повысить надежность контакта токоведущих частей и снизить их износ.
Эта цель достигается тем, что шток привода сжатия вьшолнеи двусторонним и второй конец снабжен кронштейном с иодиружиненным толкателем, установленным нараллельно штоку н нропуш,енным через кориус, ирн этом токоиодвод к нижнему электроду соединен с толкателем, контактирующим со скобой нри сжатии электродов, а токоиодвод к верхнему электроду соединен с вторым концом штока.
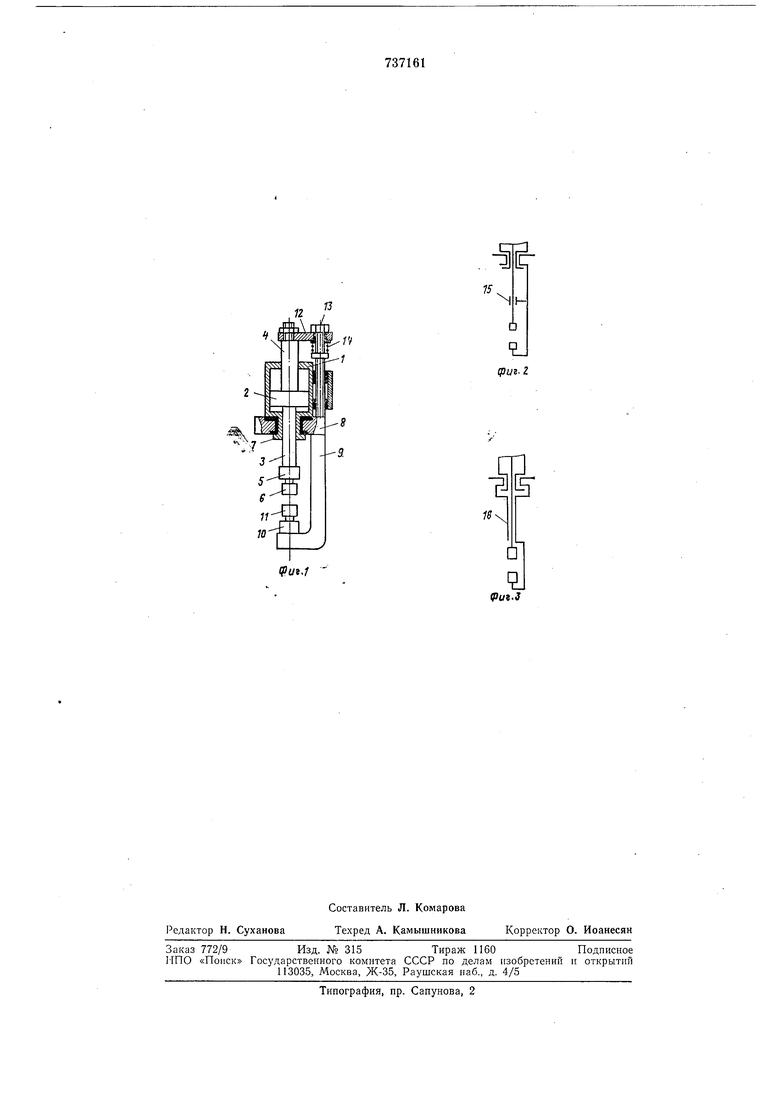
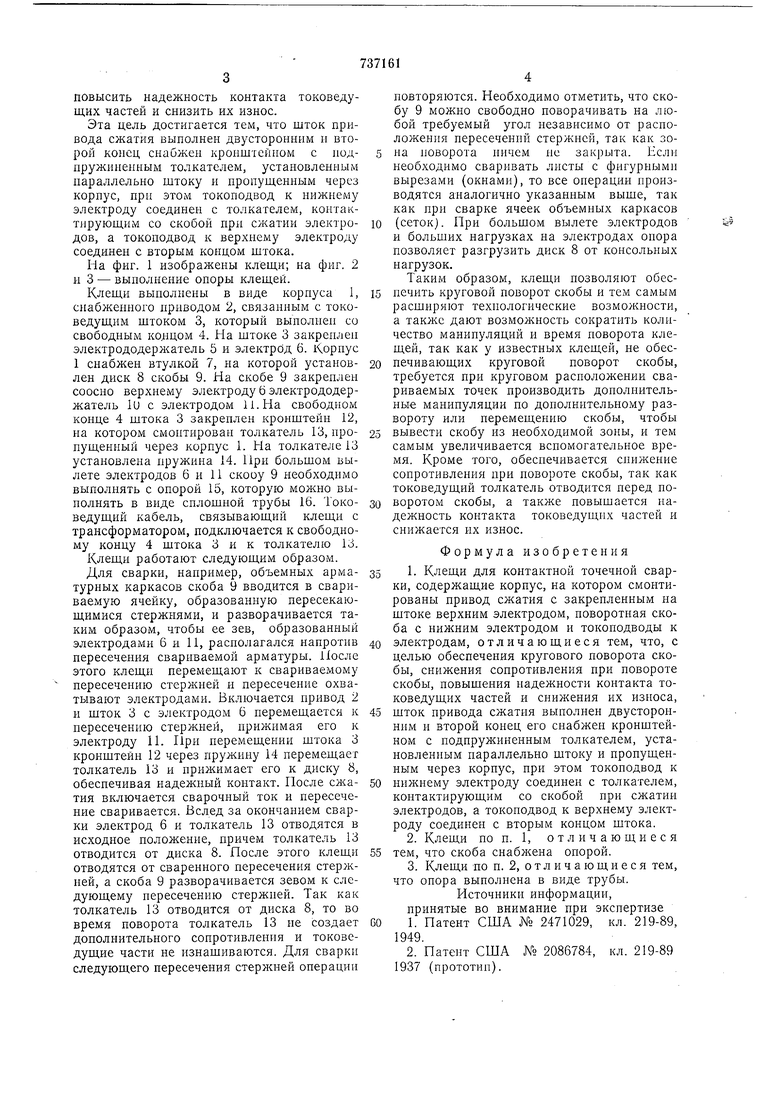
На фиг. 1 изображены клеш,и; на фиг. 2 н 3 - выиолнение оноры клеш,ей.
Клещи вынолнены в виде кориуса 1, снабженного нриводом 2, связаииым с токоведущим штоком 3, который выполнен со свободным концом 4. На штоке 3 закреилен электрододержатель 5 н электрод 6. Кориус 1 снабжен втулкой 7, на которой установлен диск 8 скобы 9. На скобе 9 закреилен соосио верхнему электроду 6 электрододержатель 1и с электродом И. На свободном конце 4 штока 3 закреплен кронштейн 12, на котором смонтирован толкатель 13, пропущенный через корнус 1. На толкателе 13 установлена нружнна 14. При большом вылете электродов 6 н 11 скооу 9 необходимо выполнять с онорой 15, которую можно выполнять в виде сплошной трубы 16. Токоведущий кабель, связывающий клещи с трансформатором, подключается к свободному концу 4 штока 3 и к толкателю 13.
Клещи работают следующим образом.
Для сварки, нанример, объемных арматурных каркасов скоба 9 вводится в свариваемую ячейку, образованную пересекающимися стержнями, и разворачивается таким образом, чтобы ее зев, образованный электродами 6 и 11, раснолагался напротив пересечения свариваемой арматуры. После этого клещн перемещают к свариваемому пересечепию стержией и иересечепие охватывают электродами. Включается нрнвод 2 н шток 3 с электродом 6 неремещается к нересечению стержней, нрнжимая его к электроду 11. Нри неремещении штока 3 кронштейн 12 через пружнну И перемещает толкатель 13 и прижимает его к диску 8, обеспечивая надежный контакт. Носле сжатия включается сварочный ток и пересечение сваривается. Вслед за окончанием сварки электрод 6 н толкатель 13 отводятся в исходное ноложенпе, причем толкатель 13 отводится от диска 8. После этого клещи отводятся от сваренного пересечения стержней, а скоба 9 разворачпвается зевом к следующему пересеченню стержией. Так как толкатель 13 отводится от диска 8, то во время поворота толкатель 13 не создает дополнительного сонротпвления и токоведущие части не изнащиваются. Для сварки следующего пересечения стержней операции
повторяются. Необходимо отметить, что скобу 9 можно свободно новорачивать на любой требуемый угол независимо от расноложения иересеченпй стержней, так как зона новорота ничем не закрыта. Еслн необходимо сваривать листы с фигурными вырезами (окнами), то все онерации производятся аналогично указанным выше, так как при сварке ячеек объемных каркасов
(сеток). Нри большом вылете электродов
и больших нагрузках на электродах опора
позволяет разгрузить диск 8 от консольных
нагрузок.
Таким образом, клещи позволяют обеснечнть круговой поворот скобы н тем самым расширяют технологнческне возмолшости, а также дают возможность сократить количество манипуляций и время поворота клещей, так как у известных клещей, не обеспечивающих круговой поворот скобы, требуется при круговом расположении свариваемых точек производить дополнительные манипуляции но дополнительному развороту или перемещению скобы, чтобы
вывести скобу из необходимой зоны, и тем самым увеличивается вспомогательное время. Кроме того, обеспечивается снижение сонротивлеиия при иовороте скобы, так как токоведущий толкатель отводится перед поворотом скобы, а также повышается надежность контакта токоведущнх частей и снижается нх износ.
Формула изобретения
1- Клещи для контактной точечной сварки, содержащие корпус, на котором смонтированы нривод сжатия с закрепленным на штоке верхним электродом, новоротная скоба с нижним электродом и токонодводы к
электродам, отличающиеся тем, что, с целью обеспечения кругового поворота скобы, снижения сонротивления при повороте скобы, повышения надежности контакта токоведущпх частей и снижения их износа,
шток привода сжатия выполнен двусторонним и второй конец его снабжен кронштейном с ноднружиненным толкателем, установленным иараллельно штоку и пропущенным через корпус, при этом токоподвод к
нижнему электроду соединен с толкателем, контактирующим со скобой при сжатии электродов, а токоподвод к верхнему электроду соединен с вторым концом штока.
2.Клещи по п. 1, отличающиеся тем, что скоба снабжена опорой.
3.Клещи по п. 2, отличающиеся тем, что опора выполнена в виде трубы.
Нсточники информации, принятые во внимание при экспертизе 1. Натент США № 2471029, кл. 219-89, 1949.
2. Патент США № 2086784, кл. 219-89 1937 (прототип).
.1
15
N
ID
J
. г
Ш
S
Ё
«ч
a
Put-3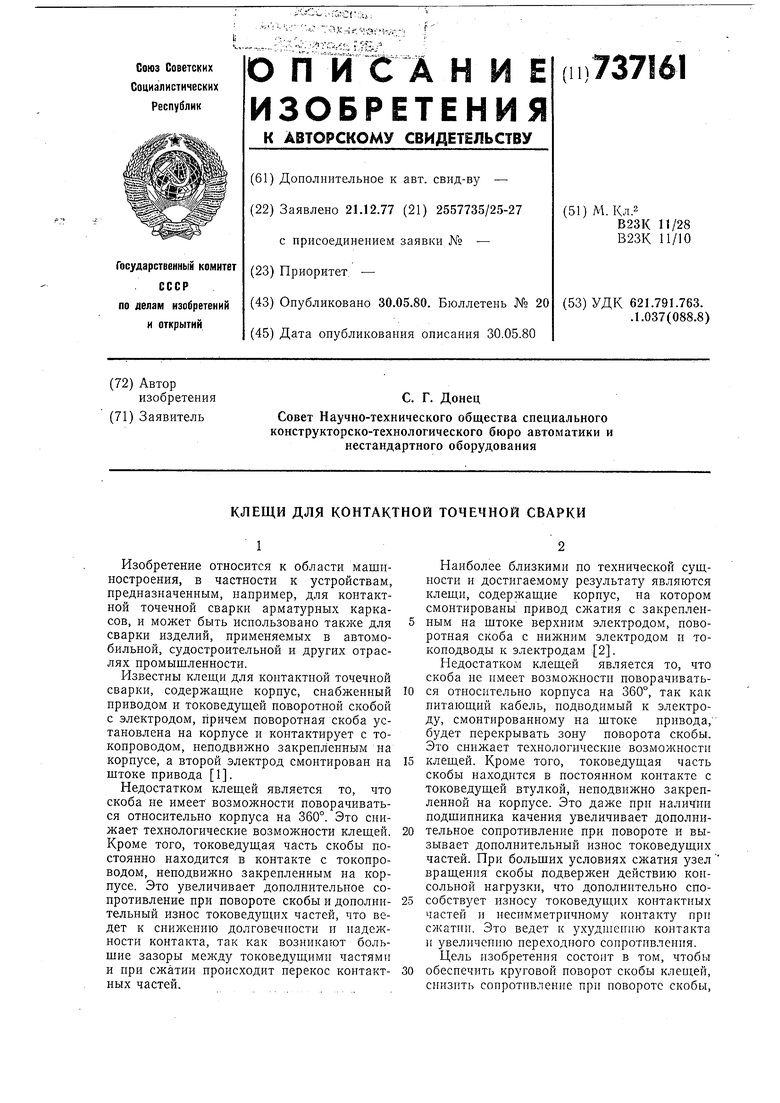
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точеч-НОй СВАРКи | 1977 |
|
SU795812A1 |
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1988 |
|
RU2011495C1 |
| Сварочные клещи для контактной точечной сварки | 1985 |
|
SU1291333A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ ^СЕСОЮоНАЯТмТ?ИТ1Ш-=ТЕ1Ш1?ОНМ| | 1972 |
|
SU331858A1 |
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
| Клещи для контактной точечной сварки | 1982 |
|
SU1087286A2 |
| Клещи для сварочных точечных машин | 1989 |
|
SU1698014A1 |
| Клещи для контактной точечной сварки | 1983 |
|
SU1131619A1 |
| Станок для контактной точечной сварки | 1970 |
|
SU335887A1 |
| Машина для контактной точечной сварки сеток | 1975 |
|
SU562360A1 |