f Ю i6 //
о о 4;
00
Изобретение относится к изготовлению пррстранстенных арматурных каркасов железобетонных труб, преимущественно, большого диаметра.
Цель изобретения - повышение качества сварки и упрощение конструкции.
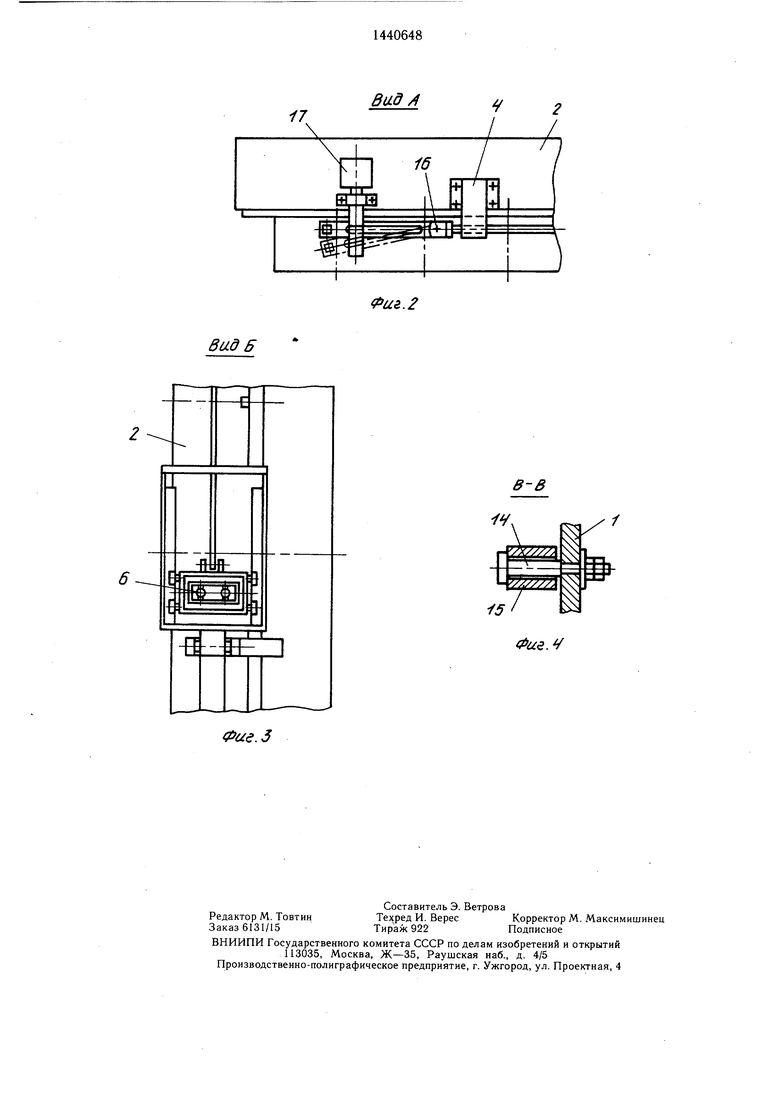
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1.
Устройство состоит из планшайбы 1, смонтированной в раме 2, на которой установлен привод 3 поперечного перемещения и направляющая 4. Планшайба 1 через кинематическую передачу связана с механизмом 5 вращения каркаса. Сварочная головка 6 с шарнирно установленным в ней электрододержателем 7 с электродами 8 (например, штыревого типа) шарнирно соединена с приводом 3 через вертикальную штангу 9, которая кинематически связана (например, через передачу шестерня-рейка) с горизонтальной штангой 10, базирующейся в направляющей 4. Демпфирующее устройство 11 установлено на горизонтальной штанге 10, а на ее конце имеется упор 12, установленный вертикально, имеющий в этой плоскости возможность регулировки для обеспечения соответствующего режима сварки, например за счет передачи винт-гайка.
На планшайбе 1 против места установки каждого продольного стержня 13 свариваемого каркаса смонтированы пальцы 14 с установленными на них вращающимися роликами 15.
Но для обеспечения сварки с определенным чередованием пересечения арматуры, например через одно пересечение, через два и т. д., горизонтальная штанга 10 в зоне между упором 12 и направляющей 4 оснащена шарниром 16 и в этой же зоне она соединена с приводом 17 (например, со штоком силового цилиндра, с рычагом электромагнита и т. д.), установленным на раме 2.
Устройство работает следующим образом.
Предварительно заправленная продольными стержнями 13 с подведенной к ним поперечной арматурой 18 планшайба 1 через привод 3 получает вращение. В момент контакта упора 12 с роликом 15 привод 3 прижимает электроды 8 к пересечению продольных стержней 13 и поперечной арматуры 18 и планщайба 1, вращаясь, роликом 15 уводит упор 12 влево, а горизонтальная штанга 10 через кинематическую связь и вертикальную штангу 9 поднимает сварочную головку 6 на соответствующую высоту, причем продольные оси сварочных электродов 8 за все время подъема сварочной головки 6 перпендикулярны касательной окружности, на которой размещены продольные стержни 13, благодаря щарнирно установленному электрододержателю 7 в сварочной головке 6. Вращаясь,
планшайба 1 заводит в крайнее левое положение упор 12, после чего он соскакивает с контактирующей с ним втулки. В это же время срабатывает привод 3, выводя
из контакта с пересечением стержней 13 с арматурой 18 электроды 8 и сварочная головка б под действием собственного веса возвращается в исходное положение, а удар компенсируется демпфирующим устройством П.
В процессе сварки обеспечивается автоматическая установка электродов в направлении спирально навиваемой поперечной арматуры 18 благодаря имеющимся в конструкции электрододержателя 7 двум сте5 пеням свободы.
Для обеспечения сварки с определенным чередованием пересечений арматуры, например через одно пересечение, через два и т. д., привод 17 периодически по заданной программе выводит из зацепления
0 с роликом 15 упор 12, воздействуя на левую часть горизонтальной штанги 10. Таким образом, при использовании изобретения, уравняв линейную скорость сварочной головки 6 с окружной скоростью план5 шайбы 1, и обеспечив возможность регулировки упора 12 по высоте можно обеспечить оптимальный режим сварки и тем самым приблизить прочность сварного шва к прочности основного металла.
Предлагаемое устройство за счет улуч0 шения качества сварки арматурных каркасов железобетонных труб позволит увеличить срок их службы.
Формула изобретения
5 1. Устройство для контактной точечной сварки пространственных арматурных каркасов, содержащее раму со смонтированной в ней планшайбой, механизм вращения каркаса, сварочную головку и механизм перемещения сварочной головки, отличающееся тем, что, с целью повышения качества сварки и упрощения конструкции, механизм перемещения сварочной головки выполнен в виде установленных в направляющих рамы кинематически связанных между собой
5 взаимно перпендикулярных штанг, одна из которых снабжена, демпфером и упором, планшайба снабжена смонтированными на ней пальцами с роликами, смонтированными с возможностью взаимодействия с упором штанги, а другая штанга шарнирно
0 связана со сварочной головкой.
2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения регулировки рабочего цикла, упор на штанге установлен шарнирно а рама снабжена приводом отклонения упора.
5 3. Устройство по п. 1, отличающееся тем, что- сварочная головка установлена с возможностью поперечного перемещения от привода.
0
BijLd /I
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1524974A2 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1459865A1 |
| Установка для изготовления арматурных каркасов железобетонных изделий | 1987 |
|
SU1435734A2 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1977 |
|
SU716687A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1669664A1 |
| Установка для изготовления арматурных каркасов железобетонных изделий | 1985 |
|
SU1285131A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1974 |
|
SU595043A1 |
| Устройство для сварки арматурных каркасов | 1986 |
|
SU1461606A1 |
Изобретение относится к изготовлению пространственных арматурных каркасов. Цель изобретения - повышение качества сварки и упрощение конструкции. При вращении планшайбы 1 с установленной в ней арматурой сварку осуществляют сварочной головкой 6, выполненной с возможностью перемещения вместе со свариваемым пересечением арматуры. Перемещение головки осуществляется с помощью штанг 10 и 9, кинематически связанных между собой, и упора 12, контактирующего с пальцами, закрепленными на планшайбе. Упор 12 установлен на штанге 10 шарнирно. Этим обеспечивается сварка с определенным чередованием пересечений. Сварочная головка установлена на штанге 9 с возможностью поперечного перемещения. Устройство обеспечивает оптимальный режим сварки. Упрощается эксплуатация устройства для изготовления арматурных каркасов. 2 з.п.ф-лы, 4 ил. tp
Bad 6
Фае.З
Фиг. 2
B-B
Фие.
| Устройство для точечной электросварки арматурных каркасов | 1952 |
|
SU99983A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
