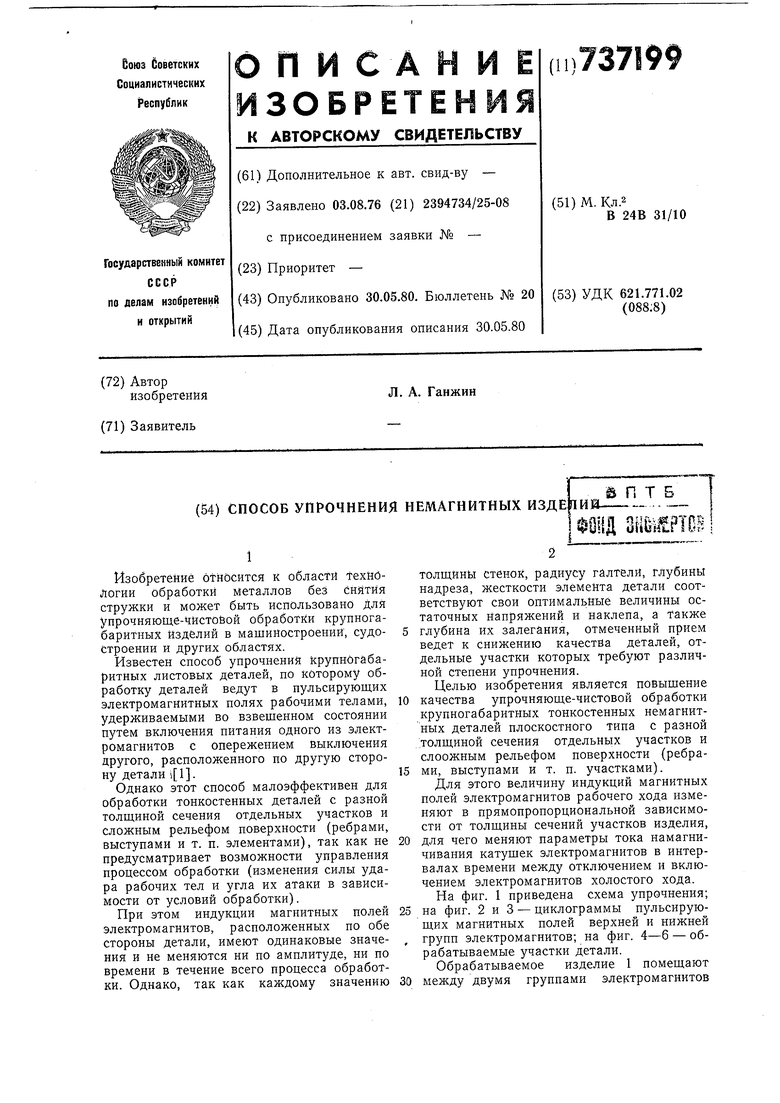
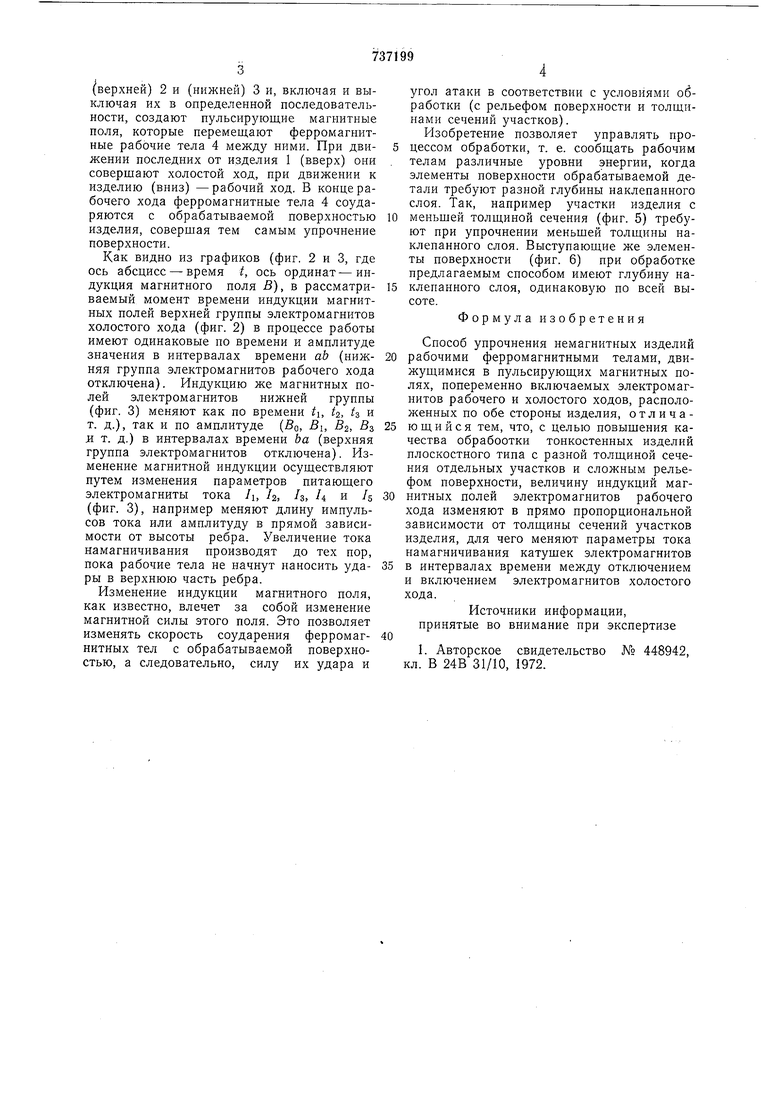
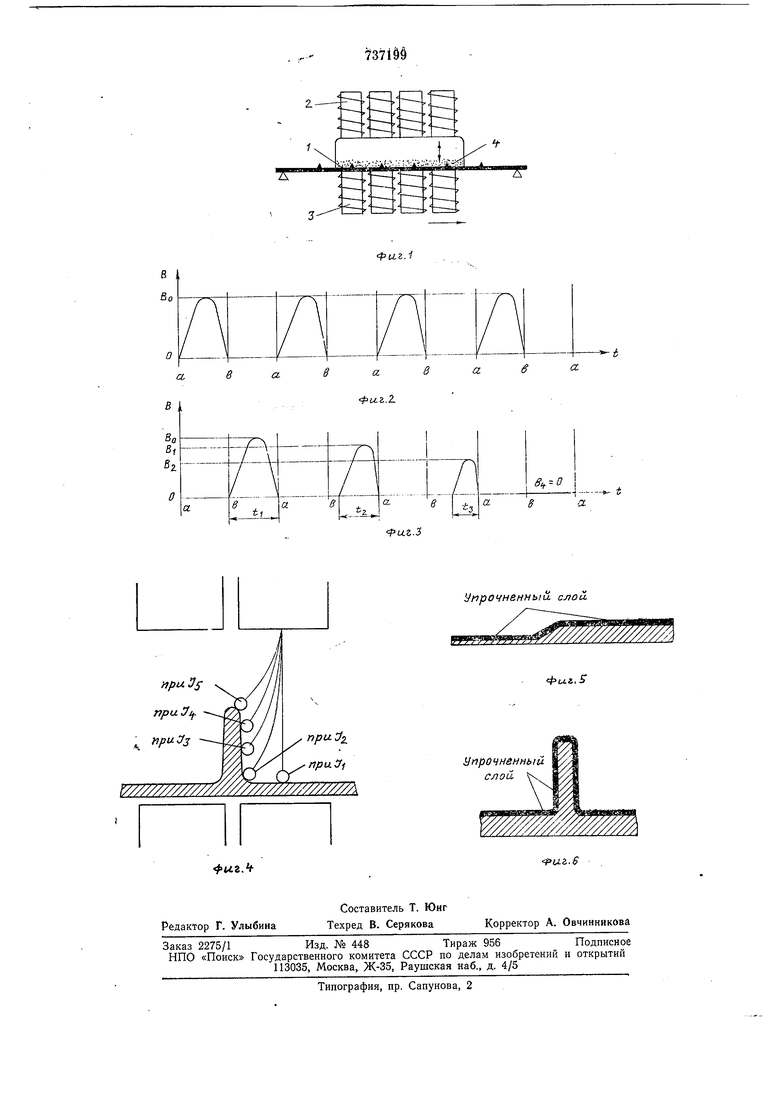
(верхней) 2 и (нижней) 3 и, включая и выключая их в определенной последовательности, создают пульсирзаощие магнитные поля, которые перемеш,ают ферромагнитные рабочие тела 4 между ними. При движении последних от изделия 1 (вверх) они совершают холостой хход, при движении к изделию (вниз) -рабочий ход. В конце рабочего хода ферромагнитные тела 4 соударяются с обрабатываемой поверхностью изделия, совершая тем самым упрочнение поверхности. Как видно из графиков (фиг. 2 и 3, где ось абсцисс - время t, ось ординат-иидукция магнитного поля В), в рассматриваемый момент времени индукции магнитных полей верхней группы электромагнитов холостого хода (фиг. 2) в процессе работы имеют одинаковые но времени и амплитуде значения в интервалах времени аЬ (нижняя группа электромагнитов рабочего хода отключена). Индукцию же магнитных полей электромагнитов нижней группы (фиг. 3) меняют как по времени /ь t, tz и т. д.), так и по амплитуде (So, Bi, В, В .и т. д.) в интервалах времени Ьа (верхняя группа электромагнитов отключена). Изменение магнитной индукции осушествляют путем изменения параметров питаюшего электромагниты тока /ь /г, /з, /4 и /g (фиг. 3), например меняют длину импз льсов тока или амплитуду в прямой зависимости от высоты ребра. Увеличение тока намагничивания производят до тех пор, пока рабочие тела не начнут наносить удары в верхнюю часть ребра. Изменение индукции магнитного поля, как известно, влечет за собой изменение магнитной силы этого поля. Это позволяет изменять скорость соударения ферромагнитных тел с обрабатываемой поверхностью, а следовательно, силу их удара и угол атаки в соответствии с условиями обработки (с рельефом поверхности и толшинами сечений участков). Изобретение позволяет управлять процессом обработки, т. е. сообщать рабочим телам различные уровни энергии, когда элементы поверхности обрабатываемой детали требуют разной глубины наклепанного слоя. Так, например участки изделия с меньшей толщиной сечения (фиг. 5) требуют при упрочнении меньшей толшины наклепанного слоя. Выступающие же элементы поверхности (фиг. 6) при обработке предлагаемым способом имеют глубину наклепанного слоя, одинаковую по всей высоте. Формула изобретения Способ упрочнения немагнитных изделий рабочими ферромагнитными телами, движущимися в пульсирующих магнитных полях, попеременно включаемых электромагнитов рабочего и холостого ходов, расположенных по обе стороны изделия, отличающийся тем, что, с целью повышения качества обрабоотки тонкостенных изделий плоскостного типа с разной толщиной сечения отдельных участков и сложным рельефом поверхности, величииу индукций магнитных полей электромагнитов рабочего хода изменяют в прямо пропорциональной зависимости от толщины сечений участков изделия, для чего меняют параметры тока намагничивания катушек электромагнитов в интервалах времени между отключением и включением электромагнитов холостого хода. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство № 448942, кл. В 24В 31/10, 1972.