00 1C
сд оа
Изобретение относится к технологии изготовления термоусаживаемых изделий из поливинилхлоридных пластикатов, используемых в электротехнике, радиотехнике, электронике и технике связи для электроизоляционных целей, а также в химической, нефтехимической, газовой и других отраслях промышленности для герметизации и упаковки.
Известен способ изготовления термоусаживаемых изделий из поливинил- хлоридного пластиката, включ.ающий структурирование экструдированных изделий путем облучения, последующую термоориентацию их и закалку (резкое охлаждение), Степень сшивания 1}здеЛ1Ш прИ этом способе ограничивают содержанием гельфракции не менее 50%,20 а :.з термоориеитацию выполняют при температурах, превышающих температуру вязкого течения полимеров. Способ обладает с тцественным недостатком, заключающимся в необходи {ости достижения высокой степени сшивания, что обуславливает само по себе высокую трудоемкость изготовления нздел11Й, а также приводит к снижен ю i-fx тсрмостабильности. Кроме того., термоориентация сшитых: изделий вследствие значительного снижения их эластичносчн, сопрово;здается достаточно высоким процентом брака. Указанный недостаток в значительной степени устранен в способе изго товления термоусаживаемых изделий из высокомолекулярных термопластичных линейных некристаллизугощихся полиме ров и композиций на их основе, в частности пол1шин1шхлор}щных пластикатов. Этот способ наиболее близок к изобретению и включает следуюп ие операции: экструдирование изделий из поливинилхлоридного пластиката, термоориентацию i-ix при темпе)затурах в пределах от температуры г: -перехо-да до температуры вязкого течения, закалку и последующее сшивание изделий, причем степень сшивания ограничивают содержанием гель-фракции от 5 до 20%. Такая последовательность проведения технологических операций позволяет в значительной мере устранить брак и- делий при юс термоориентации и несколько снизить трудоемкость изготовления их за счет снижения необходимой степени сшивания.
Однако, поскольку изготовление термоусаживаем1з1х изделий по этому способу включает непременное дополнительное их структурирование, термостабильность полученных изделий снижается, а трудоемкость изготовления остается достаточно высокой. Кроме того,поливинилхлоридные пластикаты
ЯВЛЯЮТСЯ сильно наполненными системами, ввиду чего степень термоориентации различных участков изделий очень неравномерна.
Целью настоящего .изобретения является повышение равномерности степени термоориентации термоусаживаемых изделий и исключение дополнительного их структурирования.
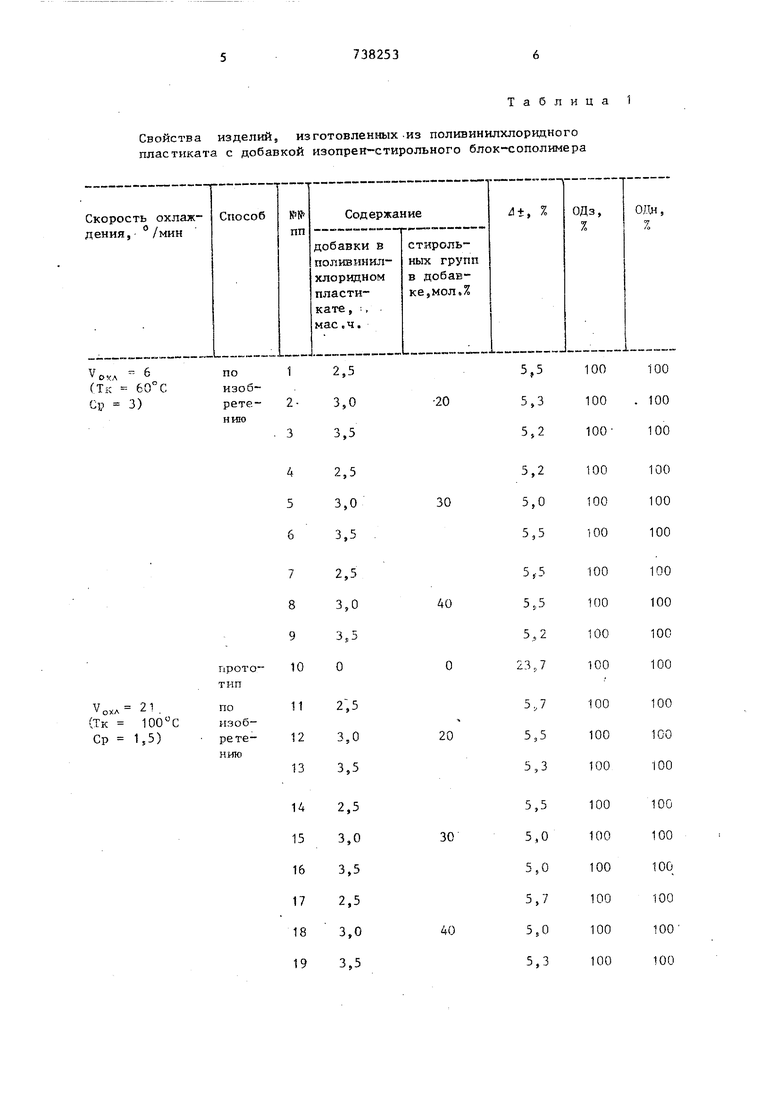
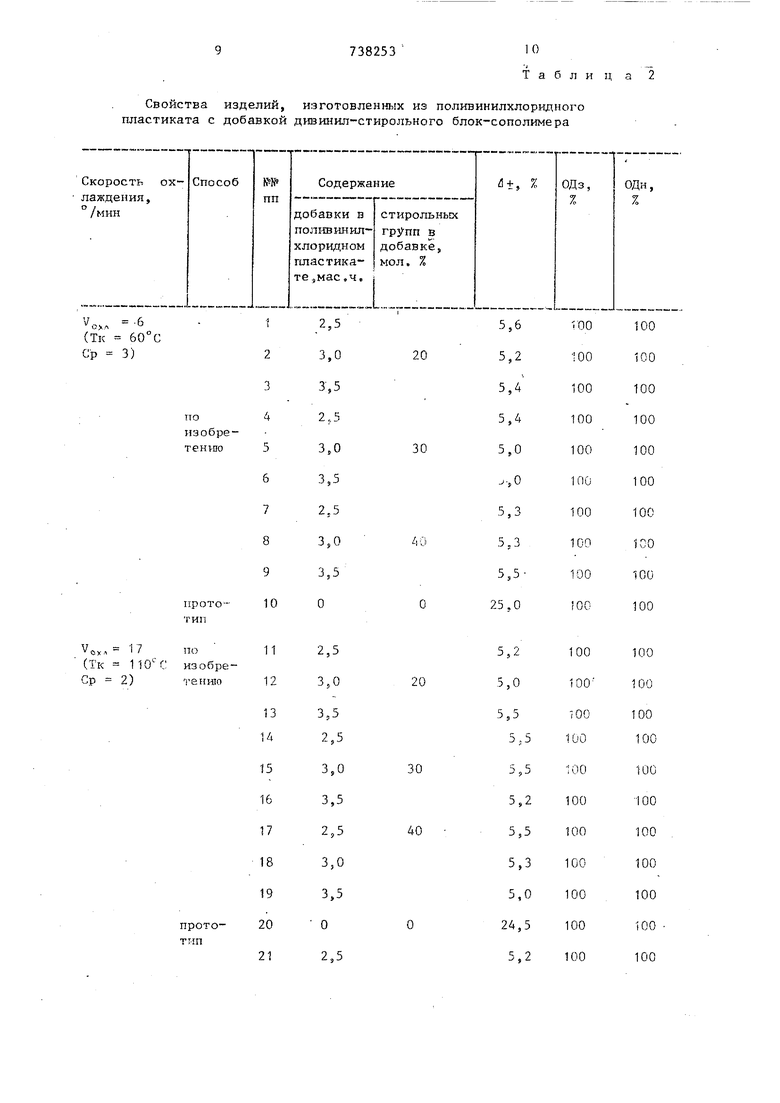
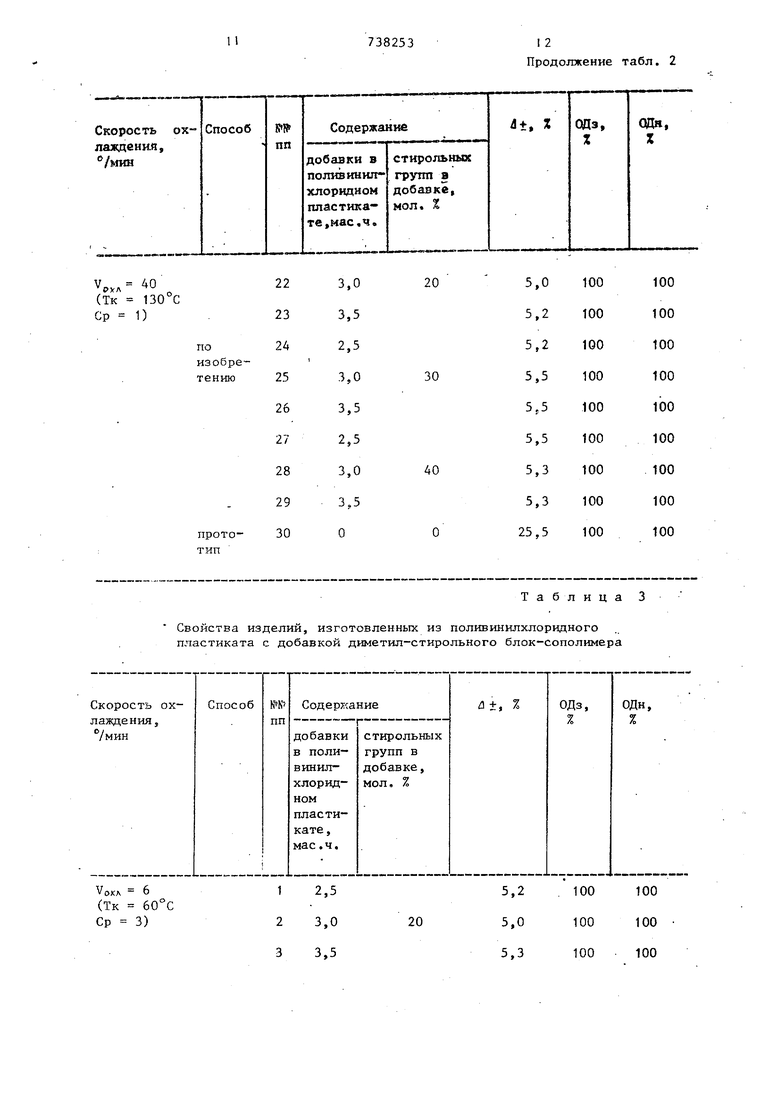
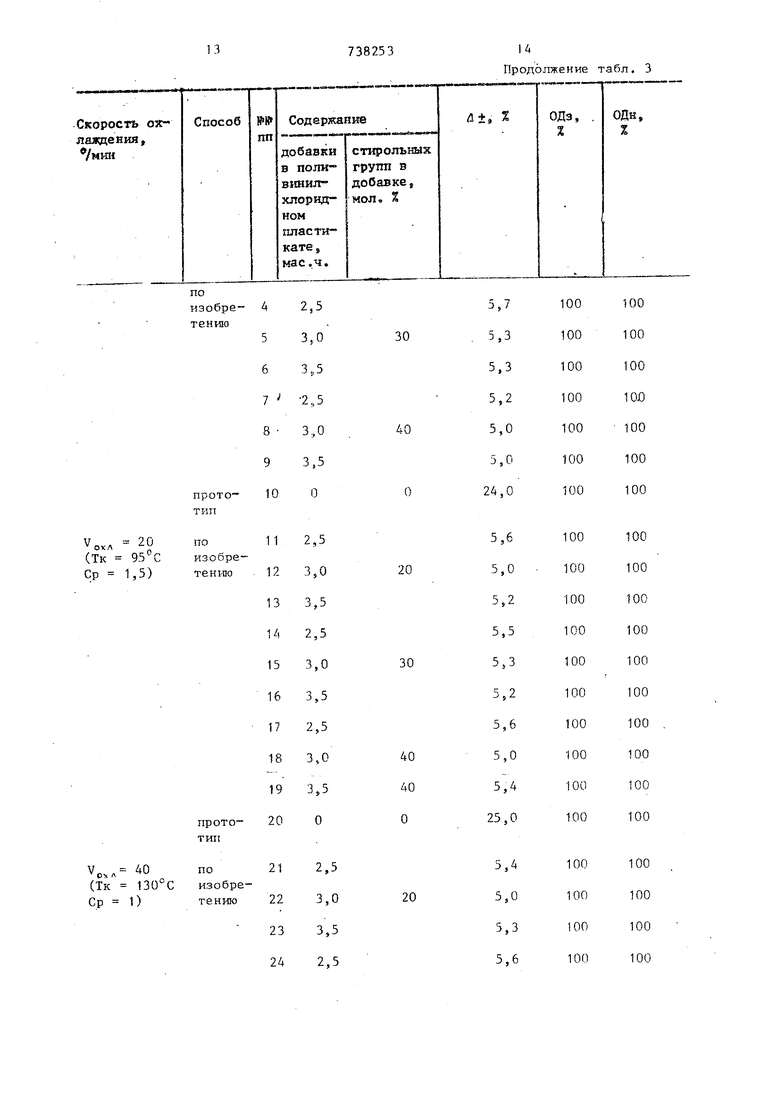
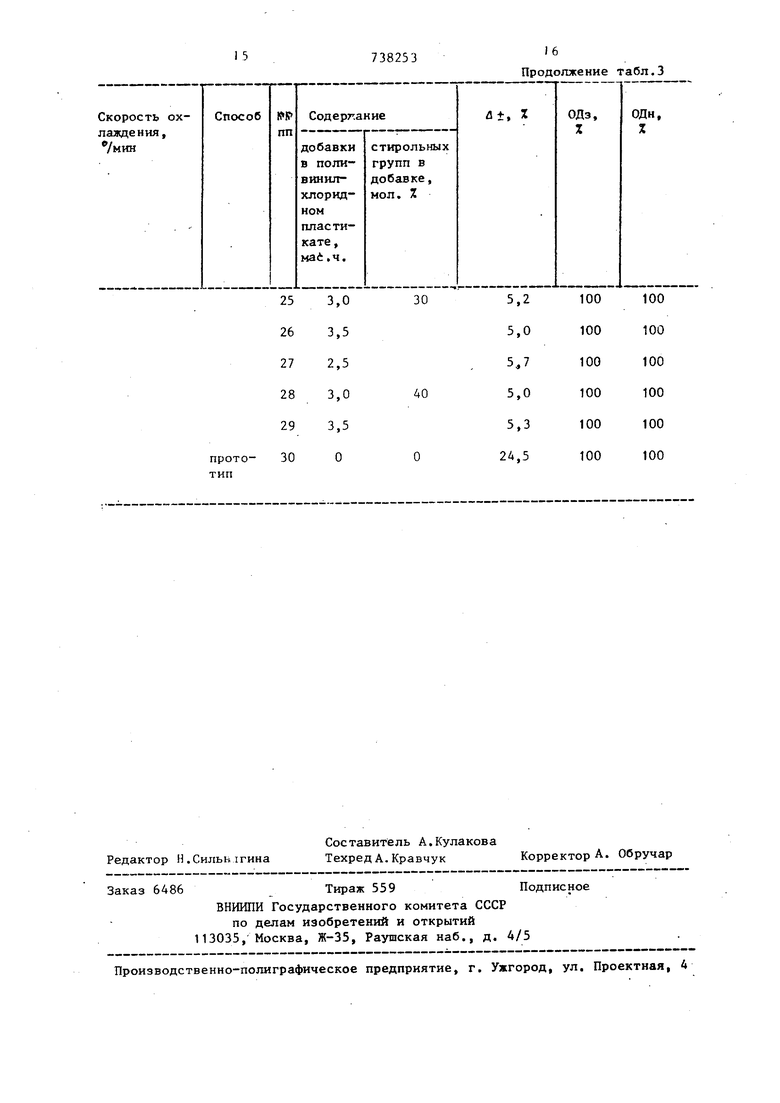
Для достижения этой цели трубки экструдируют из поливинхлоридного пластиката, дополнительно содержащего изопрен-стирольный, или дивинил-стнрольный, или диметил-стирольньш блок-сополимер с содержанием стирольных групп в боковых цепях от 20 до 40 мол, % при следуюЕ(ем соотношении компонентов., мае, ч, : Поливинилхлоридный пластикат100Блок-сополимер 2,5-3,5 и охлаждают издс;лия со скоростью 6-40°С в мин. Выполнение изобретения илл острируется приведенными ниже примерами изготовления термоусаживаемых трубок из поливин1-шхлор.едных пластикатов, содержащих добавки указанных блоксополимеров , Трубки с наружным диаметром 20 мм и радиальной толщиной стенки 1,2 мм экструдируют на экструдере с диаметром шнека 90 мм. Температура по зонам цилиндра составляет соответственноIзоча - 115 II3::на - 130 5°С IIIзона - 140 + 5°С а температура головки - 150+5 С, ЗксТрудированную трубку ориентируют при температурах в пределах от 60 + 5°С (температура af-перехода) до 130 + , раздувая ее под действием внутреннего избыточного давления 1,0 + 0,1 ати до степени раздува 1 - 3. Затем производят закалку термоориентированной трубки, ее со скоростью от 6 до 40 /мин. Экспериментально установлено, ч скорость охлаждения изделия при закалке (Vj, д ) связана с технологичес кими параметрами процесса термоори ентации следующим отношением - К с/мин. с, температура конца термоориентации, °С, Ср - степень раздува; К - эмпирический коэффициент равный 0,31. Оценку качества получае1 1х изделий производят, определяя: - Л 5 % - пределы отклонений от среднеарифметического значения напряжения при 100% растяжении образцов, вырубленных в виде двухсторонних лопаток из ориентированной и з каленной трубки. Образцы растягивают на разрывной машине со скоростью раздвижения зах ватов 100 мм/мин. - ОД 3 - остаточную деформацию п после закалки образца, которую рассчитывают по формуле 1Г- 1о - - 100%, ОДз 1Г-у1 1 . где 1о исходная длина образца; длина образца после те моориентации ; длина образца после закалки- ОДн - остаточную деформацию после нагрева образца до температуры, обеспечивающей возможную усадку, которую рассчитывают по формуле ОДн ..100%, 2 ч где 13 длина образца после усадки. В табл. 1, 2, 3 представлены свойства термоориентированных изделий, изготовленных в соответствии с изобретением из поливинилхлоридных пластикатов с добавками блок-сополимеров. Для сравнения в этих же таблицах приведены аналогичные свойства термоориентированных изделий, изготовленных по способу-прототипу из поливинилхлоридных пластикатов, не содержащих добавки. Как следует из таблиц изделия, изготовленные согласно изобретению по значениям остаточных деформаций (ОДз) и (ОДн) не уступают изделиям, изготовленным по способу-прототипу, а по равномерности степени термоориентации различных участков изделия (и) значительно превосходят их. Таким образом, существенным преимуществом предложенного способа является возможность получения термоориентированных изделий из поливинилхлоридных пластикатов с оптимальным комплексом свойств без выполнения трудоемкой операции дополнительного структурирования.
Свойства изделий, изготовленных-из поливинилхлоридного пластиката с добавкой изопрен стирольного блок-сополимера
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления термоусаживаемых изделий из поливинил-хлоридных композиций | 1978 |
|
SU853921A1 |
| Полимерная композиция | 1976 |
|
SU617970A1 |
| Способ получения полимерных ориентированных полых изделий из полиолефина или поливинилхлорида | 1977 |
|
SU720896A1 |
| Способ изготовления электротехнических изделий | 1975 |
|
SU568085A1 |
| УСАДОЧНЫЕ ЭТИКЕТКИ ИЗ ОРИЕНТИРОВАННОЙ ПОЛИСТИРОЛЬНОЙ ПЛЕНКИ, ВКЛЮЧАЮЩЕЙ МЕЛКИЕ ЧАСТИЦЫ КАУЧУКА, НИЗКОЕ СОДЕРЖАНИЕ ГЕЛЯ ЧАСТИЦ КАУЧУКА И БЛОК-СОПОЛИМЕРЫ | 2006 |
|
RU2415162C2 |
| ТЕРМОУСАЖИВАЕМЫЙ ПОЛИМЕРНЫЙ КОЖУХ СОЕДИНИТЕЛЬНЫХ КАБЕЛЬНЫХ МУФТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2324270C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОУСАЖИВАЕМЫХ ДЕТАЛЕЙ | 1991 |
|
RU2036101C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОУСАЖИВАЮЩИХСЯ МАТЕРИАЛОВ | 2009 |
|
RU2436814C2 |
| АНТИМИГРАЦИОННАЯ ДОБАВКА К ПЛАСТИФИКАТОРАМ НА ОСНОВЕ СМЕСИ ДИОКСАНОВЫХ СПИРТОВ И ИХ ВЫСОКОКИПЯЩИХ ЭФИРОВ И НА ОСНОВЕ ВЫСОКОКИПЯЩИХ ЭФИРОВ ДИОКСАНОВЫХ СПИРТОВ ДЛЯ ПОЛИВИНИЛХЛОРИДНЫХ КОМПОЗИЦИЙ | 2000 |
|
RU2177966C1 |
| СПОСОБ НАНЕСЕНИЯ САМОКЛЕЯЩЕЙСЯ УСАДОЧНОЙ ЭТИКЕТКИ НА ИЗДЕЛИЕ | 2012 |
|
RU2561900C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМОУСМИВАЕМЬЕ ИЗДЕЛИЙ из поливиннлхлоридных пластикатов, включающий экструдирование, термооркентацию при тe шepaтypax в диапазоне от температуры с/-перехода до температуры вязкого течения с последующим охлаяадением, отлич-ающийся тем, что, с целью повышения равномерности степени термоориентации изделий и исключения дополнительного их структурирования, экструзию осуществляют из поливинилхлоридного пластиката, дополнительно содержащего изопренстирольный игги дивинил-стирольный, или диметил-стирольный блок-сополимер с содержанием стирольных групп в боковых цепях от 20 до 40 мол.% при следующем соотношении компонентов, мас.ч.: Поливинилхло ридный пластикат100 g Блок-сополимер 2,5-3,5 и охлаждают изделия со скоростью О) 6-40 С в мин.
нию
. 33,5
20 21
прототип
40 130°С 1)
22 23
24 25 26 27 28 29 30
по . изобретению
прототип
X
ОДз,
ОДн, Z Z
24,5
100
100
,5 5,7 , 100 100 ,0
20 5,3 100 100 ,5 5,3 100 100
100
5,2
100
30 3,0 100 100 5,0
3,5 100 100 5,5 2,5 100 100 5,5
40 3,0 100 100 5,2 3,5 100 100 25,5 О Свойства пластиката с
Таблица 2 изделий, изготовленных из поливинилхлоридного добавкой дизииил-стирольного блок-сополимера
п
Скорость охлаждения, /мин
Свойства изделий, изготовленных из поливинилхлоридного пластиката с добавкой диметил-стирольного блок-сополимера
12,5
23,0
33,5
738253
1 2 Продолжение табл. 2
Таблица 3
5,2
100
100
0 5,0
100 100 5,3 100 100
13
738253
lA Продолжение табл. 3
