Настоящее изобретение относится к устройствам для многоточ-ечной контактной электросварки, например арматуры железобетонных сооружений.
Подобные устройства снабжаются
рядом электродов с гидравлическим
приводом, которые включаются лоочередно при по-мопд и расцределите..ля, вращаемого электродвигателем
Согласно изобретению, предлагается выполнять устройство в виде несущей указанные электроды консоли, которая прикрепляется к обычным сварочным машинам (вместо верхнего коромысла). Привод электродов снабжается дополнительным штоком, служаш.им для включения соответствующего электрода в сварочную цепь после прижатия электрода к мвделию. При этом распределитель выполняется так, что он обеспечивает сначала предварительное сжатие изделия всеми электродами, а затем ггосле.довательное пропускание сварочного тока и повышение давления.
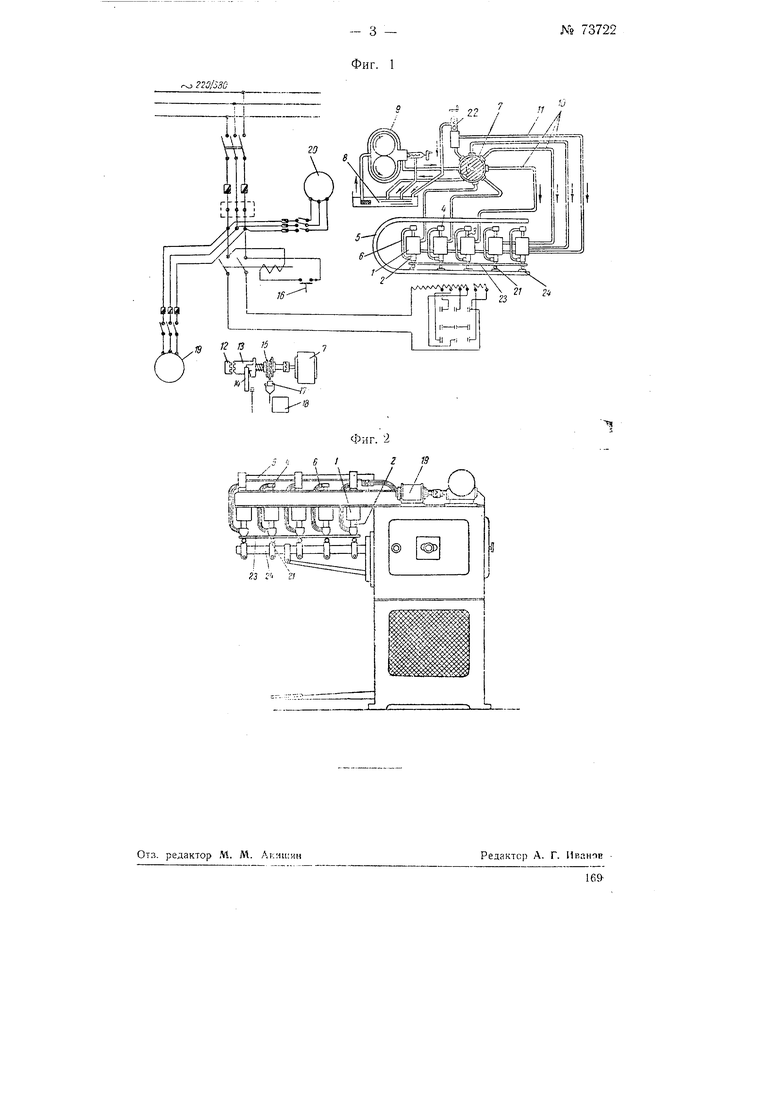
На фиг. 1 приведена принципиальная схема предлагаемого устройства; на фиг. .2 установка его на обычную сварочную машину для точечной сварки.
Устройство состоит из сварочной части, гидравлического оборудования, механизма для подачи прутков и 1механ1изма управления.
В сварочную часть (фиг. I) входят пять гидравлических цилиндров / со штоками 2 и 3. К нижнему штоку 2 укрепляется электрод, а верхний 3 заканчивается специальным наконечником 4, кофорый служит для подключения к распределительной шине 5. Штоки 2 соединяются с наконечником 4 нри помощи гибких шин 6.
Гидравлическоеоборудование
включает в себя лмаслораспределительный золотник 7, масляный бак 5, масляный насос 9 и систему маслопроводов 10 и 11.
Механизм управления состоит «з кулачковой муфты 12-13, рычага 14, составного профильного кулачка 15, прерывателя 16-17-18 и электродвигателя 19 с редуктором. Электродвигатачь 19 служит одиавременно для синх;ронного вращения золотника 7Масляный насос 9 приводится в движение электродвигателем 20.
Процесс сварки происходит следующим образам.
При нажатии ногой на педаль
167
сварочной машины к электродам подается очередной пруток 21. Затем поворотом рычага М включается муфта , делающая один оборот, в результате чего начинает вращаться кулачок прерывателя и ротор золотника 7. В начале вращения золотника во все цилиндры по маслопроводу 11 подается предварительное давление, регулируемое регуляторо|м давления 22, благодаря чему поперечный пруток 23 прижимается одновременно всеми электродами. При дальнейшем вращении золотника е первый цилиндр по маслопроводу, 10 будет поступать масло с повышенньш давлением, вследствие чего увеличивается сжатие свариваемых проволок м обеспечивается -подключение контакта 4 к распределительной шине 5.
По1сле этого выключается ток и происходит, сварка. Затем золотник сообщает цилиндр с отводной трубкой, давление резко падает, вследствие чего шток 2 с электродом поднимается, а шток 3 опускается и контакт 4 отсоединяется от распредел1ительной Шины. В дальнейшем процесс последовательно повторяется по всем цилиндрам до завершения полного цикла приварки прутка, и муфта 12-13, совершив полный оборот, автоматически -отключается.
Цикл сварки одной точки происходит на протяжении поворота кулачка 15 т золотника 7 па угол около 45°, что позволяет в широ-ких пределах регулировать время пропускания сварочного тока и давление, создавая самостоятельный режим для каждой точки.
Приспособление устанавливается на корпус одной из обычных сварочных машин, для чего предварительно снимается верхнее качающееся коромысло и удлиняется БИЖНИЙ электрододержатель 24 (фиг. 2).
Пред м е т изобретения
1.Устройство для многоточечной контактной электросварки, например арматуры железобетонных соо-ружений, снабженное рядом электродов с гидравлическим приводом-, включаемых поочередно при помощи распределителя, вращаемого электродвигателем, отличающееся тем, что оно выполнено в виде прикрепляемой к обычным сварочным машинам (вместо верхнего коромысла) консоли, «есущей указанные электроды, привод которых снабжен дополяительным штоком, служащим для включения соответствующего электрода в сварочную цепь послеприжатия электрода к изделию.
2.Устройство ло п. 1, отл и ч а ющееся тем, что распределитель, выполнен так, что он обеспечивает сначала предварительное сжатие из... делия всеми электродами, а затем последовательное пропускание сва-рочного тока и повышение давления,.
, 2Йб-
№ 73722
t/
Фиг. 1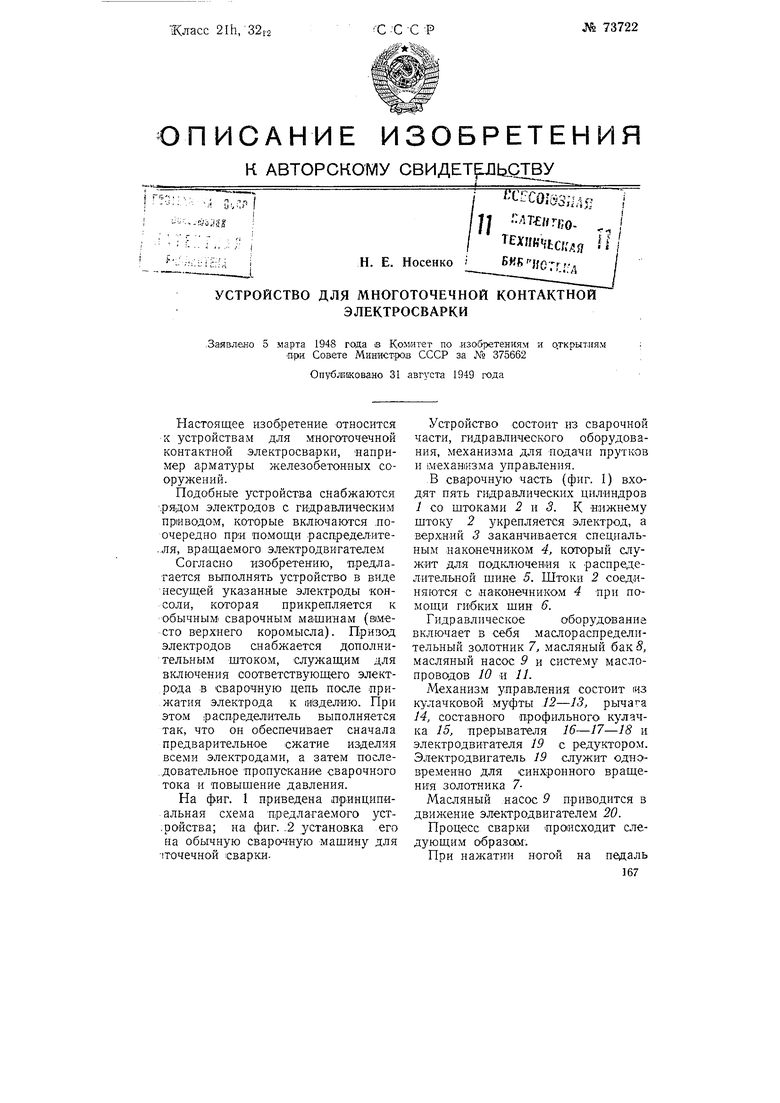

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ точечной электросварки | 1939 |
|
SU59878A1 |
| Станок для сварки проволочных сеток | 1938 |
|
SU54892A1 |
| Электрогидравлическое устройство для контактной сварки | 1947 |
|
SU86339A1 |
| Устройство для контактной сварки | 1940 |
|
SU59880A1 |
| Машина для шовной сварки | 1938 |
|
SU56047A1 |
| Аппарат для автоматической электродуговой сварки под слоем флюса заклепочных швов | 1948 |
|
SU78484A1 |
| Машина для сварки арматурных сеток | 1956 |
|
SU109784A1 |
| Устройство для полуавтоматической дуговой электросварки под слоем флюса | 1947 |
|
SU75636A2 |
| Устройство для точечной сварки на стыковой машине круглых прутков в тестах их пересечения | 1945 |
|
SU68781A1 |
| Электроконтактная сварочная машина для восстановления и упрочнения деталей | 1989 |
|
SU1703332A1 |
IW
