(54) ОСНАСТКА ДЛЯ НАНЕСЕНИЯ ОБЛИЦОВКИ НА МЕТАЛЛИЧЕСКИЕ ФОРМЫ
. . 1
Изобретение отногится к ,литей,но1му производству, а Именно ,к коисгрукции осна1стки для нанесения обл,И|Цав«и ;на металлические формы.
В ирактике литья в 0|блИЦО:ва(Нные кожили 1во1зиикаетнеобходи мость получать формы с локально нео|блИ1Ц01ва,нными участ1каМИ рабочей ,поверхно С1и для получения отлиВО.К с диффереядированныМи по разным сечениям Свойствами л структ чрой. Наиример, в литых раснредедительных валах необходим местный отбел на поверхности .кулачков, и поэтому в местах расположения 1кулачков не облицовывается. Поскольку обли цЬвка :на кокилинаносится по модели, то на участках, не подлежащих обдицовьива.нию, требуется обеспечить плотное (без зазоров) прилегание «акиля и мо:де-ли. CymecfByiouiHe канстругсции -модельно-кокильно.й оснастки для .литья IB облИЦ&1ван.пые кокили не обеспечивают этого требования. Трудность заключается в необходимости точной 1ПОДТОН.КИ (Нерблицованных участков кокиля к модели 1.:
При «аличии нескольких необлицованных участ1КО;в в Пределах одной фор.мы это 1полол ение усугубляется явлением термической дефорМации модели и кокиля в процессе их эксплуатация (КОКИль и модель в .момент нанесения облицовки обычно нагреты). В результате, обеспечитьшлотное крилегаяие .кокиля к модели в момент на:несения о.блицовки практически навб.змйжно. Вследствие этого на .необлицовьгваейых частях кокиля при нгнесе1нии обjWittbieкй появляются тоикие хаотически расположенные пленки из облицовочной смеси, которые, если их не снять вручную, резко уменьшают теплоотвод от отливки к форме. -10
Известна также модельнай оснастка, которая содержит упругие элементы в гнездах, предназначенные для выталкивания уплотненных частей песчаной, фор.мы {2J.
Получение частично облицованных ме15талло фо.рм на такой модели невозможно, так как не обеспечивается ГарантирО ва;ннос уплотнение необлицовывающихся участков .кокил.я. Коробление модели и формы, термическая деформация инёточность изготбв20ленИя оснастки приводят к обра..зованию зазора между необлицо1вываёмы|ми месталиг кокиля и упругвми элементами, а при ha.ileсении облицо.вки к образаМнЙю тЬ.нких пленок из облицовочной cMeiCif.../.. .
Целью изобретения является полученис
25 фор1м с частично облицованной : поверхностью.
Для достижения указанной-, цели, в оснастке для нанесения облицо1вки на формы 30 упругие элементы повторяют конфигурацию
неаблицавьгваемых частей кокиля и при этом величину их превышения «ад моделью до сборки оснастки (Определяют по формуле
А (0,1-0,3) -(б + б2 + бз + б4 + б5 + бб).
где 6i - макси мальный допуск ла неточ«ость изготовления какиля; ба - ма«си мальный допуск иа иеточ.ность иэготавления модели;
63- 1велнчина коробления кокиля;
64- величина ,ко1р01блеиия модели;
65- Величина термической деформа-ции
.кокиля;
66- величина термичеакой дефор)
модели.
Та,кое выполнение оснастки позволяет при опариваяии .кокиля с .моделью прижать упругие элементы к необлицовьгваемым частям кокиля по всей рабочей поверхности (без зазора) в момент вдувайня облицовочной смеси предох1ранить нео-блицовьшающиася части кокиля от топаяаяня на них облицовочной амеси, в результате чего получить обли.цоваН|НЫЙ с очищенными (без пленок из облицовочной омеои) необлицовывающимися частями кокиль.
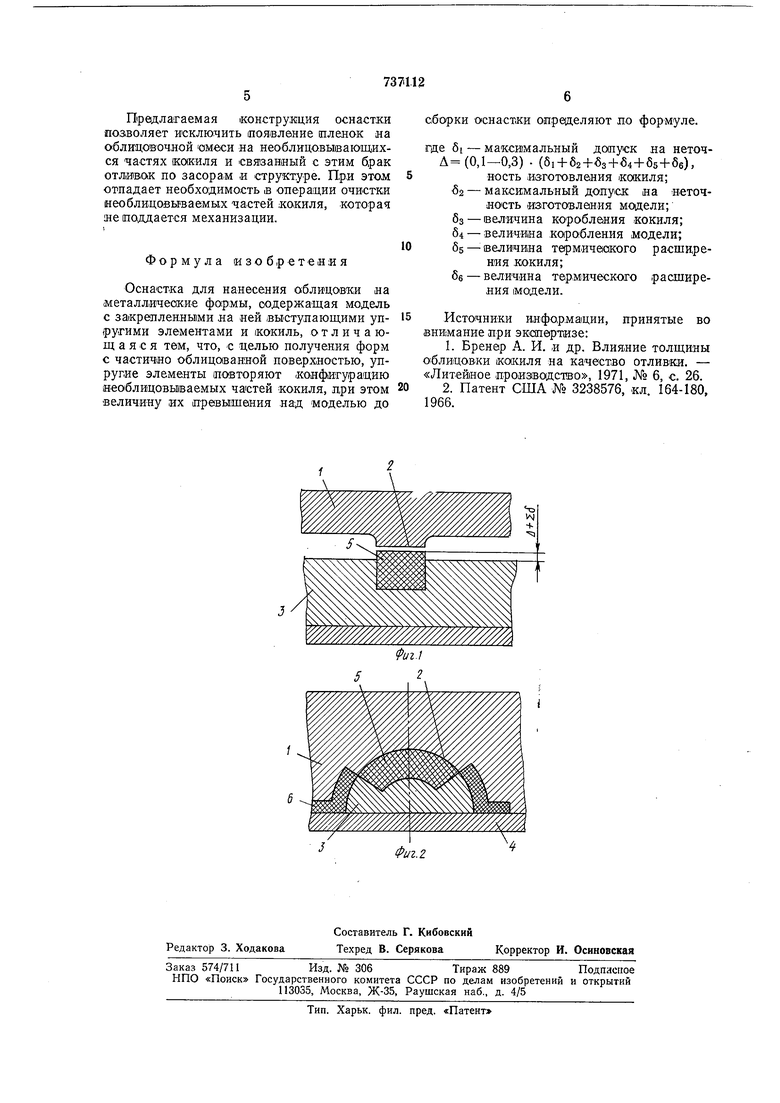
На фиг. I показана оснастка иеред спариванием жокиля с Моделью, разрез; иа фиг. 2 - спаревные кокиль с моделью после нанесения облицовочного слоя.
Оснастка для на.несения облицовки яа формы содержит .ко.киль 1 С необлидавываеМЫ1МИ частями 2, модель 3, модельную длиту 4, упругие элементы 5. В спаренном виде между .кокилем и моделью предусмотрен зазор 6.
Оснастка работает следующим образом.
Кокиль / .сиаривается с моделью 3, расположенной .на моделыной плите 4. Зазор 6
заполняет1ся любькм известным .способом формовочной .омесью, образующей облкцовку на кокиле /. В частях 2 жокиля /, где необходимо обеспечить теплоотвод от отливки, кояиль / .не облицовывается смесью и соответственно зазор 6 в этих местах отсутствует.
Для гара.нти.рова.нной ликвидации зазора 6 (В частях 2 при спаривании кокиля / с моделью 3 в последнюю вм.0:нтирова.ны упругие элементы 5, конфигурация и расположение которых соответствуют частям 2 кокиля /. Упругие элементы 5 до -спаривания выступают над моделью .на величину A-f i.6, определяемую ,по формуле. При спаривании кокиля ./ с |моделью 3 элементы 5 взаимодействуют с частями 2 кокиля /. За .счет оптимального (рассчитанного по фо.рмуле) пр.евышения упругих элементов над моделью гараитироваино ликвидирован зазор в частях 2 К01киля /. В случае недостаточЯОЙ величины превышения возможно .появление зазора при С1па..нии кокиля / с моделью 3 в частях 2, так как оснастка изготовлена с определ.ен1ным допускоМ и, кроме ТОГ.О, в процессе эксплуатацией она коробится Вследствие термических .нагрузо.к. Если же превЫ|Ш.ение /больше .рассч.итанного, то возникает вероятность зависания кокиля на упругих элементах вследствие их ограниченной упругости.
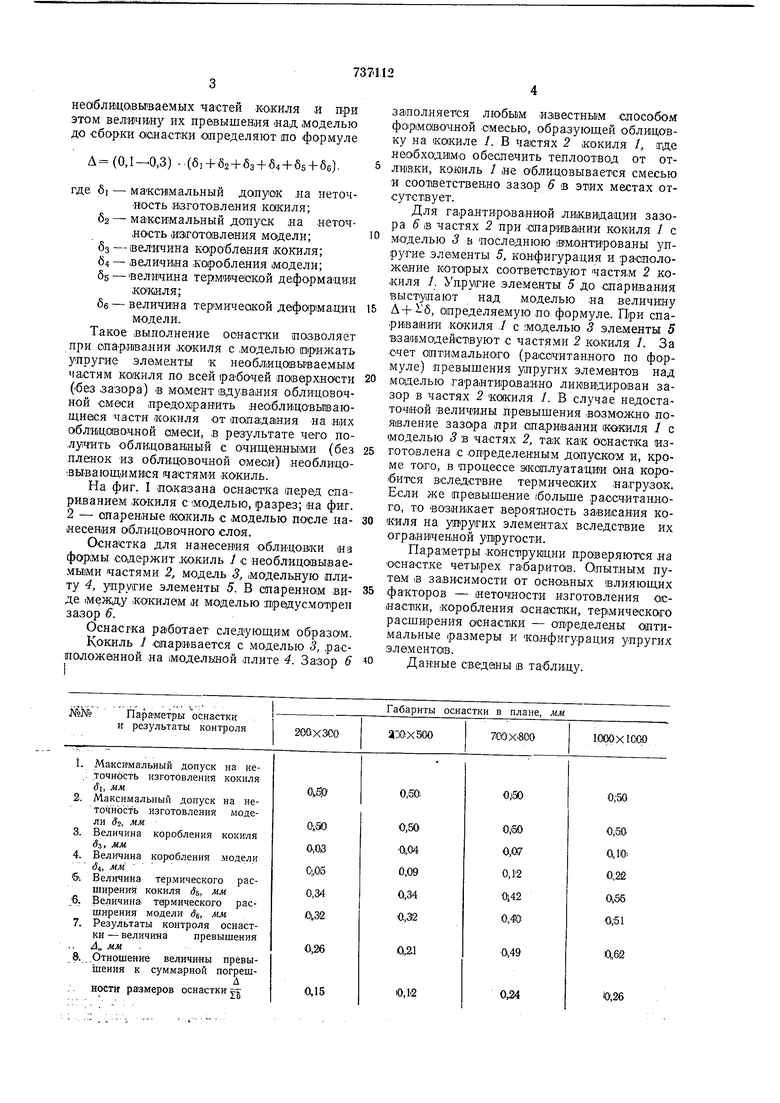
Параметры .конструмции проверяются ла оснастке четы.рех габаритов. Опытным путем В зависимости от основных (влияющих факторов - неточности изготовления оснастки, ко.робления оснастки, термического расширения оснастки - определены оптимальные размеры и конфигурация упругих э.лементо1В.
Данные сведаны в таблицу. Предлагаемая конструкция оснастки позволяет исключить появление пленок на облицовочной 1омеси на нео-блицовывающихся частях кокиля и €вя1занный с этим брак отливок по засорам и структуре. При этом отпадает необходимость в операции очистки необлищовываемых частей жокиля, которая не поддается механизации. Формула изобретения Оснастка для нанесения облицовки на металлические формы, содержащая модель с закрепленными на ней выступающими упругими элементами и кокиль, отличающаяся тем, что, с целью получения форм с частично облицованной поверхностью, упругие элементы повторяют (Конфигурацию иеоблицовываемых частей кокиля, при этом величину их превышения над моделью до борки оснастки определяют по формуле. де 6i - максимальный допуск на неточА (0,1-0,3) . (б1 + б2+«з + б4 + б5 + бб), ность изготовления кокиля; 2 - максимальный допуск на неточность изготовления модели; 63- величина коробления кокиля; 64- величина коробления модели; 65- величина термического расширения кокиля; бб - величина термического расширения модели. Источники информации, принятые во нимание при экспертизе: 1.Бренер А. И. и др. Влияние толщины блицовки кокиля на качество отливки. - Литейное произ1водство, 1971, № 6, с. 26. 2.Патент США № 3238576, кл. 164-180, 966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения облицовочного покрытия на металлической форме | 1988 |
|
SU1688967A1 |
| Оснастка для нанесения термоизоляционной облицовки на кокиль | 1984 |
|
SU1180151A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВАННЫХ КОКИЛЕЙ, В ЧАСТНОСТИ, ДЛЯ ОТЛИВКИ ТОРМОЗНОГО ДИСКА | 2008 |
|
RU2385785C1 |
| Оснастка для производства отливок в облицованных кокилях | 1988 |
|
SU1639884A1 |
| Линия литья в облицованные кокили с вертикальной плоскостью разъема | 1980 |
|
SU1066735A1 |
| Оснастка для нанесения облицовки на металлические формы | 1982 |
|
SU1072987A1 |
| Способ изготовления облицованных литейных форм | 1983 |
|
SU1126356A1 |
| Способ очистки кокилей от обли-цОВКи HA OCHOBE ТЕРМОРЕАКТиВНыХ СВязующиХ | 1979 |
|
SU852442A1 |
| Способ получения отливок вОблицОВАННыХ КОКиляХ | 1979 |
|
SU816683A1 |
| Кокиль | 1975 |
|
SU616053A1 |
