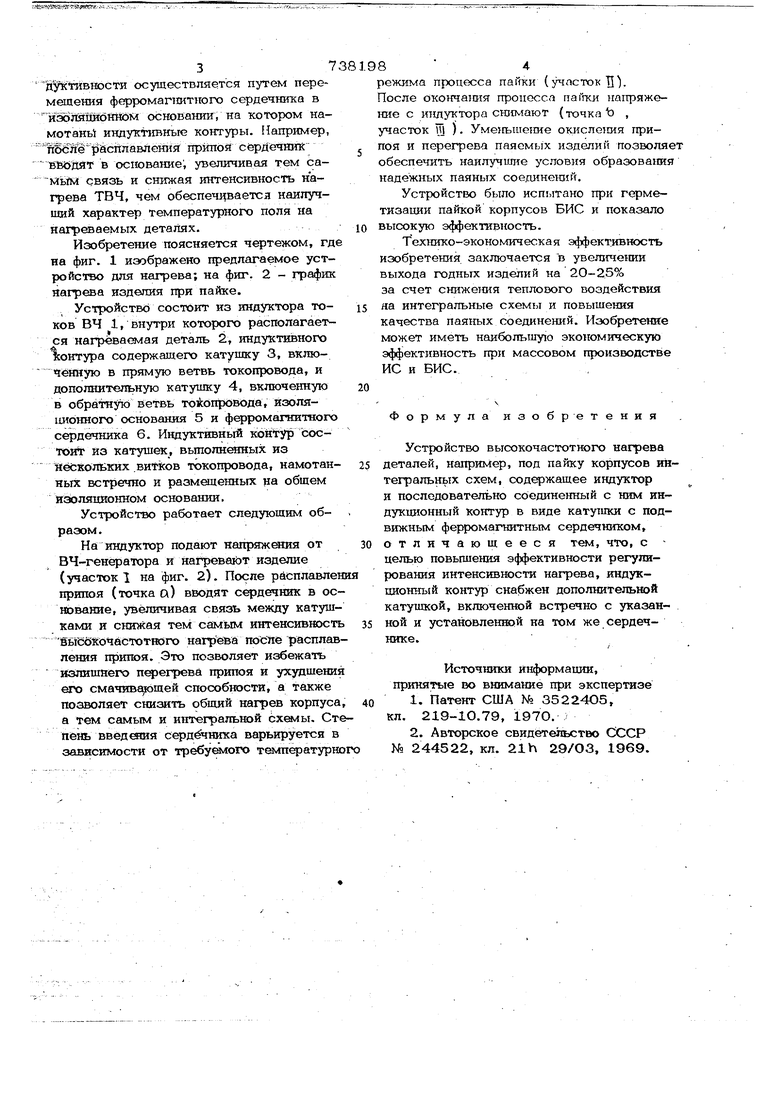
(54) УСТРОЙСТВО ВЫСОКОЧАСТСУГНаГО НАГРЕВА Изобретение относится к электротехнике, а к пайке токами вьгсокой. частоты корпусов интегральных рхем, а также может быть использовано для свар ки и термообработки деталей с применением высокочастотного нагрева. Известно устройство высокочастотного нагрева вьтс лнен1к е в виде токопроводной петли, ветки которой присоединены параллельно виткам основного индуктора. В петле перемацаются элемент, измешпощий сопротивление контура и регулирующий тем самым степень нагрева издеяия Однако данное устройство имеет ограниченную область применения, так ка оно требует многовитковый индуктивный контур и эффективно только для нагрева деталей больиюй длины. Наиболее близким из известных являет ся устройство высокочастотного нагрева деталей, содержащее индуктор и последов тельно соединенный с ним индукционный контур в виде катушки с подвижным ферДЕТАЛЕЙромагнитным сердечником 2. Однако это устройство обладает недостаточной эффективностью регупирования интенсивности вследствие включения регулируемого индуктивного сопротивления только в одну ветвь токопровода, поскольку величина реактивного сопротивления пропорциональна числу витков его. , Целью данного изобретения является повышение эффективности регулирования интенсивности нагрева. Поставленная цепь достигается тем, что в известном устройстве индукционный контур снабжен дополнительной катушкой, включенной встречно с указанной и установленной на том же сердечнике. За счет изменения взаимной индуктивности двух встрёгчно включенных индуктивных контуров регулируют величину передаваемой энергии магнитного поля из одной ветви в другую, изменяя тем самым величину тока в инд тсторе и тем самым регулируют интенсивность высокочасготного нагрева. Изменение взаимной ин дуктавности осуществляется путем перемещения ферромагнитного сердечника в иэ6ЛйШбннб1й основатши, на котором наMoTaHbi индуктивные контуры. Например, поёл1 асг№авлен11яг прйноя Сердечник ввьдйт в ос1юваш1е; увеличивая тем саMbiM связь и снижая интенсивность нагрева ТВЧ, чем обеспечивается наипучшнй характер температурного поля на нагреваемых деталях, Изобретение поясняется чертежом, гд на фиг. 1 изображено предлагаемое устройство для нагрева; на фиг. 2 - график нагрева изделия при пайке. Устройство состоит из индуктора токов ВЧ 1, внутри которого располагается нагреваемая деталь 2, индуктивного контура содержащего катущку 3, включенную в прямую ветвь токопровода, и дополнительную катушку 4, включенную в обра-гнуто ветвь той:опрбвода, йзоляшгонного основания 5 и ферромагнитного сердечника 6. Индуктивный к:ойтур Ъостоит из катушек, выполненных из тяёСколЬКнх .витков токопровода, намотанных встречно и размоценных на общем нгэоляционном основании. Устройство работает следующим образом. На индуктор подают напряжения от ВЧ-генератора и нагревают изделие (участок на фиг. 2). После расплавле припоя (точка о) вводят сердечник в ос нование, увеличивая связь между катущками и снижая тем самым интенсивност вьгсбкочастотиого нагрева расплав пения припоя. Это позволяет избежать взлищнего перегрева припоя и ухудшени его смачивб щей способности, а также позволяет снизить общий нагрев корпуса а тем самым и интегралыюй схемы. Ст niBHb введвшя сердечника варьируется в зависимости от требуе ого температурн ежима процесса пайки (участок Ц. После оконча1шя процесса паГгкл цатфяже1ше с шшуктора сшгмают (точка Ъ , участок И ). УмеЮзшение окислетшя припоя и перегрева паяемых изделий позволяет обеспечить наилучшгте условия образования надежных паяных соединегапТ:. Устройство было испытано при герметизации пайкой корпусов БИС и показало высокую эффективность. Технико-экономическая эффективность изобретения заключается в увол1гче1гии выхода годных изделий на 20-25% за счет снижения теплового воздействия на интегральные схемы и повышения качества паяных соединений. Изобретение может иметь наибольшую экономическую эффективность при массовом производстве ИС и БИС. Формула изобретения Устройство высокочастотного нагрева деталей, например, под пайку корпусов интегральных схем, содержащее индуктор и последовательно соединенный с ним индукшюнный контур в виде катушки с подвижным ферромагнитным сердечником, отличающееся тем, что, с целью повьпиения эффективности регулирования интенсивности нагрева, индукционный контур снабжен дополнительной катушкой, включенной встречно с указанной и установленяюй на том же сердечнике. Источники йнформашш, принятые во внимание при экспертизе 1.Патент США Nfe 35224О5, кл. 219-10.79, 1970. 2.Авторское свидётегазство СССР № 244522, кл. 21 h 29/03, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для индукционного нагрева | 2018 |
|
RU2674999C1 |
| Способ автоматического управления процессом пайки | 1988 |
|
SU1611621A1 |
| Устройство для индукционной пайки | 2024 |
|
RU2832127C1 |
| Устройство для индукционной пайки | 1989 |
|
SU1825680A1 |
| ВЗРЫВОЗАЩИЩЕННОЕ ВЫСОКОЧАСТОТНОЕ НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО, ПРИМЕНЯЕМОЕ В БЕЗОГНЕВОЙ РЕМОНТНОЙ ТЕХНОЛОГИИ | 1997 |
|
RU2145468C1 |
| СПОСОБ ИНДУКЦИОННОЙ ПАЙКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2296037C2 |
| Способ индукционной пайки | 1980 |
|
SU998029A1 |
| СПОСОБ НАГРЕВА ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО РАДИАТОРОВ СИСТЕМ ОХЛАЖДЕНИЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2122298C1 |
| Устройство для индукционной термической обработки | 1989 |
|
SU1708876A1 |
| ТЕРМООБРАБОТКА ДЕТАЛИ ПОСРЕДСТВОМ МНОГОЧАСТОТНОГО ИНДУКЦИОННОГО НАГРЕВА | 2005 |
|
RU2359431C2 |

