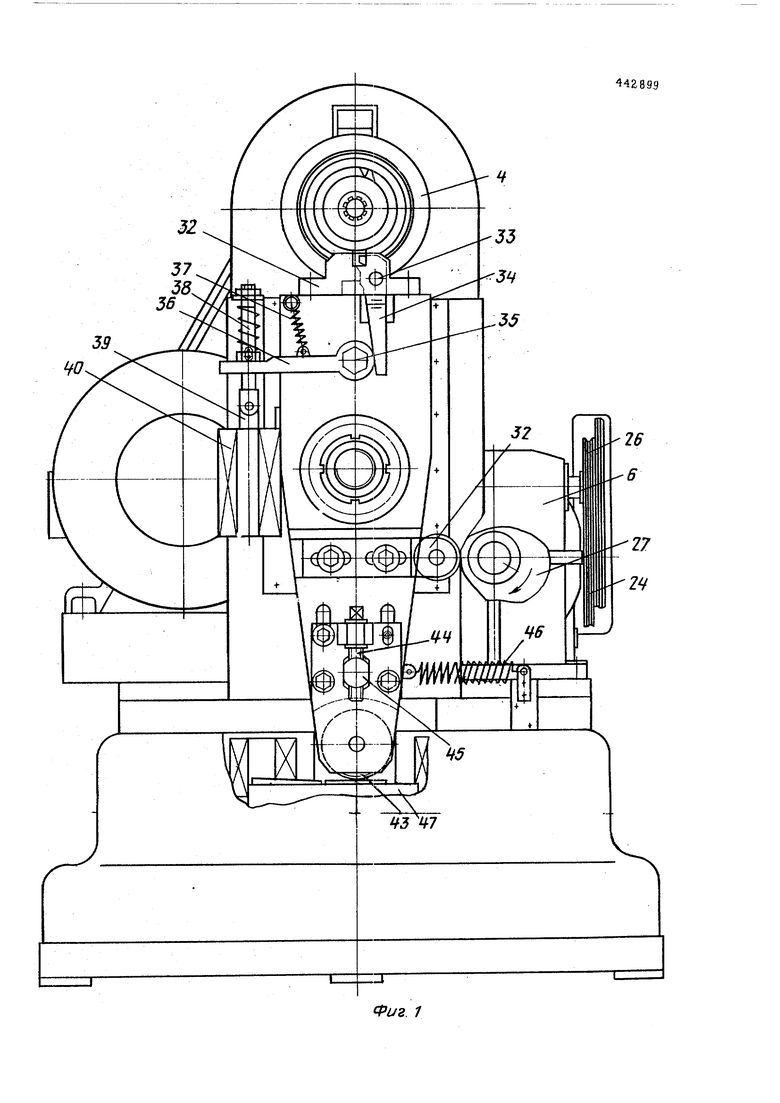
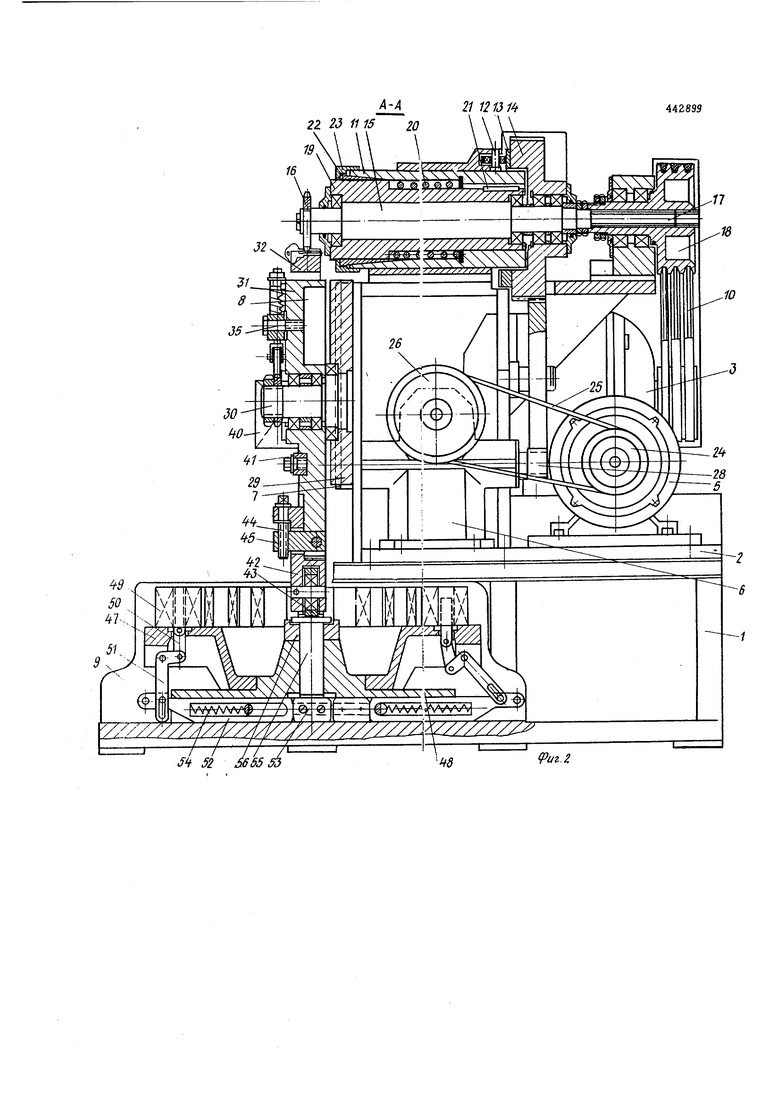
Известны фрезерные станки для обработки, например, пазов плоских ключей по соответствующей программе фрезерной головкой со связанным о основанием механизмом для закрепления заготовки, совершащим возвратно-поступательное цродольное перемещение от кулачка. С целью обеспечения обработки пазов различной глубины предлагаемый станок снабжен механизмом подачи ключа на глубину, выполненным в вцде закрепленных на основании верхней и нижней шшт, на которых соответственно установлены электро магниты и связанные с ними через ползуны со сменными планками различной высоты, воздействующими на подъемный стержень, взаимодействуьс щий с механизмом для закрепления заготовки. На фигД показан предлагаемый станок, вид спереди; на фиг.2 разрез по А-А на фиг.1. Станок состоит, из основания I, на котром смонтирована рама 2. На раме 2 установлен цривод 3 с фрезерной головкой 4 и ггравод 5 с червячным редуктором 6. На раме выполнены направлящие 7 для перемещения зажимного механизма 8. На основании I закреплен механизм 9 подачи ключа на глубину. Привод 3 соединен с фрезерной головкой через клиноременную передачу 10. Фрезерная головка 4 состоит из корпуса II, установленного на раме 2. В корпусе имеется регулируемый подащии ролик 13, взаимодействухшщй с тошовшл пятиступенчатым кулачком 13, закрепленным на зубчатом колесе 14. Колесо 14 установлено на ппшнделе 15, с одной стороны которого имеется место для крепления фрезы 16, а с другой стороны на шпинделе смонтирован на шлицах 17 приводной шкив 18. На шпинделе 15 установлена опорнонаправлящая гильза 19 с пружЕнрй 20 и направляющей шпонкой 21. На опорнонацравляющей гильзе 19 закреплена разрезная компенсационная втулка 22, регулируемая накидной гайкой 23, Привод 5 включает двухступенчатый шкив 24, клиновой ремень 25, кинематически соединящийся со шкивом 26 червячного редуктора 6. Червячный редуктор 6 имеет два выходных вала, один для рабочего кулачка 27 и зубчатого колеса 28, Зубчатое колесо 28 кинематически связано с зубчатым колесом 14, По направляющим 7 перемещается ползун 29 с осью 30 зажимного механизма 8, На оси 30 смонтирован корпус 31, на котором в верхней части закреплена зажимная часть 32 с радиусной опорой под заготовку ключа, В опоре закреплены ось 33 и подвижный зажим рычажного типа, ось 35 и эксцентриковый рычаг 36 с пружиной 37, Свободный конец эксцентрикового рычага 36 находится в зацеплении с подпружиненной тягой 38, взаимодействующей с якорем 39 электромагнита 40, смонтированного на корпусе л, в корпусе 31 ниже оси 30 смонтирован регулируемый ролик 41, Bjiaимодействувдий с кулачком 27, В нижней части корпуса 31 закреплен регулируемой кулачковый механизм 42 с роликом 43 и регулировочным винтом 44, 1шнематически связанным с осью 45, Нижняя часть корпуса 31 связана с основанием I пружиной 46, Механизм подачи ключа на глубину состоит из верхней и нижней штат 47 и 48 закреплено десять электромагнитов 49, соединенных через рычаги 50 и 51 с десятью ползунами 52, установленными по радиусу на нижней штате 48, На ползунах смонтщ)ованы десять сменных мерных планок 53, выполненных с десятью различными высотами согласно различным пазам, В ползунах 52 смонтированы пружины 54, На верхней плите 47 смонтирован подъемный стержень 55 и опора 56 с наклонным выступом. Для управления работой станка им ется электрический пульт с соответствующей перфолентой для обработки заготовок ключа и командоаппаратом, выполненным отдельно в виде электри ческого шкафа. Станок работает следующим образом. Б исходном положении зажимной механизм 8 занимает крашее положение. При этом кулачок 27 находится в контакте с подающим роликом 12 по максимальному радиусу. Торцовый пятиступенчатый кулачок 13 контактирует с подамцим роликом 12 своей самой ниькой ступенью. Приводы 3 и 5 отключены. После того, как комплект заготовок ключей в количестве, например трех щтук, установлен в зажимной механизм 8 производят зажим заготовок посредством включения электромагнита, 40; включают привод 3 фрезерной головки 4, включают соответствующий электромагнит 49 подъемного механизма 9; поднимают подающий стержень 55 посредством плалок 53; включают привод 5, приводящий в движение зубчатое колесо 14 фрезерной головки 4, на котором смонтирован торцовой пятиступенчатый вулачок 13 и щглачок 27, который сообщает возвратнопоступательное движение механизму 8, шсле фрезерования первого паза смещение фрезы 16 на щаг посредством торцового пятиступенчатого кулачка 13, который взаимодействует с роликом 12, Вследствие этого производят перемещение зубчатого колеса 14 также на щаг пазов, А так как зубчатое колесо 14 смонтировано на пшивделе 15, то и он сдвигается на шаг. Таким образом производят перемещение фрезы 16 на казвдый последуЕщий щаг пазов ключа, и без остановки приводов 3 и 5 производят фрезерование всех секретов. Причем за один оборот зубчатого колеса 14, кулачок 27 делает пять оборотов, т,ев один оборот за цикл фрезерования одного паза. Во время перемещения фрезы на шаг цроизводят включение электромагнита 49, соответствущего программе перфокарты. Таким образом, с каждым переключением электромагнита 49 производится соответствукщий подъем зажимного механизма 8, который имеет возможность перемещения вверх-вниз при перемещении ползуна 29 в направлякнцих 7, Подъем зажимного механизма 8 осу§ествляется за счет подъема стержня 5, опускание осуществляется под действием сил тяжести зажшу ного механизма 8 с ползуном 29, Профиль кулачка 27 выполнен таким образом, чтобы обеспечить медленное перемещение зажимного механизма во время фрезерования, быстрый отвод и
подвод кулачка 13 вьшолнены одноразмерными по высоте в цродолжении рабочего участка, соответотвущего рабочему участку (в продолжении которого производится обработка секрета) кулачка 27, Таким образом, во время обработки очередного секрета фреза 16 не перемещается Ь направлении оси шпинделя 15,
Как только профрезерован окончательный паз на комплекте ключей, фрезерный станок останавливается благодаря налищш концевого включателя в электросхеме станка.
Фрезерный станок для обработки, например, пазов плоских ключей по
соответствующей программе фрезерной головкой со связанным с основанием механизмом дяя закрепления заготовки совершашщим возвратно5 поступательное продольное перемещение от кулачка, отличащийся тем, что, с целью обеспечения обработки пазов различной глубины, станок снабжен механизмом подачи ключа
10 на глубину, выполненным в виде закрепленных на основании верхней и нижней плит, на которых соответственно установлены электромагниты и связанные с ними через рычаги ползуны со сменными плaнкшvIИ различной высоты, воздействущими на подъемный стержень, взаимодействующий с механизмом для закрепления заготовки.
2899


| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерный станок | 1983 |
|
SU1087268A1 |
| Станок для изготовления деталей тел вращения | 1990 |
|
SU1733235A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Фрезерный станок | 1977 |
|
SU737137A1 |
| Полуавтомат непрерывного действия | 1978 |
|
SU716735A1 |
| Фрезерный станок | 1984 |
|
SU1210999A1 |
| Устройство для нанесения на изделие клеймовочных знаков | 1972 |
|
SU444580A1 |
| Станок для изготовления шарнира очковых оправ | 1985 |
|
SU1338932A1 |
| Резьбофрезерный станок | 1990 |
|
SU1798065A1 |