о:
О5
1
со ел
Изобретение относится к литейному производству, в частности к получению от тивок, преимущественно гильз цилиндров/ в облицованных кокилях с вертикальным разъемом.
Наиболее близкой к изобретению является линия литья в обицованные кокили с вертикальной или горизонтальной плоскостью разъема, содержащая последовательно уста-новленные устройства для нанесения облицовки на кокиль, механизмы сборки, заливки, разборки, выбивки, очистки кокил й, устройство карусельного типа для транс портировкн модель«ой оснастки, приводной рольганг с продольными и поперечными ветвями, механизмы кантовки кокилей и запирания копирных замков 1.
Эта линия, имеет низкую производительность., обусловленную одной позицией нанесения облицовки. Кроме того, замкнутЕ 1Й контур линии ухудшает условия обслуживания ее.
Целью изобретения является новыше,ние производительности и улучшение обслуживания линии.
Поставленная цель достигается тем, что в линии литья в обицованные кокили с вертикальной плоскостью разъема, содержащей устройство для нанесения облицовки, механизмы сборки и разборки модельной оснастки с кокилями, устройство для транспортировки модельной оснастки, приводной рольганг, имеющий продольные и поперечные ветии, механизмы сборки, разборки и очистки кокилей, устройство для заливки металла, устройство для. транспортировки модельной оснастки выполнено в виде уста новленного над приводным рольгангом горизонтального замкнуто о конвейера, продольная ось которого расположена перпендикулярно продольной оси приводного рольганга, а механизмы сборки и разборки модельной оснастки с кокилями расположены попарно на противоположных ветвях горизонтально замкнутого конвейера в местах дересече ния с продольными ветвями приводного роль Ганга, при этом последний- снабжен механизмом поджима кокилей в стопку.
Кроме того, механизм поджима кокилей в стопку выполнен в виде попарно установленных с каждой стороны приводного рольганга пневмоцилиндров, штоки которых закреплены неподви.жно и на крышках которых установлены подпружиненные захваты, взаимодействующие с кокилями.
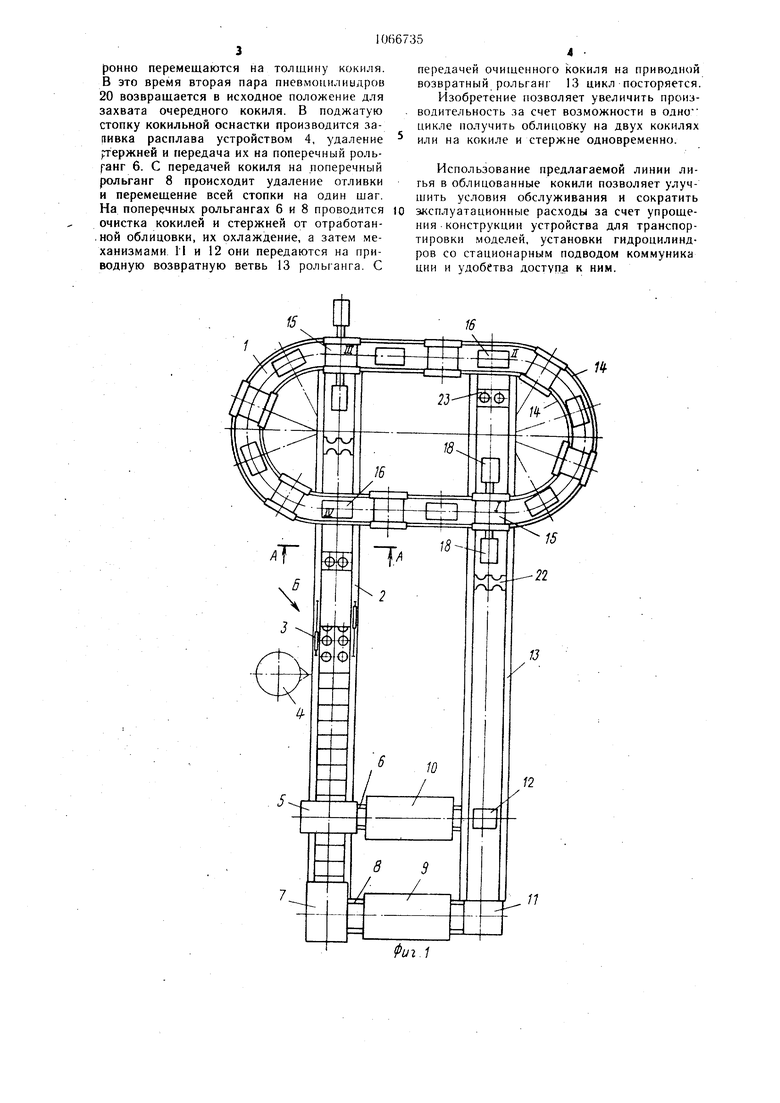
. На фиг. I изображена линия в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фнг. 1.
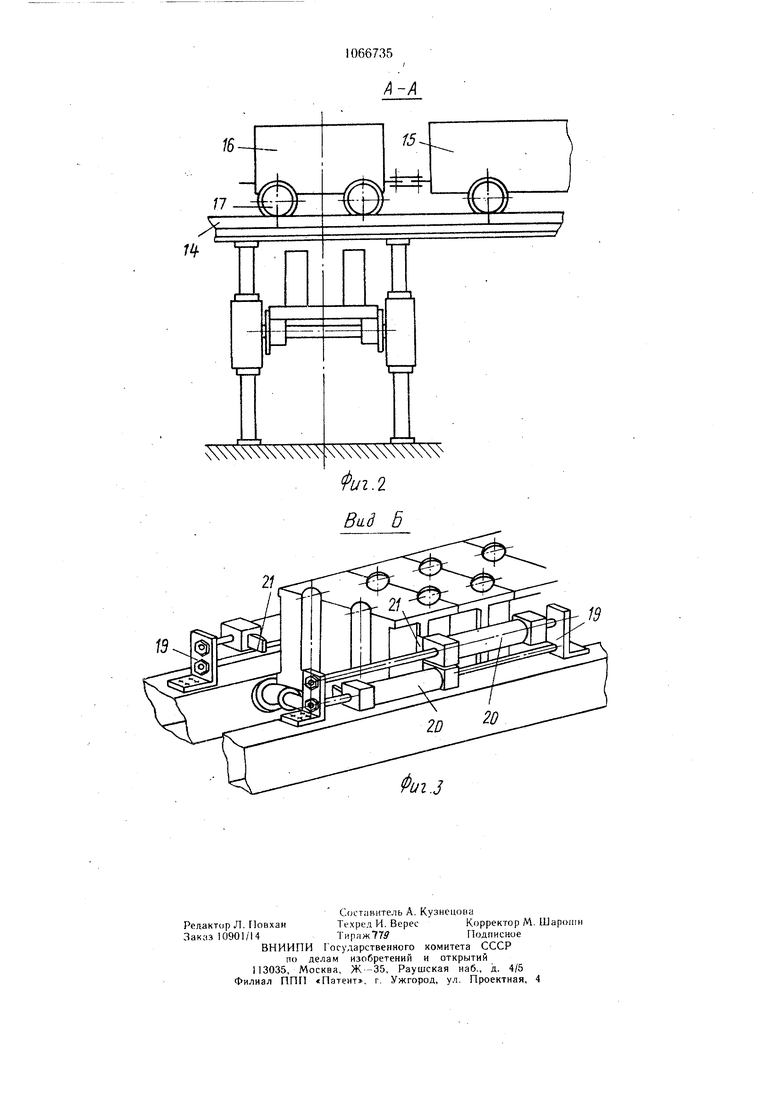
Линия содержит устройство 1 для транспортировки модельной оснастки, приводной рольганг с продольной ветвью 2, механизм 3 поджима кокилей в стопку, устройства 4 для заливки металла, механизм 5 удаления стержней и передачи их на попереч .ный рольганг 6, механизм 7 удаления отливки и передгми кокилей на поперечный рольганг 8, механизм 9 очистки и охлаждения кокилей и механизм 10 очистки и ох;1аждения стержней, механизмы 11 и 12 передачи соответственно кокилей и стержней на продольную возвратную ветвь 13 рольганга. Устройство 1 выполнено в виде горизонтального замкнутого конвейера 14 и включает модельную оснастку 15 и 16 для нанесения облицовки на кокиль и стержень соответ0 ственно, или на два кокиля. Модельная оснастка соединена между собой, шарнирно в замкнутую .цепь с постоянным шагом по всему конвейеру 4, на котором она установлена и перемен ается на роликах 17. Устамовпенные стационарно гидроцилиндры 18 являются приводом для раскрытия модельной оснастки при подаче в нее очередного кокиля и последующего прижатия к кокилк) во время настрела облицованной смеси. Конвейер 14 расположен над при0 водным рольга гом так, что его продольная ось перпендикулярна продольной оси рольганга. Механизм 3 1оджима кокил-ей содержит кронштейн 19, на которых неподвижно закреплены штоки двух пар пневмоц|-)линдров 20, на крышках которых установлены
5 подпружиненные зацепы 21.
Линия включает в себя также пескодув.ную установку (не показана), включающую два устройства для нанесения облицовки, установленные на позиции I и И, ofcneчнваюпдие нанесение облицовки одновременно на два кокиля 22 или на кокиль и стержень 23 одновременно.
Линия работает следующим образом.
Очипдениые от отработанной облицовки
кокиль 22 и стержень 23 подаются по возг вратной ветви 13 рольганга для останова и. сборки их с модельной оснасткой 15 и 16 (позиции I и 1).
В ритме цикла перемещаемая на позиции I и II поде.яьная оснастка 15 и 16 входит в зацепление со штоками гидроци;п-1ндров 18,
установленных стационарно, которые сначала раскрывают ее, а после подачи кокиля прижимают ее к нему для настре.ла облицовочной смеси в зазор между моделью и кокилем:
Снятие давления с гидроцилиндров 18 позволяет переместить .модельную оснастку по рельсовому конвейеру 14 на один шаг для повторного цикла. После того, как модельная оснастка с кокилем переместится на позиции И и IV для разборки (съема
Q кокиля), гидроцилиндры 18 раскрывают модельную оснастку, обеспечивая сьем кокиля с облицовкой и передачу его на продольную ветвь 9 приводного рольганга, по которому кокиль транспортируется к механизму 3 поджима кокилей. Здесь он с двух сторон зах5 ватывается зацепами 21 первой riapi) пневмоцилиндров 20 и плотно прижимается к стопке, а с выдачей на разборку очередного. кокиля все кокили, собранные в стоику, спнхронно перемещаются на толщину кокиля. В это время вторая пара пневмоцнлиыдров 20 возвращается в исходное положение для захвата очередного кокиля. В поджатую стопку кокильной оснастки производится запивка расплава устройством 4, удаление ртержней и передача их на поперечный рольранг 6. С передачей кокиля на поперечный рольганг 8 происходит удаление отливки и перемещение всей стопки на один шаг. На поперечных рольгангах б и 8 проводится очистка кокилей и стержней от отработанной облицовки, их охлаждение, а затем механизмами Г1 и 12 они передаются на приводную возвратную ветвь 13 рольганга. С
15
П передачей очищенного кокиля на приводной возвратный рольганг 13 цикл посторяется. Изобретение позволяет увеличить производительность за счет возможности в одно цикле получить облицовку на двух кокилях или на кокиле и стержне одновременно. Использование предлагаемой линии лигья в облицованные кокнли позволяет улучшить условия обслуживания н сократить эксплуатационные расходы за счет упрощения конструкции устройства для транспортировки моделей, установки гидроцилиндров со стационарным подводом коммуника ции и удобства доступа к ним.
/
/)-/
21
Ю
и
i/2j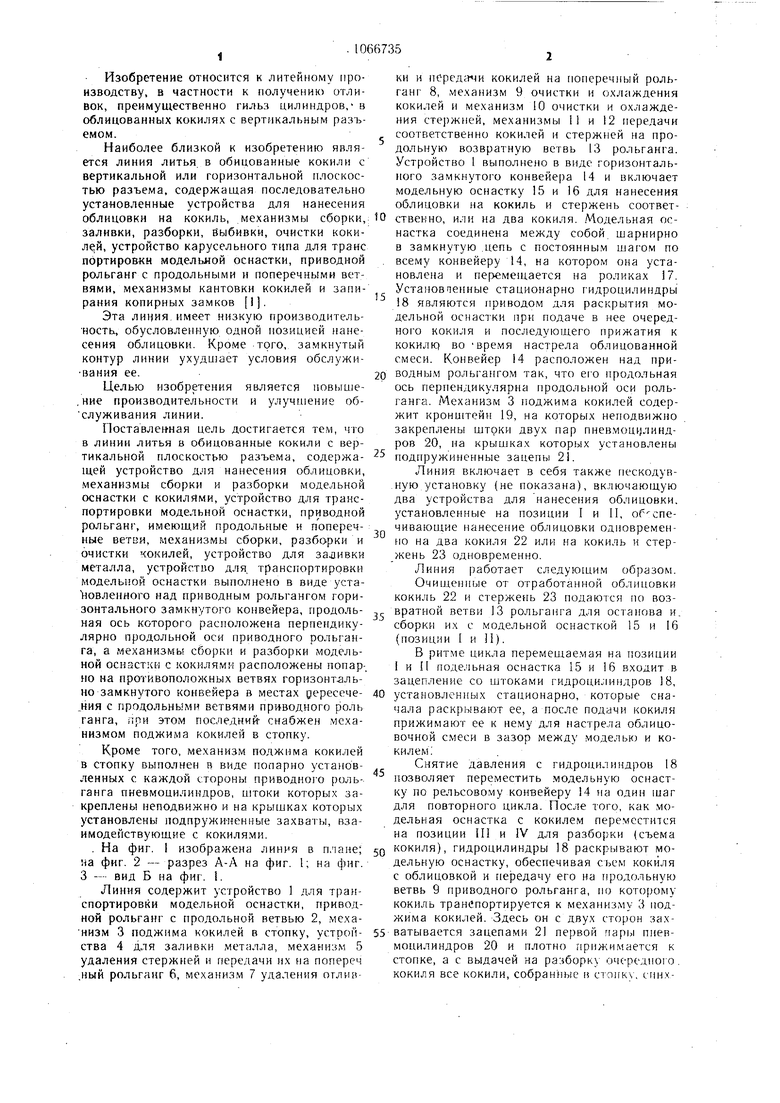
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия литья в формы преимущественно кокили,облицованные жидкими самотвердеющими смесями | 1983 |
|
SU1119219A1 |
| Линия литья в облицованные кокили | 1986 |
|
SU1435387A1 |
| Линия литья в облицованные кокили | 1981 |
|
SU954178A1 |
| ЛИНИЯ литья в ОБЛИЦОВАННЫЕ КОКИЛИ | 1973 |
|
SU407641A1 |
| Линия для изготовления отливок | 1974 |
|
SU555983A1 |
| Линия литья в облицованные кокили | 1990 |
|
SU1770056A1 |
| Линия литья в облицованные кокили | 1976 |
|
SU737113A1 |
| Автоматическая линия центробежного литья в облицованные кокили | 1978 |
|
SU764842A1 |
| Поточно механизированная линия получения отливок | 1972 |
|
SU441101A1 |
| Линия литья в облицованные кокили | 1987 |
|
SU1528610A1 |
1. ЛИНИЯ ЛИТЬЯ В ОБЛИЦОВАННЫЕ КОКИЛИ С ВЕРТИКАЛЬНОЙ ПЛОСКОСТЬЮ РАЗЪЕМА, содержащаяустройство для нанесения облицовки, механизмы сборки и разборки модельной оснастки с кокилями, устройство для транспортировки модельной оснастки, приводной рольтанг, имеющий продольные и поперечные ветви, механизмы сборки, разборки и очистkH кокилей, устройство для заливки метал na, отличающаяся тем, что, с целью новы1ления производительности и улучшения |Ьбслуживания, устройство для транспортировки модельной оснастки выполнено в виде установленного над приводным рольгангом горизонтального .замкнутого конвейера, продольная ось которого расположена перпендикулярно продольной оси приводного рольганга, а механизмы сборки и разборки модельной оснастки с кокилями расположены попарно на противоположных ветвях горизонтального замкнутого конвейера в местах пересечения с продольными ветвями приводного рольганга, при этом последний снабжен механизмом поджима кокилей в стопку. 2. Линия по п. 1, отличающаяся тем, что механизм поджима кокилей в стопку выполнен в виде попарно установленных с каждой стороны приводного рольганга пневмоцилиндров, штоки которых закреплены не(Л подвижно и на крышках которых установ лены подпружиненные захваты, взаимодействующие с кокилями.
| I | |||
| ЛИНИЯ литья в ОБЛИЦОВАННЫЕ КОКИЛИ | 0 |
|
SU407641A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
