(54) УСТАНОВКА ДЛЯ ВИНТОВОЙ ГИБКИ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для винтовой гибки изделий | 1985 |
|
SU1238829A2 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ ШЛИФОВКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2545851C2 |
| Головка гибочная трубогибочного станка | 1978 |
|
SU772648A1 |
| Технологический комплекс для производства изделий дренажных систем и водоотведения | 2022 |
|
RU2818201C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2008 |
|
RU2375496C2 |
| СПОСОБ ГИБКИ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365450C1 |
| Способ гибки профильных труб и устройство для его осуществления | 2016 |
|
RU2693581C1 |
| Устройство для испытаний гибких изделий | 1989 |
|
SU1765756A1 |
| КОМПЛЕКС ВОЗДЕЙСТВИЯ НА ОБЛАКА | 2003 |
|
RU2267914C2 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
1
Изобретение относнтся к гибке труб и профилей.
Известна установка для винтовой гибки изделий, содержащая приводную оправку с обкатным роликом и упор с пазом, рабочие поверхности которого наклонены друг к другу под углом а. Ширина паза в средней его части равна номинальному диаметру изгибаемогол1здели Ш.
Недостатком нз1вестнои установки является невысокая производительность из-за того, что образование винтовой формы производится только у одной детали.
Наиболее близким решением из известных является установка для винтовой гибки изделий, содержащая две планшайбы и расположенные между ними диски, установленные на общем валу 2.
Однако на данной установке также нельзя одновременно гнуть несколько изделий.
Целью изобретения является повышение производительности путем одновременной гибки нескольких изделий.
Указанная цель достигается тем, что в известном устройстве одна планшайба установлена на валу с возможностью поворота и перемещения вдоль ойи вала, диски - на валу свободно, в планшайбах ц дисках выполнены отверстия или пазы с конфигурацией, соответствующей профилю изгибаемых изделий, при этом отверстия или пазы выполнены по окружности, диаметр ко- торой равен диаметру винтовой поверхности изгибаемых изделий.
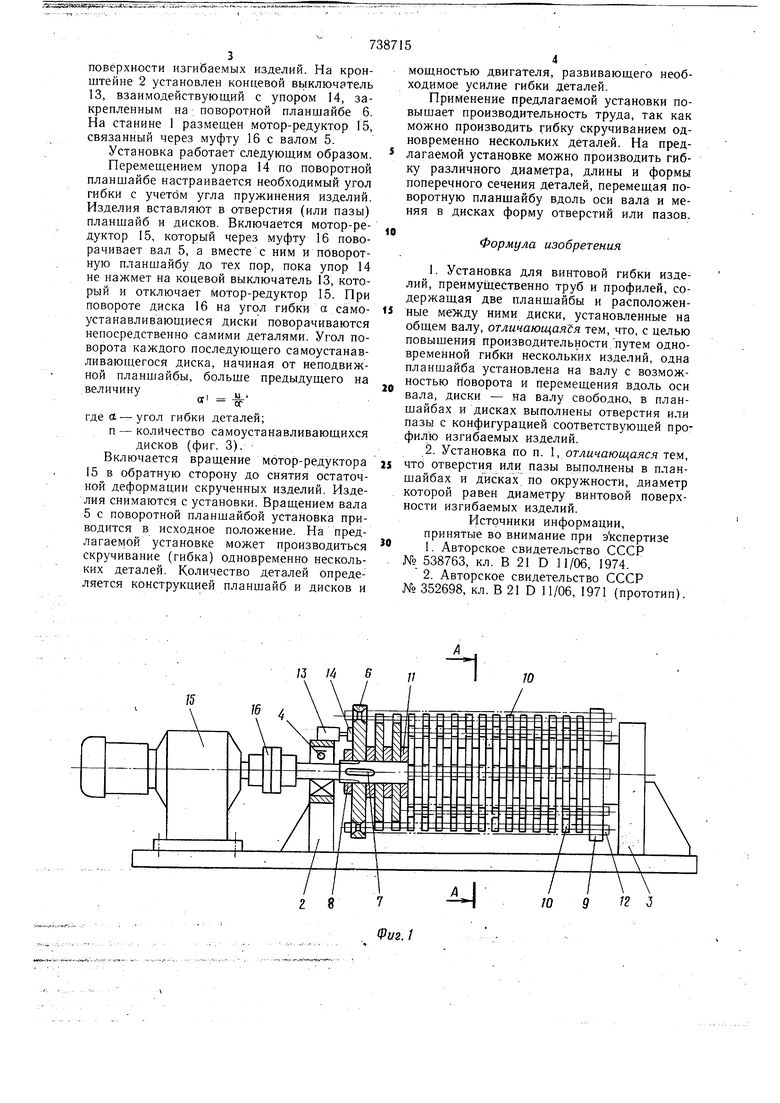
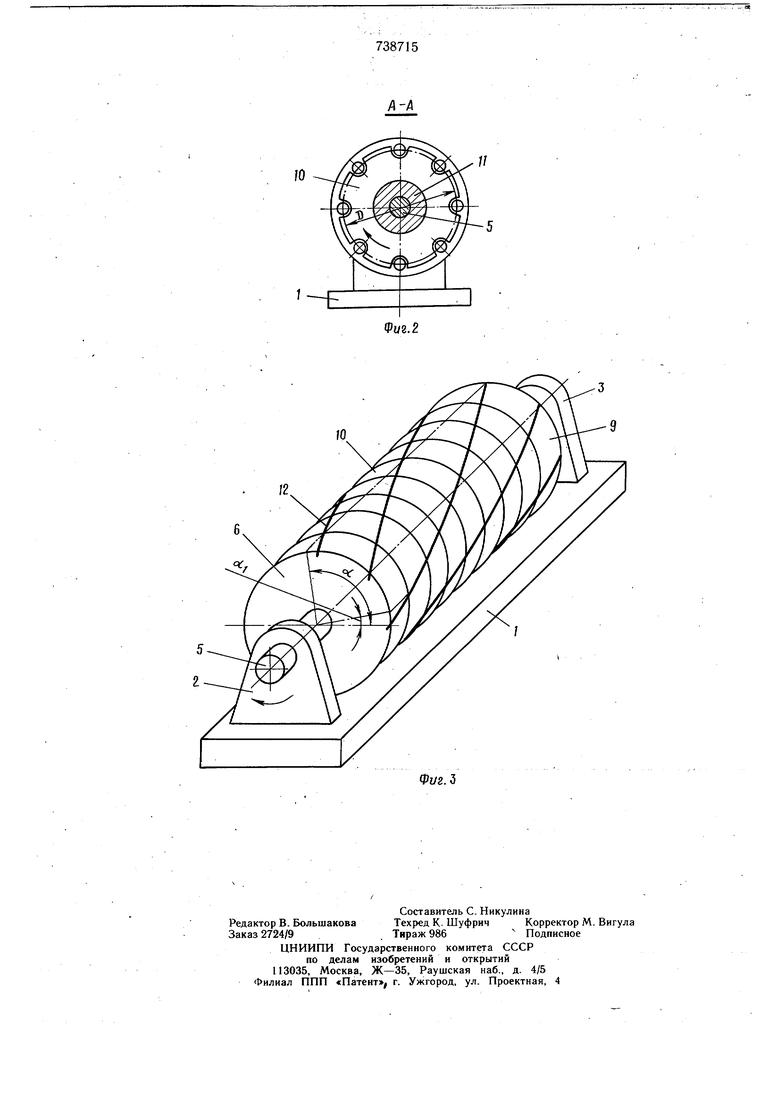
На фиг. 1 изображен общий вид установки для винтовой гибки изделий; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - схема винтовой гибки изделий.
10 Установка для винтовой гибки изделий содержит основание 1 с укрепленными на нем кронштейнами 2 и 3 с подшипниками 4. В подшипниках установлен вал 5 с поворотной планшайбой 6, укрепленной на валу при помощи шпонки 7 и гайки 8, неподвижной планшайбой 9 и самоустанавливающимися дисками 10, раздел енными дистанционными втулками 11. Для установки изделий 12 в поворотной и неподвижной планшайбах, а также в самоустанавливайщих20 ся дисках выполнены пазы или отверстия с конфигурацией, соответствующей профилЛЮ изгибаемых изделий. Отверстия или пазы размещены по окружности, диаметр которой равен диаметру D (фиг. 2) винтовой
поверхности изгибаемых изделий. На кронштейне 2 установлен концевой выключатель 13, взаимодействующий с упором 14, закрепленным на поворотной планшайбе 6. На станине 1 размещен мотор-редуктор 15, связанный через муфту 16 с валом 5.
Установка работает следующим образом.
Перемещением упора 14 по поворотной планшайбе настраивается необходимый угол гибки с учетом угла пружинения изделий. Изделия вставляют в отверстия (или пазы) планшайб и дисков. Включается мотор-редуктор 15, который через муфту 16 поворачивает вал 5, а вместе с ним и поворотную планшайбу до тех пор, пока упор 14 не нажмет на коцевой выключатель 13, который и отключает мотор-редуктор 15. При повороте диска 16 на угол гибки а самоустанавливаюияиеся диски поворачиваются непосредственно самими деталями. Угол поворота каждого последующего самоустанавливающегося диска, начиная от неподвижной планшайбы, больше предыдущего на величину ц .
СГ -дг
где а -угол гибки деталей;
п - количество самоустанавливающихся
дисков (фиг. 3).
Включается вращение мотор-редуктора 15 в обратную сторону до снятия остаточной деформации скрученных изделий. Изделия снимаются с установки. Вращением вала 5 с поворотной планшайбой установка приводится в исходное положение. На предлагаемой установке может производиться скручивание (гибка) одновременно нескольких деталей. Количество деталей определяется конструкцией планшайб и дисков и
738715
МОЩНОСТЬЮ двигателя, развивающего необходимое усилие гибки деталей.
Применение предлагаемой установки повышает производительность труда, так как можно производить гибку скручиванием одновременно нескольких деталей. На предлагаемой установке можно производить гибку различного диаметра, длины и формы поперечного сечения деталей, перемещая поворотную планшайбу вдоль оси вала и меняя в дисках форму отверстий или пазов.
Формула изобретения
. Установка для винтовой гибки изделий, преимущественно труб и профилей, содержащая две планшайбы и расположенные между ними диски, установленные на общем валу, отличающаяся тем, что, с целью повышения производительности, путем одновременной гибки нескольких изделий, одна планшайба установлена на валу с возможностью поворота и перемещения вдоль оси вала, диски - на валу свободно., в планшайбах и дисках выполнены отверстия или пазы с конфигурацией соответствующей профилю изгибаемых изделий.
Источники информации,
принятые во внимание при экспертизе
/2
