1
Изобретение относится к области обработки оптических деталей, в частности на станках с угловым расположением инструмента относительно детали.
Известен снособ обработки сферических поверхностей с сообщением детали и установленному под углом к ее оси инструменту вращения, при этом направления угловых скоростей совпадают, а величина тловой скорости инструмента прямо пропорциональна величине угловой скорости детали н косинусу угла между пими 1.
Этот способ не может обеснечить высокую точиость обработки В силу неравномерности съема припуска по кольцевым зонам детали.
Цель изобретения - повышение точиости обработки нутем управления формообразованием.
Для этого по предлагаемому способу угловую скорость инструмента изменяют в соответствии с формулой
- - sina-/ /
где УОПТ - оптимальная относительная скорость;
а - угол между осями детали и инструмента;
R - радиус обрабатываемой сферы. При этом время выдержки соответствующей угловой скорости выбирают из условия
. I
X
fl--L)Aa,cCOS ) () V п TLГ г(2/г -j)
10
где tu - Время выдержки угловой скорости в центральной точке детали; п - число кольцевых зон, на которые разбит радиус сферы обрабатываемой поверхности детали;
15 i - номер зоны, отсчитываемой от верщины контакта детали и инструмента.
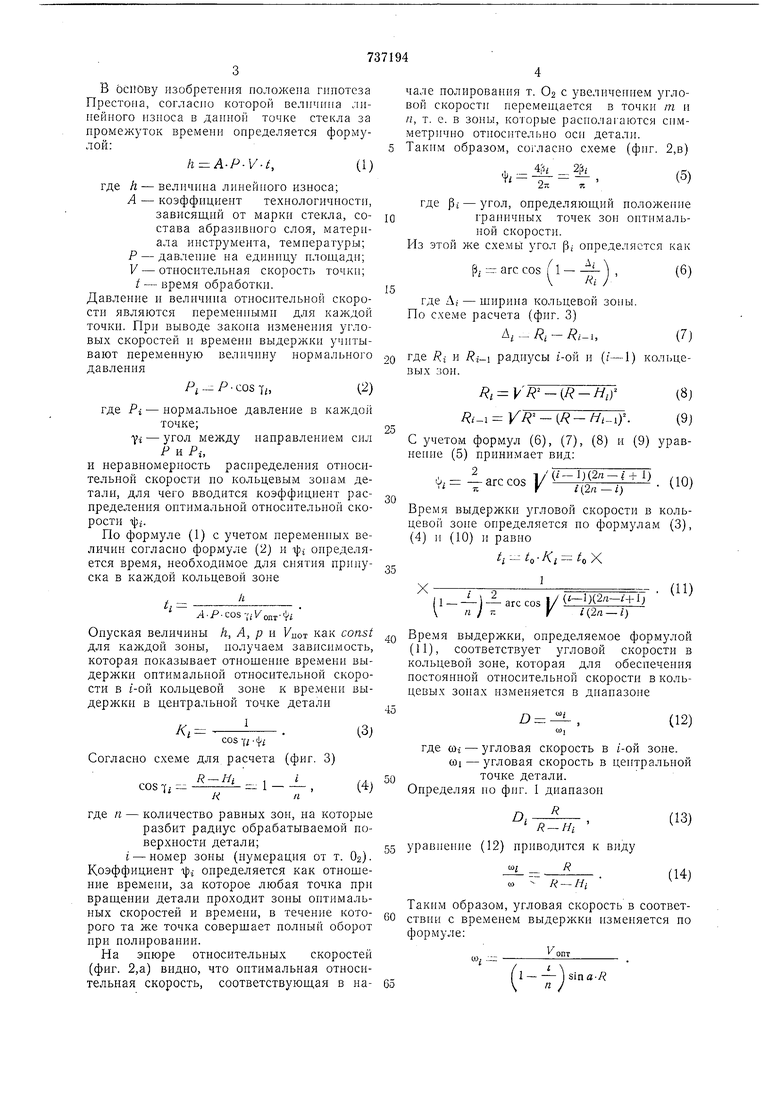
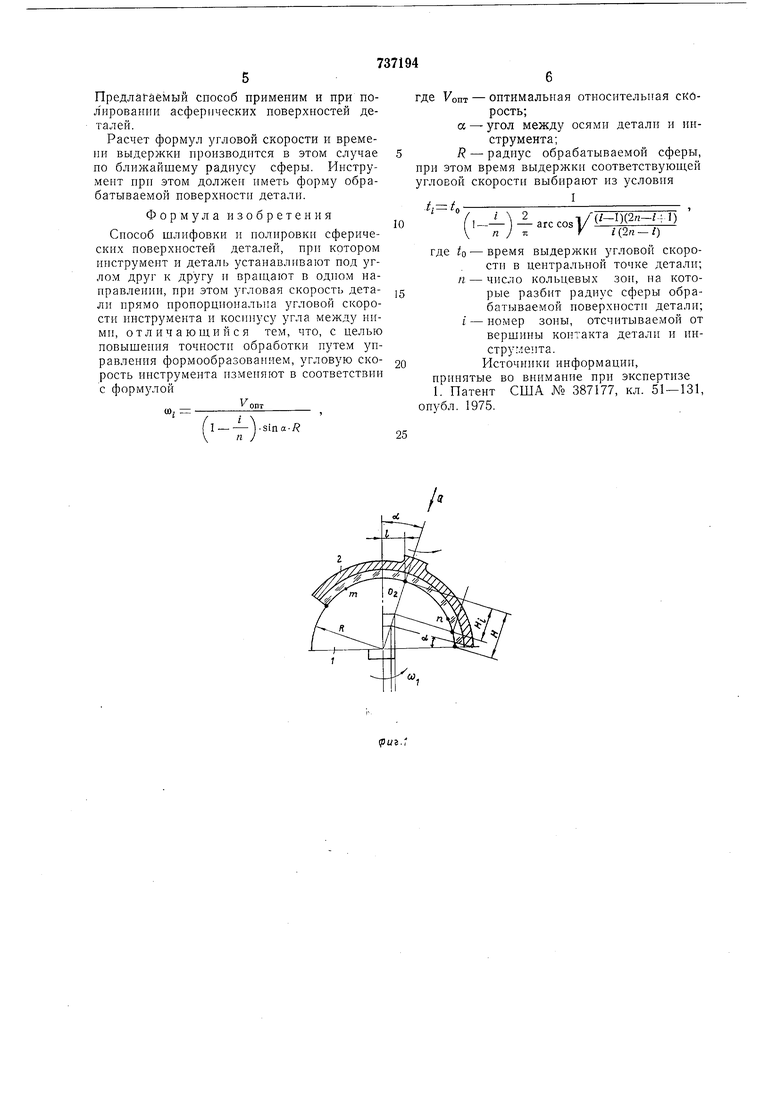
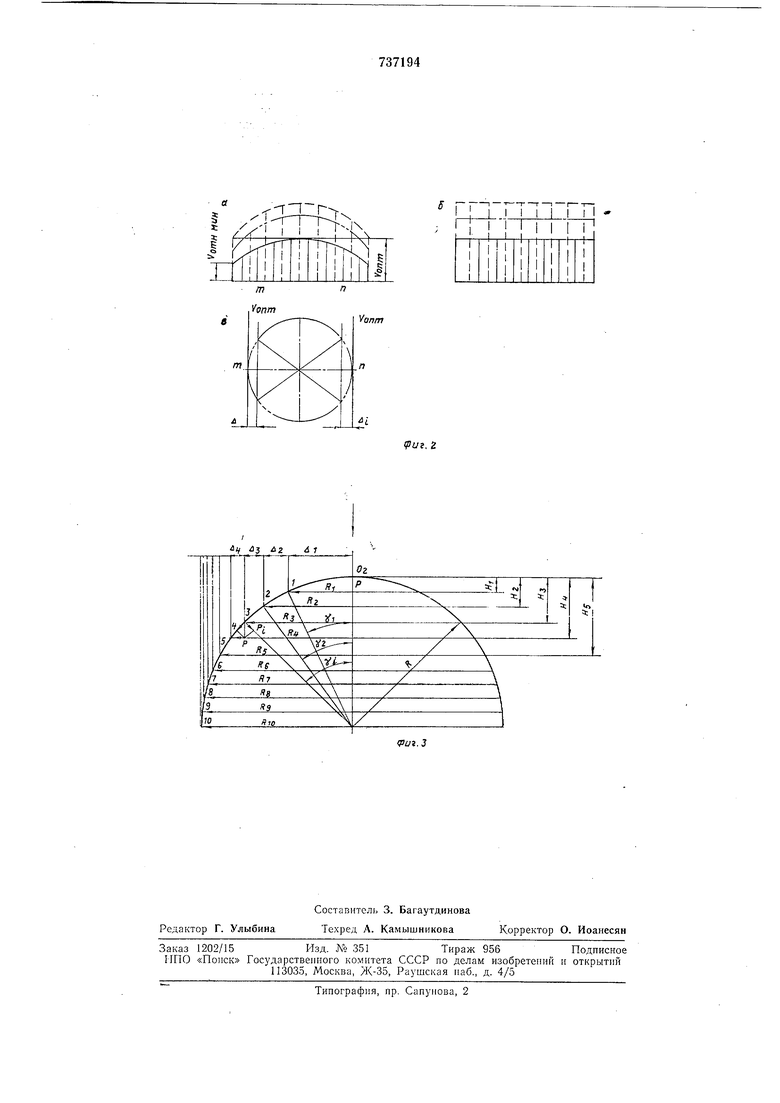
На фиг. 1 представлен один из возможных вариаитов взаимного расположения
20 инструмента и детали; на фиг. 2 (а, б, в) - соответственно эпюры мгновенной относительной скорости в плоскости чертежа и в плоскости, перпендикулярной плоскости чертежа и проходящей через ось детали, а
25 также схема для определення коэффициента расиределеиия оптимальиой относнтельной скорости; на фиг. 3 - схема для расчета величины угловой скорости н выдержки времени в каждой кольцевой зоне детали.
30 В основу изобретения положена гипотеза Престона, согласно которой величина .линейного нзиоса в дайной точке стекла за промежуток временн определяется формулой:h A-P-V-t, где h - велнчина линейного износа; А - коэффициент технологичности, зависящий от марки стекла, состава абразивного слоя, матернала ииструмента, температуры; Р - давленне на единицу илоицади; V-относительная скорость точкн; / - время обработки. Давление и велнчнна относительной скорости являются переменными для каждой точки. При выводе закона изменення угловых скоростей и времепп выдержки учитывают переменную величину нормального давлення Я,-Я. cos Т;,(2) где Pi - нормальное давление в каждой точке; 7г - угол между направлением сил Р и Pi, и перавномерность раснределения относительной скорости по кольцевым зонам детали, для чего вводится коэффициент распределения оптимальной относительиой скорости iljj. По формуле (1) с учетом перемеппых величин согласно формуле (2) и -фг определяется время, необходимое для снятия ирииуска в каждой кольцевой зоне Л.Р-соз-,;Копт- 1 / Опуская величины /г. Л, р и 1/иот как const для каждой зоны, иолучаем зависимость, которая показывает отиошенне времени выдержки оптимальной относительиой скорости в f-ой кольцевой зоне к времени выдержки в центральной точке детали К COS-fj-li Согласно схеме для расчета (фпг. 3) 1i cosT., где л - количество равных зон, на которые разбит радиус обрабатываемой новерхности детали; i - номер зоны (нумерация от т. 02). Коэффициент oft определяется как отношение времени, за которое любая точка при вращении детали проходит зоны оптимальных скоростей и времеии, в течение которого та же точка совершает полиый оборот при полироваппи. На эпюре относительных скоростей (фиг. 2,а) видно, что оитимальная относительная скорость, соответствующая в наале полирования т. 02 с увеличеннем углоой скорости перемещается в точки т и , т. е. в зоны, которые расиолагаются симметрично отиоснтельио осн детали. аким образом, согласио схеме (фиг. 2,в) ф --iEL- Ei 27t« где |3г - угол, определяющий положеиие граиичиых точек зоп оптимальной скорости. Из этой же схемы угол (3; определяется как 3; - arc cos I 1- / i где Дг - щирина кольцевой зоны. По схеме расчета (фиг. 3) Л, .,-;,,,(7j где Ri и Ri-i радиусы i-ой и (i-1) кольцевых зон. /, ; - ( - я,) / (./. С учетом формул (6), (7), (8) и (9) уравненне (5) принимает вид: 1 / (/ - 1) (2я - / -f I) ,1,, 0; -arc COS I/ . (10) яrI (2/1 - I) Время выдержки угловой скорости в кольцевой зоие определяется по формулам (3), (4) II (10) и равио ii- fo--f i (oX Г- . (11) (1- -)- arc cos I/(±i)() n ) T.У /(2/1 - / Время выдержки, определяемое формулой (11), соответствует угловой скорости в кольцевой зоне, которая для обеснечення постоянной относительной скорости в кольцевых зонах изменяется в диапазоне где Юг - угловая скорость в /-ой зоне. CU1 - угловая скорость в центральной точке детали. Определяя но фиг. 1 диапазон , уравнение (12) приводится к виду ю/ R W - Таким образом, угловая скорость в соответствии с времеием выдержки измеияется по форму;1е: ,l- - sina-/ n
Предлагаемый способ применим и при полировании асферических поверхностей деталей.
Расчет формул угловой скорости и времеии выдержки производится в этом случае по ближайшему радиусу сферы. Инструмеит прп этом должеи иметь форму обрабатываемой поверхности детали.
Формула изобретения
Сиособ шлифовки и полировки сферических поверхностей деталей, при котором инструмент и деталь устанавливают под углом друг к другу и врашают в одном направлении, при этом угловая скорость детали прямо пропорцпоиальпа угловой скорости ипструмента и косинусу угла между нимн, отличаюш,ийся тем, что, с целью повышення точности обработки путем управлеппя формообразованием, угловую скорость ииструмента изменяют в соответствии с формулой
...
I - - sina-R п 1
где VOHT - оптимальная отиосптельпая скбрость;
а - угол между осямп детали и инструмента;
R - радиус обрабатываемой сферы, при этом время выдержки соответствуюш,ей угловой скорости выбирают из условия
t, t.
-)агссозУ() п J Т1т I (2л - /)
/(2л-/)
где IQ - время выдержки угловой скорости в нейтральной точке детали; п - число кольцевых зои, иа которые разбит радиус сферы обрабатываемой поверхиостн деталн; i - номер зоны, отсчитываемой от вершины контакта детали и ииструмента.
Источники информации, иринятые во внимание нрн экспертизе 1. Патент США № 387177, кл. 51 - 131, опубл. 1975.
25
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий с наклонной образующей | 1990 |
|
SU1803278A1 |
| Способ обработки сферических поверхностей | 1986 |
|
SU1414581A1 |
| Способ абразивной обработки сферических поверхностей | 1986 |
|
SU1404284A1 |
| Способ выглаживания деталей | 1990 |
|
SU1752529A1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ СФЕРЫ ОБКАТНЫМ КОЛЬЦОМ | 2004 |
|
RU2259911C1 |
| Способ точения некруглых в попереч-HOM СЕчЕНии ТЕл | 1977 |
|
SU818752A1 |
| Способ обработки отверстий с наклонной образующей | 1991 |
|
SU1836998A1 |
| СПОСОБ НАЛАДКИ ТОКАРНОГО СТАНКА | 1972 |
|
SU424662A1 |
| Способ обработки сквозных конических отверстий кольцевым инструментом | 1989 |
|
SU1741977A1 |
| Способ бесцентрового шлифования шариков | 1989 |
|
SU1742040A1 |
ul 43 iu2 61
