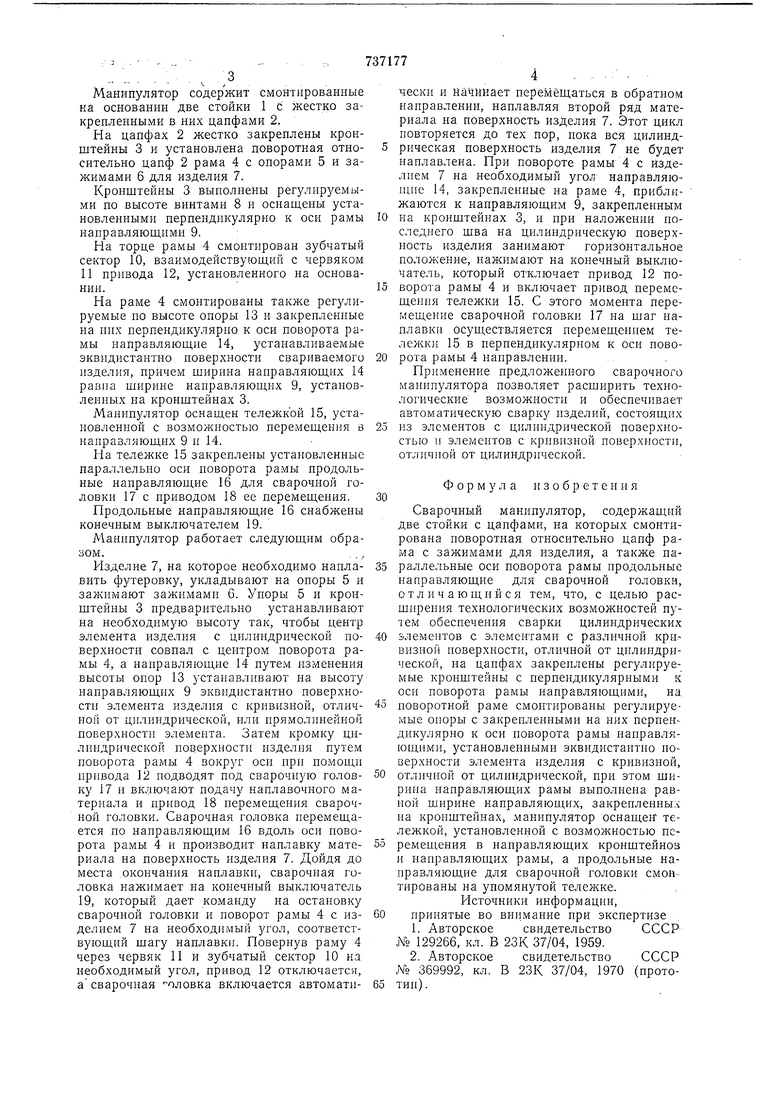
Манипулятор содержит смонтированные на основании две стойки 1 с жестко закрепленными в них цанфами 2.
На цанфах 2 жестко закреплены кронштейны 3 и установлена поворотная относительно цапф 2 рама 4 с опорами 5 и зажимами 6 для изделия 7.
Кронштейны 3 выполнены регулируемыми по высоте винтами 8 и оснашены установленными перпендикулярно к оси рамы направляюшими 9.
На торце рамы 4 смонтирован зубчатый сектор 10, взаимодействующий с червяком 11 привода 12, установленного на основании.
На раме 4 смонтированы также регулируемые по высоте опоры 13 и закрепленные на них перпендикулярно к оси поворота рамы направляюш,ие 14, устанавливаемые эквидистантно поверхности свариваемого изделия, причем ширина наиравляюших 14 равиа ширине направляющих 9, устаповлеппых на кронштейнах 3.
Манипулятор оснащен телелскЪй 15, установленной с возможностью перемещения в направляющих 9 и 14.
На тележке 15 закреплены установленные параллельно оси поворота рамы продольные направляющие 16 для сварочной головки 17 с приводом 18 ее перемещения.
Продольные направляющие 16 снабжены конечным выключателем 19.
Манипулятор работает следующим образом.
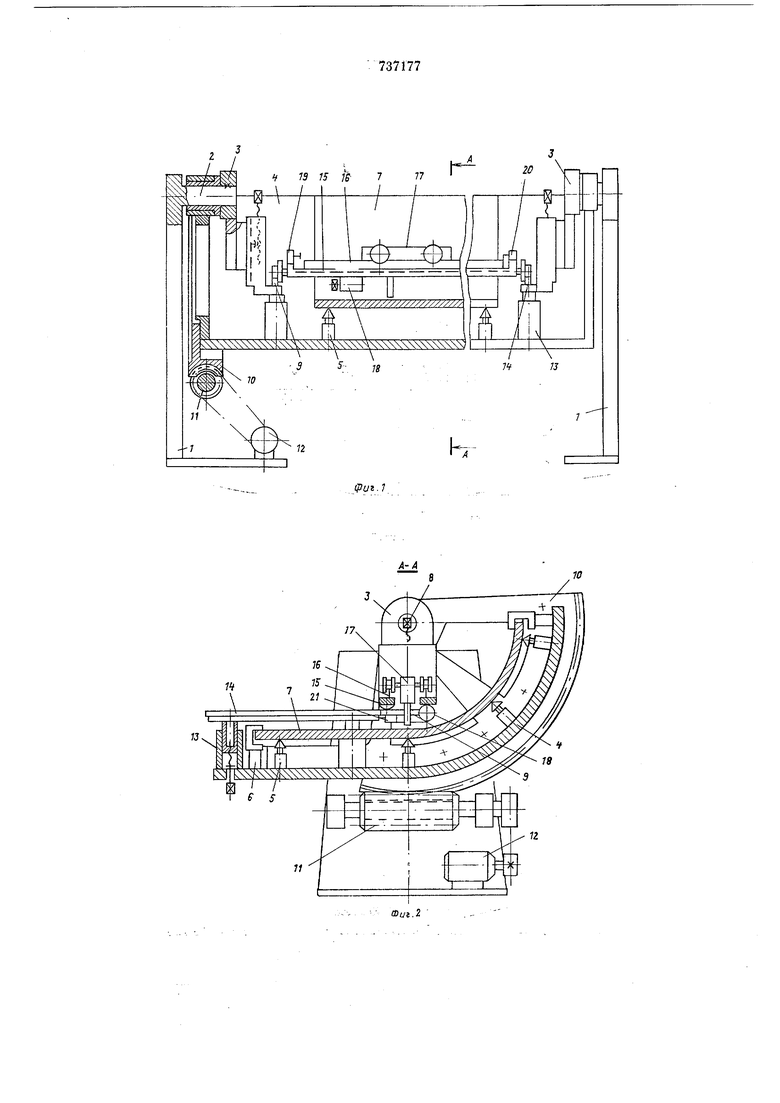
Изделие 7, на которое необходимо наплавить футеровку, укладывают на опоры 5 и зажимают зажимами 6. Упоры 5 и кронштейны 3 предварительно устанавливают на необходимую высоту так, чтобы центр элемента изделия с цилиндрической поверхности совпал с цеитром поворота рамы 4, а направляющие 14 путем изменения высоты опор 13 устанавливают иа высоту направляюших 9 эквидистантно поверхности элемента изделия с кривизиой, отличиой от цилиндрической, или прямолипейной поверхности элемента. Затем кромку цилиидрической поверхности изделия иутем поворота рамы 4 вокруг оси ири помощи привода 12 подводят под сварочную головку 17 и включают подачу наплавочного материала и привод 18 иеремещеиия сварочной головки. Сварочная головка перемещается но направляющим 16 вдоль оси иоворота рамы 4 и производит наплавку материала на поверхность изделия 7. Дойдя до места .окончания наплавки, сварочная головка нажимает па конечиый выключатель 19, который дает команду на остановку сварочной головки и поворот рамы 4 с изделием 7 на необходимый угол, соответствующий шагу наплавки. Повернув раму 4 через червяк 11 и зубчатый сектор 10 иа необходимый угол, привод 12 отключается, а сварочная оловка включается автоматически и Начинает перемещаться в обратном направлении, наплавляя второй ряд материала на поверхность изделия 7. Этот цикл повторяется до тех нор, пока вся цилиндрическая поверхность изделия 7 не будет наплавлена. При повороте рамы 4 с Нзделием 7 на необходимый угол направляющие 14, закрепленные на раме 4, приближаются к направляющим 9, закрепленным
на кронштейнах 3, и нрн наложении последнего шва на цилиндрическую поверхность изделия занимают горизонтальное положение, нажимают на конечный выключатель, который отключает привод 12 поворота рамы 4 и включает привод перемещения тележки 15. С этого момента перемещение сварочиой головки 17 на щаг наплавки осуществляется перемещением тележки 15 в нерпендикулярном к оси поворота рамы 4 направлении.
Примеиение предложеипого сварочного манипулятора иозволяет расщирить технологические возможиости и обеснечивает автоматическую сварку изделий, состоящих
из элементов с цилиндрической новерхиостью и элементов с кривизной поверхности, отличной от цилиндрической.
Формула и 3 о б р е т е и и я
Сварочный манипулятор, содержащий две стойки с цанфами, па которых смонтирована иоворотная относительно цаиф рама с зажимами для изделия, а также параллельные оси поворота рамы продольпые направляющие для сварочной головки, о т л и ч а ю щ н и с я тем, что, с целью расширеиия технологических возможностей нутем обеспечения сварки цилиндрических
элементов с элементами с различной кривизной новерхности, отлпчиой от цилиидрической, на цапфах закреплены регулируемые кроиштейны с иериендикулярными к оси поворота рамы нанравляюшими, на
поворотной раме смонтированы регулируемые опоры с закрепленными на них перпендикзлярно к оси иоворота рамы наиравляюи имн, устаиовленными эквидистантно новерхности элемента изделия с кривизной,
отлнчиой от цилиндрической, ири этом ширииа направляюших рамы выиолнена равной ширине направляющих, закрепленных на кронштейнах, манипулятор оснащен тележкой, установленной с возмол ;иостью перемещения в нанравляющих кронштейнов и нанравляюших рамы, а нродольные направляюшие для сварочной головки смонтированы на упомянутой тележке. Источники информации,
принятые во внимание нри экспертизе
1.Авторское свидетельство СССР № 129266, кл. В 23К 37/04, 1959.
2.Авторское свидетельство СССР № 369992, кл. В 23К 37/04, 1970 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ ДИСКООБРАЗНЫХ И ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ОПОРНЫМИ ОСЯМИ | 1998 |
|
RU2162775C2 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| Устройство для сборки,вальцовки и сварки кузовов шахтных вагонеток | 1985 |
|
SU1306676A1 |
| Установка для механизированной наплавки | 1989 |
|
SU1645086A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ДЕТАЛЕЙ С ИЗНОШЕННОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2002 |
|
RU2215625C1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1999 |
|
RU2154562C1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ НАПЛАВКИ В ВАКУУЛ1Е | 1972 |
|
SU332998A1 |
| Установка для электродуговой наплавки зубьев венцов | 1987 |
|
SU1567339A1 |
| Устройство для дуговой сварки | 1977 |
|
SU751539A1 |
| Манипулятор для вращения в процессе сварки изделий | 1978 |
|
SU751547A1 |
П
1f
II
7Ч
(риг .3
