1
Изобретение относится к области сварочного производства, а именно к области автоматической дуговой сварки, и может быть (Использовано в установках для дуговой свар.ки, имеющих следящий п-ривод сварочной головки, В которых необходимо обеспечить колебания оварочяой головки поперек Шва.
В сов,ре1менных установках для автоматической дуговой сварки или наллавки ко-. лебания сварочной горелки поперек щва осуществляются с помощью электромеханических пневматических 1 или гидравлических устройств 2.
Известна сварочная установка, в которой сварочная головка щарнирно закреплена на основании и приводится в колебание вокруг оси щарнира с помощью щагового двигателя. Управление щаговым двигателем осуществляется от специального блока, выходной сигнал которого определяет частоту н амплитуду колебаний 3.
Подобного рода электромеханические, гидравлические и др. устройства для , баний сварочной головки могутбыть игпользовань и вавтоматических сварочнЬГх установках, имеющих следящий . привод, реализующий фуикщию слежения сварочной головки за линией стыка по Сигналу от датч ика стыка или от программ-ного задающеГО устройства. Однако в этом случае слежение за линией стыка :и колебания сварочной головки осуществляют различные, функционально друг с другом не связанные, устройства.
Целью изобретения является упрощение оборудования.
Поставленная цель достигается тем, что колебания сварочной горелке сообщают
10 вводя привод слежения за стьжом в режим автоколебаний.
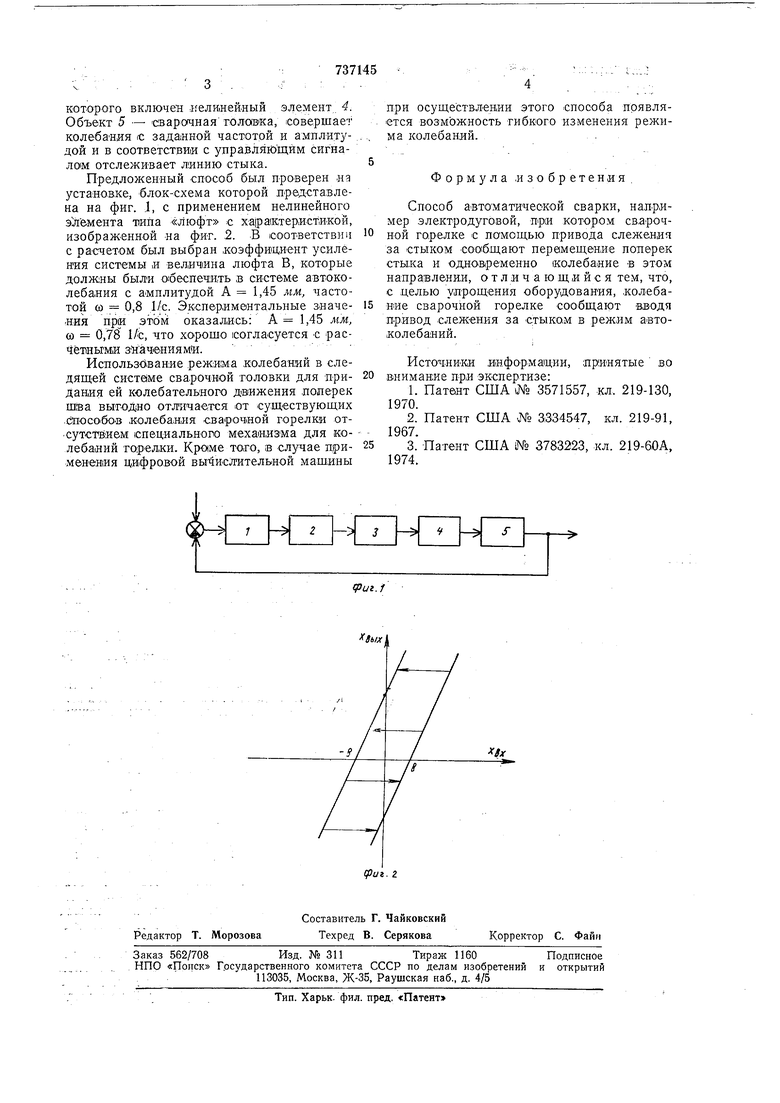
На фиг. 1 представлена блок-схема установки для реализации способа; яа фиг. 2- характеристика нелинейного элемента.
15
Способ осуществляется следующими образом.
В систему вводят нелинейный элемент. При этом парамет|ры нелинейного элемента, а также параметры линейной части следящей системы (коэффициент усиления, по20стоянные времени корректирующих звеньев и др.) выбирают таким образО:М, чтобы сварочная головка совершала колебания с заданно.й частотой и амплитудой поперек щва
25 и точность слежения соответствовала требуемой. - Сигнал управления сум1мируется на входе преобразующего элбмёнта 1 с сигналом обратной связи. Усиленный усилителем 2
30 сигнал поступает на регулятор 3, на выходе которого включен келйнейный элемент.. 4. Объект 5 - сварочная толовка, совершает колебания с заданной частотой и амплитудой и в соответствии с управляющим сигналом отслеживает линию стыка. Предложенный способ был проверен на установке, блок-схема которой лредставлена на фиг. J, с применением нелинейного элемента типа «люфт с характеристикой, изображенной на . .2. В соответствии с расчетом был выбран коэффициент усиления системы и величина люфта В, которые должны были О1беспечить ,в системе автоколебания с амплитудой А 1,45 мм, частотой (О 0,8 1/с. Экспериментальные значения при этом оказались: А 1,45 мм, (О 0,7 1/с, что хорошо согласуется с рас }етаьгм,и значениями. Использование режима колебаний в следящей системе сварочной головки для приДания ей колебательного движения поперек ш:ва выгодно отличается от существующих .способов .колеба;Н,ия сварочной горелки от сутст ием специального механизма для колебаний торелки. КрО|ме того, в случае применения цифровой вьйисЛительной машины при осуществлении этого способа появляется возможность гибкого изменения режима колебаний. Формула изобретения. Способ автоматичеокой сварки, например электродуговой, при котором св.арочной горелке с помощью привода слежения за стыком сообщают перемещение поперек стыка и однов(ременно 1колебание в этом направлении, отличающийся тем, что, с целью упрощения оборудования, .колебание сварочной горелке сообщают ВВОдя привод слежения за стыко м в режим автоколебаний. Источники информации, принятые во .внимание при экспертизе: 1.Патент США № 3571557, .кл. 219-130, 1970. 2.Патент США № 3i3:34547, кл. 219-91, 1967. 3.Патент США №. 3783223, кл. 219-60А, 1974.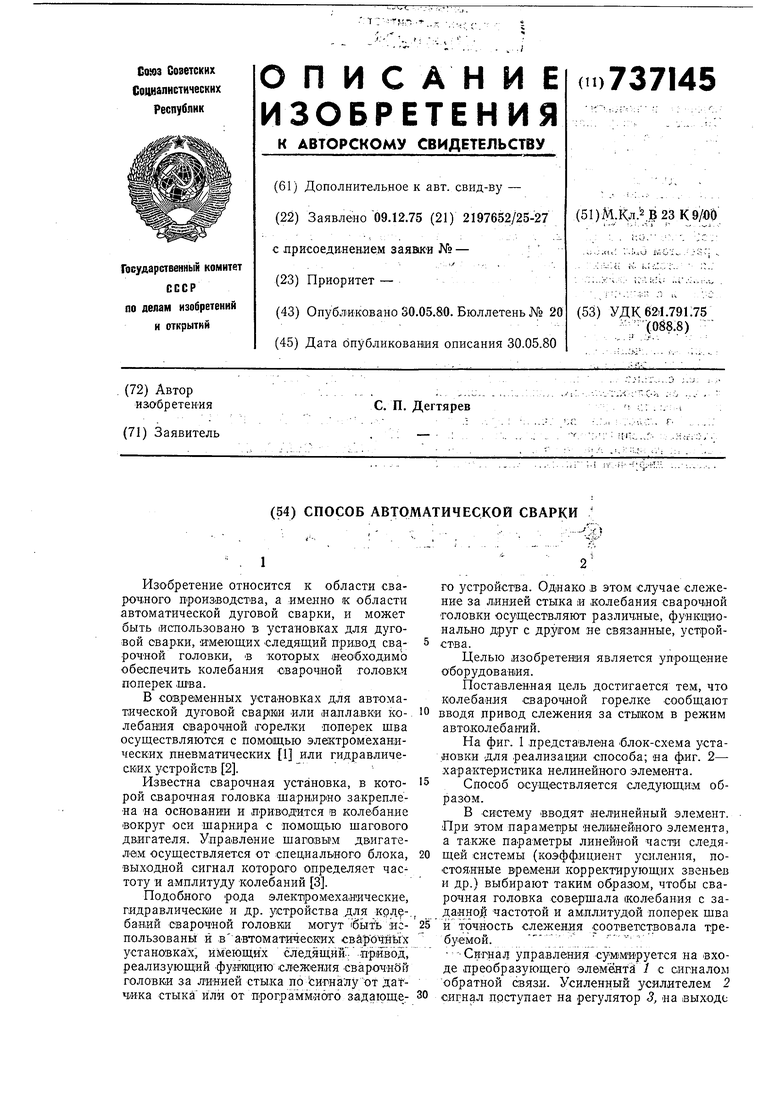
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления перемещением сварочной горелки относительно стыка | 1980 |
|
SU975276A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2261159C1 |
| Устройство для дуговой сварки с колебаниями электрода | 1986 |
|
SU1324792A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2448819C2 |
| Устройство для ориентации сварочной горелки | 1978 |
|
SU751540A1 |
| Способ слежения за линией стыка при сварке | 1990 |
|
SU1731515A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU872109A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1097471A1 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
