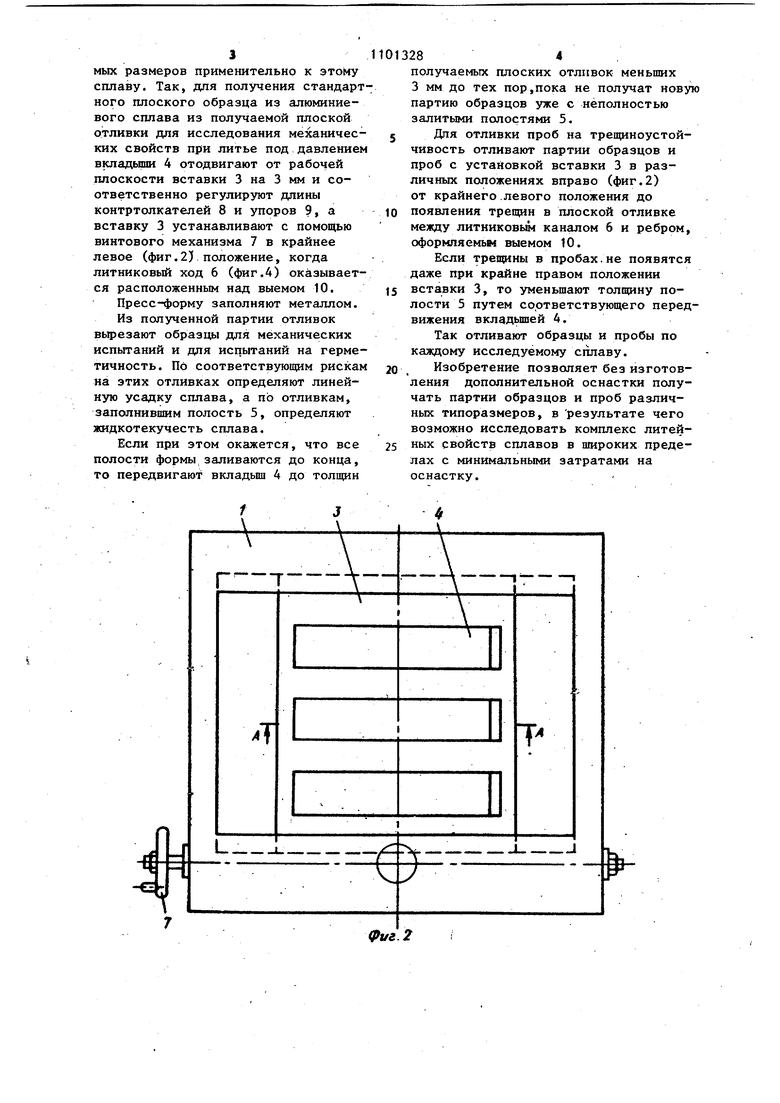
Наиболее близкой к предлагаемой по техничб1ской сущности и достигаемому результату является пресс-форма для отливки образцов и ni)o6,содержащая подвижную полуформу и неподвижную полуформу, в которой установлены сменные вкладыши, оформляюоще полости отливок, связанные с литниковыми каналами.Пресс-форма позволя получать образцы для изучения комплекса свойств литья С 2 3. Н,едостаток известной пресса-формы состоит в том, что она не позволяет отливать образцы и пробы разньрс типоразмеров без замены вставок в пресс-форме, что ограничивает возможности исследований комплекса свойств литья при применении различ ных сплавов, характеризующихся боль шим перепадом значений исследуемых свойств, в частности, жидкотекучести, трещиноустойчивости, герметичности, прочности и линейной усадки. Цель изобретения - расширение диапазона исследований. Поставленная цель достигается те что пресс-форма для литья под давлением образцов и проб, содержащая подвижную и неподвижную палуформы, сменные вкладыши, оформляющие полос ти отливок, связанные с литниковым каналом, выполненным в неподвижной полуформе, снабжена вставкой, установленной в подвижной полуформе с возможностью перемещения параллельн плоскости разъема полуформ, при этом сменные вкладыши установлены во вставке с возможностью перемещения в направлении, перпендикулярном плоскости разъема. На фиг.1 изображена схематично пресс-форма для литья под давлением разрез; на фиг.2 - вид на подвижную полуформу,.на .фиг.З - разрез А-А на фиг.2 на фиг.4 - вид на неподвижную полуформу. Пресс-форма содержит подвижную 1 и неподвижную 2 полуформы, вставку
3, установленную в подвижной полуформе, и вкладьшм 4, установленные во вставке 3. Вставка и вкладыши оформляют полости 5 отливаемых образцов и проб. Литниковый канал 6 оформлен в неподвижной полуформе. Вставка 3 установлена с возможность перемещения параллельно плоскости разъема полуформ, например, от реечно-винтового механизма 7. Вкладьшш 4 установлены с возможностью перемещения в направлении, перпендикулярном плоскости разъема. Это перемещение осуществляют, например, за счет соответствующей регулировки длин контртолкателей 8 и упоров 9. Регулирование размеров полостей осуществляют перемещением вставки 3 и вкладьппей 4, что позволяет в одной и той же пресс-форме получать партии отливок проб и образцов разных толщин и длин. При этом часть получаемой отливки, расположенной, например, справа (фиг.З) от литникового канала 6 (фиг.4) получается с поперечным ребром изза выема 10 и поэтому является пробой на трещиноустойчивость, а левая часть этой отливки, получаемая без поднутрений, является пробой на жидкотекучесть.Кроме того, на вкладышах 4 наносят соответствующие риски, которые затем отпечатываются на отливке. Поэтому эта часть отливки является также пробой на линейную усадку. Из этой части отливки вырезают также образцы для испытания механической прочности и герметичности. Величины максимальных Перемещений вставки 3 и вкладьш1ей 4 выбирают с таким расчетом, чтобы по толщине стенок получаемых образцов и проб охватить наиболее часто применяемые толщины стенок, получаемых при литье в металлические формы, и, в частности, при литье под давлением, а по длине - чтобы охватить предельные значения жидкотекучести и трещиноустойчивости исследуемых сплавов, и вместе с тем не увеличивать чрезмерно габариты применяемой литейной оснастки. Пресс-форма работает следующим образом. Вначале при исследовании комплекса литейных свойств определенного сплава собирают форму для отливки образцов и проб определенных требуе3
мых размеров применительно к этому сплаву. Так, для получения стандартного плоского образца из алюминиевого сплава из получаемой плоской отливки для исследования механических свойств при литье под давлением вкладьри 4 отодвигают от рабочей плоскости вставки 3 на 3 мм и соответственно регулирзтот длины контртолкателей 8 и упоров 9, а вставку 3 устанавливают с помощью винтового механизма 7 в крайнее левое (фиг,2) положение, когда литниковый ход 6 (фиг.4) оказывается расположенным над выемом 10.
Пресс-форму заполняют металлом.
Из полученной партии отливок вырезают образцы для механических испытаний и для испытаний на герметичность. По соответствующим рискам на этих отливках определяют линейную усадку сплава, а по отливкам, заполнившим полость 5, определяют жидкотекучесть сплава.
Если при этом окажется, что все полости формы запиваются до конца, то передвигают вкладьпа 4 до толщин
013284
получаемых плоских отливок меньших 3 мм до тех пор,пока не получат новую партию образцов уже с неполностью залитыми полостями 5.
5 Для отливки проб на трещиноустойчивость отливают партии образцов и проб с установкой вставки 3 в различных положениях вправо (фиг.2) от крайнего.левого положения до
10 появления трещин в плоской отливке между литниковым каналом 6 и ребром, оформляемым выемом 10.
Если трещины в пробах.не появятся даже при крайне правом положении
15 вставки 3, то уменьшают толщину полости 5 путем соответствующего передвижения вкладьш1ей 4.
Так отливают образцы и пробы по каждому исследуемому сплаву.
20 Изобретение позволяет без изготовления дополнительной оснастки получать партии образцов и проб различных типоразмеров, в результате чего возможно исследовать комплекс литей25 ных свойств сплавов в широких пределах с минимальными затратами на оснастку.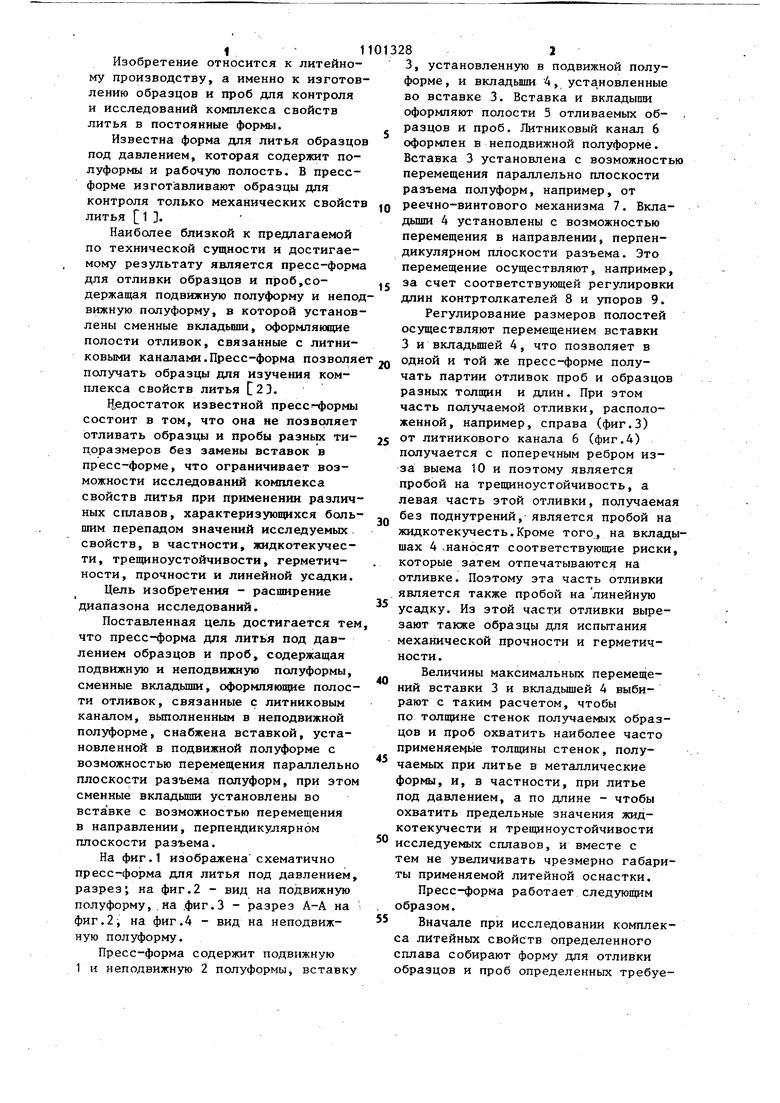
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1985 |
|
SU1294468A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2038917C1 |
| Постоянная форма для литья свинцовых токоотводов | 1982 |
|
SU1049177A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1247156A1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1618498A1 |
| Прессформа для литья под давлением | 1974 |
|
SU499043A1 |
| Пресс-форма для литья под давлением с прямой литниковой системой | 1984 |
|
SU1296292A1 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ОБРАЗЦОВ И ПРОБ, содержащая подвижную и неподвижную полуформы, сменные вкладыши, оформляющие полости отливок, связанные с литниковым каналом, вьшолненным в неподвижной полуформе,отличающая с я тем, что, с целью расширения диапазона исследований, она снабжена вставкой, установленной в подвижной полуформе с возможностью перемещения параллельно плоскости разъема полуформ, при этом сменные вкладьши установлены во вставке с возможностью перемещения в направлении, перпендикулярном плоскости разъема. (Л со to 00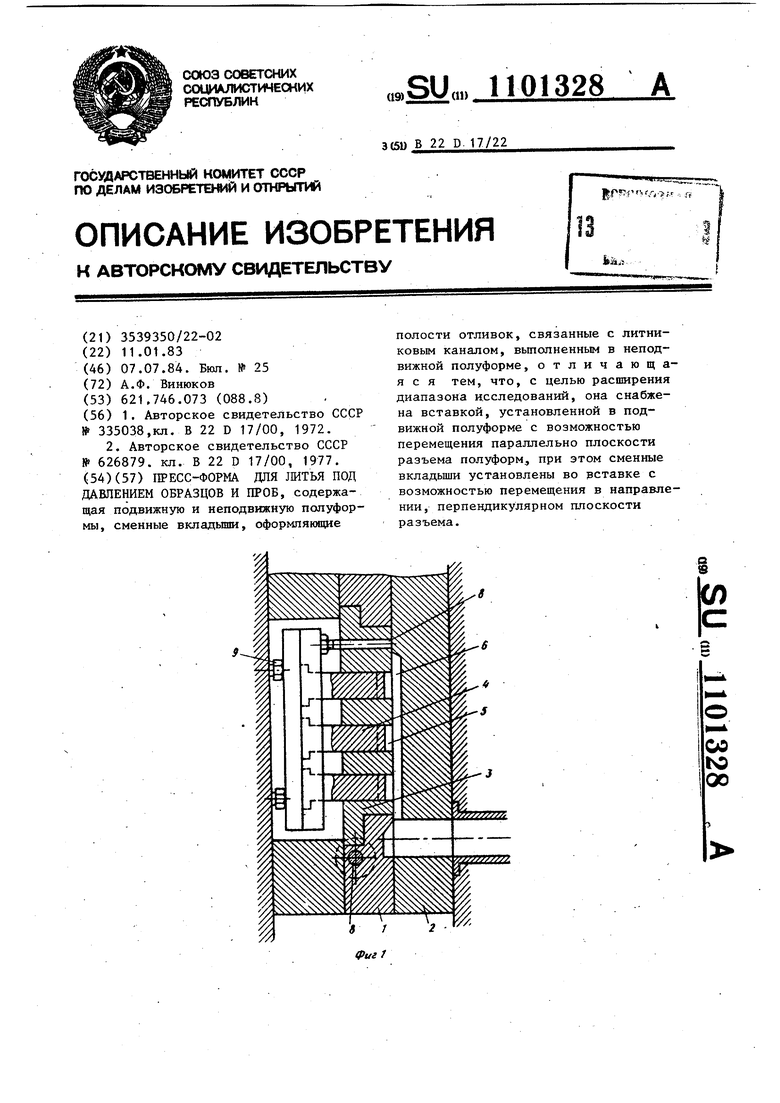
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ ОБРАЗЦОВ ДЛЯ КОНТРОЛЯ МЕХАНИЧЕСКИХ СВОЙСТВ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 0 |
|
SU335038A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления образцов и проб для контроля и исследования комплекса свойств литья | 1977 |
|
SU626879A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
