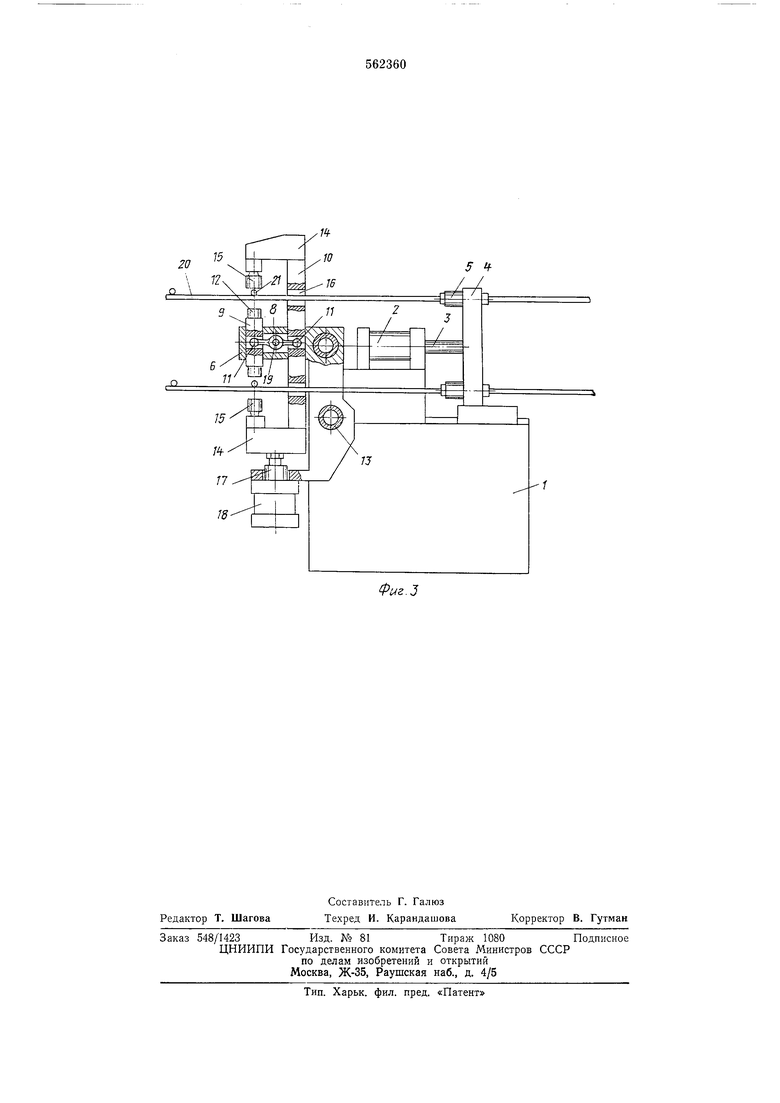
головка 6 выполнена с Г-образным электрододержателем 10, причем в этом случае шток 17 привода 18 сжатия соединяется с электрододержателем 9 или 10, что обеспечивает шахматное расположение приводов сжатия 18, позволяюш;ее сблизить сварочные головки на минимальное расстояние между собой для сварки ,сеток с малым расстоянием между продольными стержнями.
Для сварки двух сеток одновременно или объемных каркасов каждая сварочная головка 6 выиолняется с С-образным электрододержателем 10. В этом случае шток 17 привода сжатия 18 соединяется с кронштейном 14, а электрододержатель 9 снабжается дополнительными электродами 12, которые размещаются сверху и снизу.
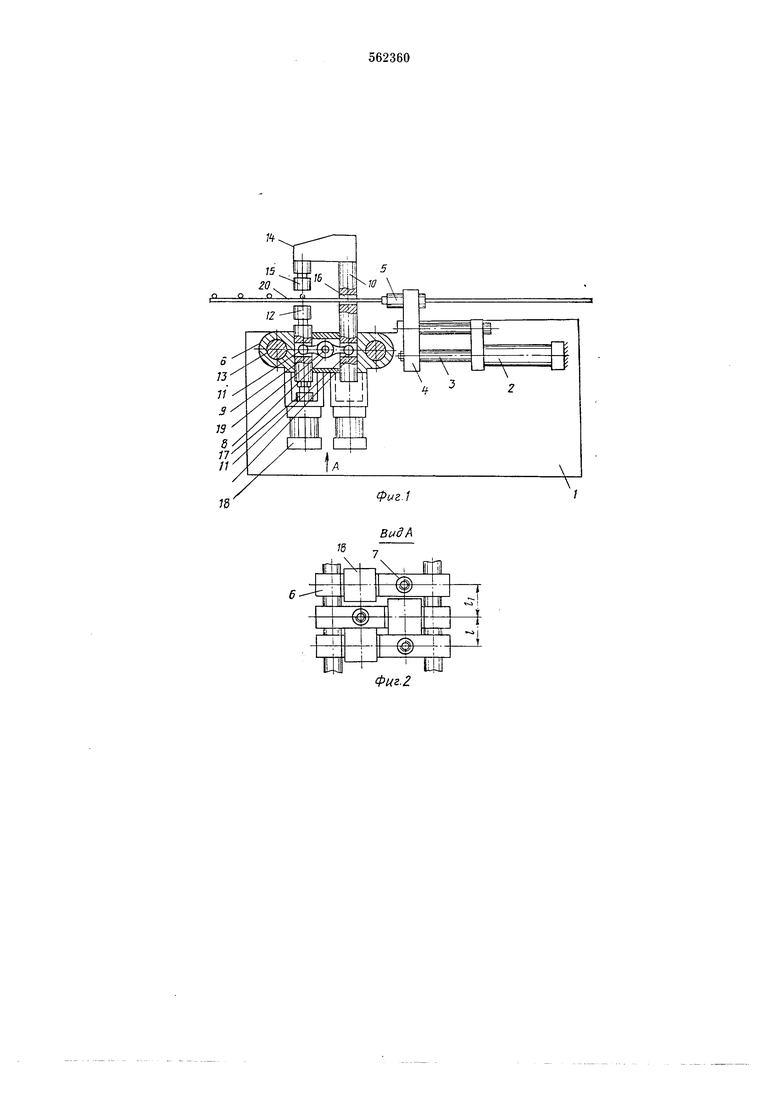
Каждый двуплечий рычаг монтируется на оси 19.
Работает машина следуюшим образом.
После заправки продольных стержней 20 под электроды 12 и 15 подается поперечный сте,р.Ж1ень 21 и дается команда на при;воды 18 сжатия, которые перемещают электрододержатели 9, а последние через рычаги 8 перемещают электрододержатели 10, сообщая электродам 12 и 15 встречные движения. При этом элбкгродамИ 12 и 15 сжимают пересечения стержней 20 « 21, которые свариваются после Пропускания сварочного тока.
По окончании штоки 17 приводов 18 сжатия возвращаются назад л перемещают электроды 12 и 15 в исходное положение. Затем дается команда на привод 2 продольной подачи, который цангами 5 перемещает продольные стерж1ни, а вместе с ними и сетку на шат.
Если штоки 17 приводов 18 сжатия соединены с электрододержателями 9, то в этом случае перемещаются эти электрододержатели, которые через рычаги 8 перемещают элгктрододержатели 9.
При сварке двух сеток или объемных каркасов обеспечивается попеременная сварка верхних или нижних пересечений стержней.
Предлагаемое выполнение iмaщины позвэ.ляет при встречном перемещении электродов обеспечить одновременный отвод их от стержней 20 и 21 и снизить за счет этого износ электродов нри перемещении стержней.
Kipo.Me этого, обеспечивается суммирование усилий, передаваемых через элементы 12 и 16. Это позволяет уменьшить, диаметр силовых приводов и снизить металлоемкость, а также обеопечить сварку сеток с малым расстоянием между продольными стержнями, причем это обеспечивается, в свою очередь, шахматным расположением приводов сжатия.
Формула изобретения
Машина для контактной точечной сварки сеток, содержащая размещенные на станине корпусы сварочных головок с подвижными
электрододержателямн с электродами и приводы сжатия сварочных головок, отличающаяся тем, что, с целью уменьшения габаритов машины, каждая сварочная головка снабжена шариирно закрепленным на корпусе
двуплечим рычагом, в свою очередь шарнирно связанным с электрододержателями, при этом в соседних головках с приводом сжатия связаны разноименные электрододержатели.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 317478, кл. В 23 К 11/10, 1968.
2.Патент США № 343711, кл. 140-112, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки сеток | 1972 |
|
SU573120A3 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU300986A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Машина для сварки плоских сеток | 1980 |
|
SU872119A1 |
| Устройство для изготовления сеток | 1971 |
|
SU576020A3 |
| Клещи для контактной микросварки | 1988 |
|
SU1611657A1 |
| Устройство для сварки арматурных каркасов | 1988 |
|
SU1602647A1 |
| Машина для контактной точечной сварки арматурных сеток | 1976 |
|
SU592497A1 |
| Машина для сварки плоских сеток | 1984 |
|
SU1183324A1 |
| Машина для контактной точечной сварки | 1973 |
|
SU465293A1 |
Фиг. 2
15
20
J8
