Изобретение относится к литейному производству, в частности к изготовлению облицованных металлических форм. Известна модельная оснастка с упругими элементами в гнездах Cl. Однако данная оснастка применима только для плоских участков моделей с простой конфигурацией эластичных элементов. Эластичные элементы более конфигурации, набранные из плоских пластин не стойки в экс плуатации и не обеспечивают качества облицовки. Наиболее близкой к изобретению по технической сущности и достигаемому эффекту является оснастка для нанесения облицовок на металлические формы, содержащая модель с пазами и закрепленные на ней упругие элементы, выступающие над поверхногстью модели на величину, равную зазору между моделью и необлицуемыми частями формы, и повторяющие конфигурацию последней C2J. Известная оснастка обеспечивает простоту конструкции упругого эле.мента, однако надежность и стойкост упругих элементов в этом случае низ ки. Кроме того, для обеспечения необходимой точности требует ся применение сложных и дорогостоящих пресс форм для изготовления упругих элеме тов, что затрудняет выполнение необхо лимых корректировок размеров и конфигурации уплотняемых элементов по необлицуемым участкам кокиля. Цель изобретения - повышение наде ности крепления и стойкости упругих элементов, Поставленная цель достигается тем что в оснастке для нанесения облицов ки на металлические формы, содержащей модель с пазами и закрепленными на ней упругими элементами, выступа ющими над поверхностью на величину, равную зазору между моделью и необлицуе «ыми частями формы, и повторяющими - конфигурацию последних, в пазах модели выполнены перемычки, проходящие через упругие элементы. На фиг. 1 изображены форма и модель в сборе с нанесенной облицовкой на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. . Модель 1, смонтированная на модел ной плите 2, имеет знаковые части 3 с перемычкс1ми 4, жестко связанные с моделью и проходящие через тело упру гих элементов 5. Форма 6 имеет облицуемые участки 7 и необлицуемые учас ки 8, уплотняемые упругими элементами5 модели 1. Монтаж упругих элементов в модели осуществляют следующим образом. На модели 1 выполняют знаковые части 3 с перемычками 4 и монтируют на плиту 2. Модель обезжиривают, нагревают до температуры вулканизации сырой резиновой смеси, из которой изготавливают упругие элементы, после чего мерные порции сырой резиновой смеси помещают в знаковые части моделей , слегка обжимая по контуру модели Модель закрывают бумагой для предотвращения прилипания резиновой смеси к форме, после -чего модель спаривают с формой, также нагретой до температуры вулканизации, и поджимают форму к модели. При этомрезиновая смесь заполняет все пустоты в знаковой части модели и зазор между моделью и необлицуемыми участками формы, принимая конфигурацию последних и завышение над моделью, равное величине фактического технологического зазора Избыток смеси выдавливают в предназначенный для облицовки зазор между формой и моделью. Дальнейший температурный режим оснастки выдерживают по режиму термической обработки резиновой смеси. По окончанию вулканизации упругих элементов форму снимают с модели и с последней удаляют излишки смеси из зазора, предназначенного для облицовки. После чего оснастка гото-ва к работе, Оснастка работает следующим обра зом. Модель 1, смонтированная на модельной плите 2, собирается с формой б. При этом упругие элементы 5 модели плотно без зазора соприкасаются с необлицуемыми участками 8 формы 6. Наличие перемычек, проходящих через упругие элементы, повышает надежность их крепления и стойкость. Зазор между облицуемыми участками 7 формы и моделью заполняется облицовочной смесью, через вдувные отверстия 9. За счет тепла формы и модели смесь твердеет, образуя облицо,вку на облицуемых участках фор№1 и оставляя необлицованными участки формы, уплотняемые эластичными элементами модели, после чего модель изг влекается из формы. Предлагаемое изобретение позволяет обеспечить надежное закрепление упругих элементов на модели, увеличивая тем самым их стойкость в 3-4 раза и устраняет необходимость изготовления специальных пресс-форм, что снижает стоимость изготовления к эксплуатации оснастки на 20-25%.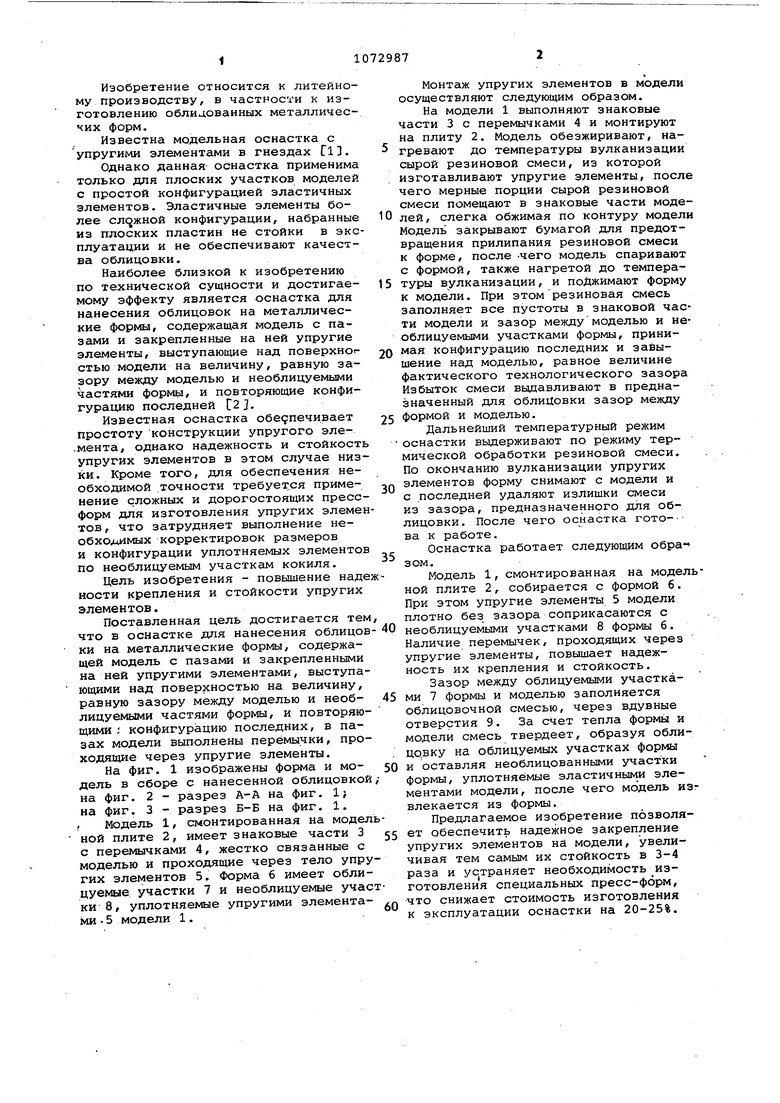
| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для нанесения облицовки на металлические формы | 1977 |
|
SU737112A1 |
| Способ изготовления промежуточной модели | 1983 |
|
SU1154028A1 |
| МЕТАЛЛИЧЕСКАЯ ОПОРНАЯ ЧАСТЬ КОМПОЗИЦИОННОЙ КЕРАМИЧЕСКОЙ ФОРМЫ, КОМПОЗИЦИОННАЯ КЕРАМИЧЕСКАЯ ФОРМА (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОЙ КЕРАМИЧЕСКОЙ ФОРМЫ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2252105C2 |
| Оснастка для изготовления металлооболочковых форм со вставками | 1977 |
|
SU679307A1 |
| Сопло пескодувных резервуаров | 1981 |
|
SU971559A1 |
| Устройство для очистки облицованных кокилей | 1982 |
|
SU1016061A1 |
| Уплотнительная эластичная втулка | 1974 |
|
SU505501A1 |
| Способ изготовления литейных форм | 1986 |
|
SU1359054A1 |
| Оснастка для нанесения облицовочного слоя на постоянные формы | 1981 |
|
SU1024147A1 |
| КОМПОЗИЦИОННАЯ КЕРАМИЧЕСКАЯ ФОРМА, СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ КЕРАМИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2024343C1 |

ОСНАСТКА ДЛЯ НАНЕСЕНИЯ ОБЛИЦОВКИ НА МЕТАЛЛГ1ЧЕСКИЕ ФОРМЫ, содержащая модель с пазами и закрепленные на ней упругие элементы, выступающие над поверхностью модели на величину, равную зазору между моделью и необлицуемыми частями формы, и повторяющие конфигурацию последних, отличающаяся тем, что, с целью повьииения надежности крепления и стойкости упругих элементов, в пазах модели выполнены перемычки, проходящие через упругие элементы. ел Ц- 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США 3238576, кл | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| SU,., | |||
| Оснастка для нанесения облицовки на металлические формы | 1982 |
|
SU1072987A1 |
