апроблеиие
i/ccf/ ue f/am) f affctBae/ fou с/рма- mt/pfff
74
4 4ik
О 05 4ib
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом сварки арматурных каркасов | 1976 |
|
SU554972A1 |
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1101337A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Установка для изготовления арматурныхКАРКАСОВ | 1979 |
|
SU800324A1 |
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1109289A1 |
| Устройство для сварки пространственных арматурных каркасов | 1987 |
|
SU1496956A1 |
| Устройство для изготовления конических арматурных каркасов | 1980 |
|
SU903540A1 |
| Установка для изготовления арматурных каркасов | 1990 |
|
SU1738977A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1440648A1 |
| Устройство для сварки объемных арматурных каркасов | 1988 |
|
SU1593842A1 |
Изобретение относится к области машиностроения, в частности к производству установки для изготовления пространственных каркасов, и может найти применение в строительной индустрии. Цель изобретения - упрощение конструкции и повышение эксплуатационной надежности. Устройство выполнено в виде поворотных звездочек 12, смонтированных на оправке 2 приводной планшайбы 1. Усилие натяжения навиваемой спиральной арматуры 14, действующее на сваренный продольный стержень 5, воспринимается боковой поверхностью зуба звездочки 12. При вращении планшайбы 1 после сварки звездочки 12 последовательно поворачиваются на один шаг под воздействием навиваемой спиральной арматуры 14. Установка позволяет снизить металлоемкость и трудозатраты на ее изготовление, ремонт и обслуживание. 5 ил. сг S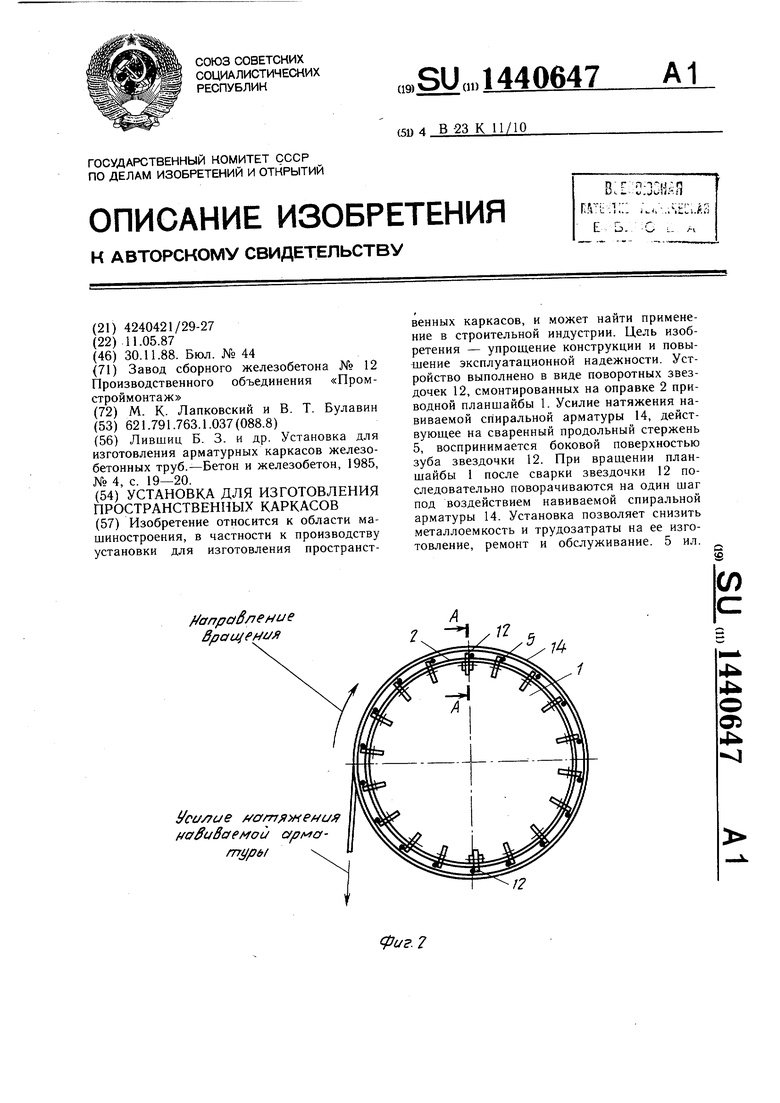
и.2
Изобретение относится к машиностроению, в частности к производству установок для изготовления пространственных каркасов, и может найти применение в строительной индустрии.
Цель изобретения - упрощение конструкции и повышение эксплуатационной надежности.
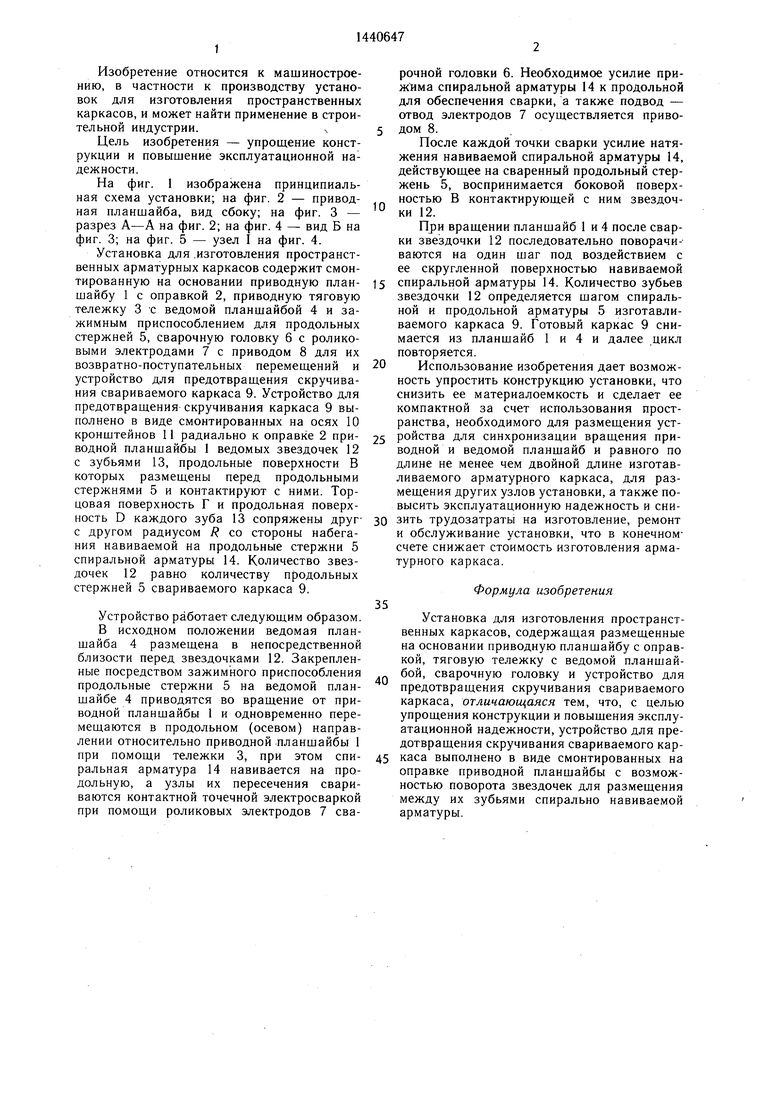
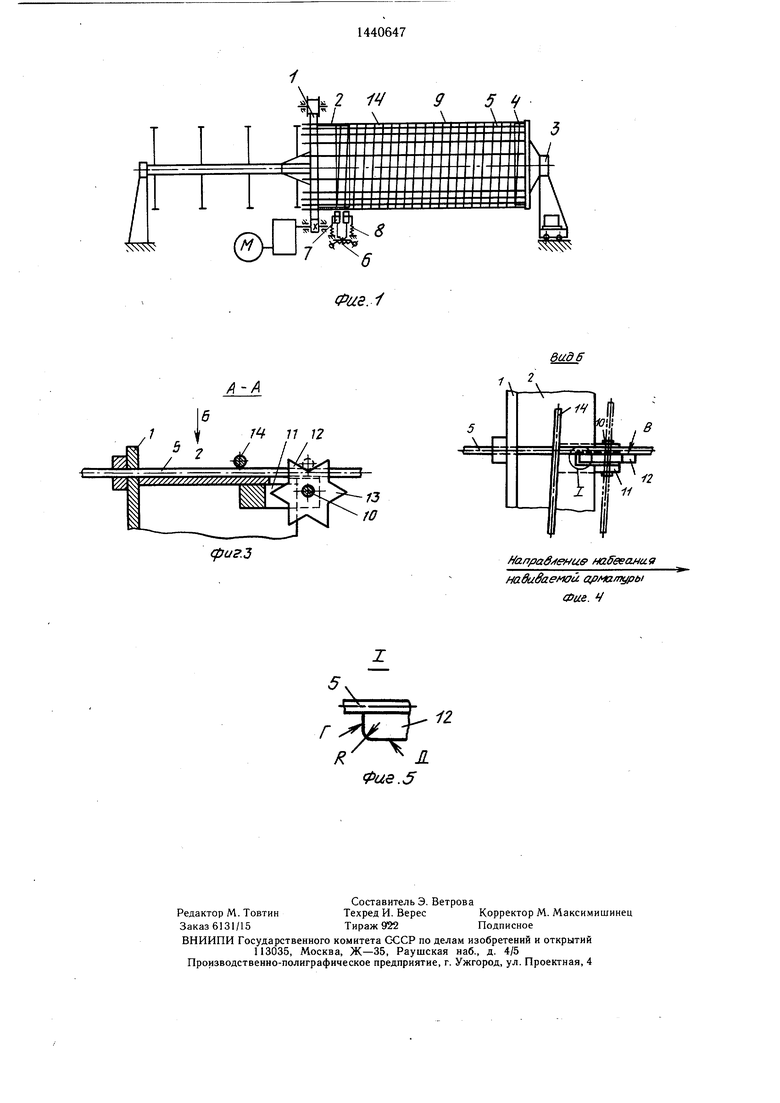
На фиг. 1 изображена принципиальная схема установки; на фиг. 2 - приводная планшайба, вид сбоку; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - узел I на фиг. 4.
Установка для .изготовления пространственных арматурных каркасов содержит смонтированную на основании приводную планшайбу 1 с оправкой 2, приводную тяговую тележку 3 С ведомой планшайбой 4 и зажимным приспособлением для продольных стержней 5, сварочную головку 6 с роликовыми электродами 7 с приводом 8 для их возвратно-поступательных перемещений и устройство для предотвраш,ения скручивания свариваемого каркаса 9. Устройство для предотвращения скручивания каркаса 9 выполнено в виде смонтированных на осях 10 кронштейнов 11 радиально к оправке 2 приводной планшайбы 1 ведомых звездочек 12 с зубьями 13, продольные поверхности В которых размешены перед продольными стержнями 5 и контактируют с ними. Торцовая поверхность Г и продольная поверхность D каждого зуба 13 сопряжены друг- с другом радиусом / со стороны набегания навиваемой на продольные стержни 5 спиральной арматуры 14. Количество звездочек 12 равно количеству продольных стержней 5 свариваемого каркаса 9.
Устройство работает следующим образом.
В исходном положении ведомая планшайба 4 размещена в непосредственной близости перед звездочками 12. Закрепленные посредством зажимного приспособления продольные стержни 5 на ведомой планшайбе 4 приводятся во вращение от приводной планшайбы 1 и одновременно перемешаются в продольном (осевом) направлении относительно приводной планшайбы 1 при помощи тележки 3, при этом спиральная арматура 14 навивается на продольную, а узлы их пересечения свариваются контактной точечной электросваркой при помощи роликовых электродов 7 сварочной головки 6. Необходимое усилие прижима спиральной арматуры 14 к продольной для обеспечения сварки, а также подвод - отвод электродов 7 осуществляется приводом 8.
После каждой точки сварки усилие натяжения навиваемой спиральной арматуры 14, действующее на сваренный продольный стержень 5, воспринимается боковой поверхностью В контактирующей с ним звездочки 12.
При вращении планшайб 1 и 4 после сварки звездочки 12 последовательно поворачиваются на один шаг под воздействием с ее скругленной поверхностью навиваемой
спиральной арматуры 14. Количество зубьев звездочки 12 определяется шагом спиральной и продольной арматуры 5 изготавливаемого каркаса 9. Готовый каркас 9 снимается из планшайб 1 и 4 и далее цикл повторяется.
Использование изобретения дает возможность упростить конструкцию установки, что снизить ее материалоемкость и сделает ее компактной за счет использования пространства, необходимого для размещения устройства для синхронизации вращения приводной и ведомой планщайб и равного по длине не менее чем двойной длине изготавливаемого арматурного каркаса, для размещения других узлов установки, а также повысить эксплуатационную надежность и снизить трудозатраты на изготовление, ремонт и обслуживание установки, что в конечном- счете снижает стоимость изготовления арматурного каркаса.
35
Формула изобретения
Установка для изготовления пространственных каркасов, содержащая размещенные на основании приводную планшайбу с оправкой, тяговую тележку с ведомой планшайбой, сварочную головку и устройство для предотвращения скручивания свариваемого каркаса, отличающаяся тем, что, с целью упрощения конструкции и повышения эксплуатационной надежности, устройство для предотвращения скручивания свариваемого кар- 5 каса выполнено в виде смонтированных на оправке приводной планшайбы с возможностью поворота звездочек для размешения между их зубьями спирально навиваемой арматуры.
I 1 I I
1 1 n
(Pue.i
A-A
14 77 72
(риг.З
В
i2
ManpaS ef Uff а5 ееани.9 Hudueaef fu oflMamjpbi Фие. V
| Лившиц Б | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| и др | |||
| Установка для изготовления арматурных каркасов железобетонных труб.-Бетон и железобетон, 1985, № 4, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
