2, Установка по п, 1, отличающаяся тем, что механизм индивидуального перемещения дисков вьтолнен в виде кулачкового вала с размещениями на нем кулачками, смонтированными параллельно валу планшайбы, зубчатой передачи, связывающей кулачковый вал с валом планшайбы, направляющей, установленной параллельно кулачковому валу, и тол- кателей, размещенньпс в направляющих с возможностью поперечного рабочего и продольного настроечного перемещений, посредством которых кулачки связаны с дисками, при этом диски установлены на ведущем валу с возможностью перемещения в плоскости.
Изобретение относится к обработке металлов давлением, в частности к гибке труб и профилей по винтовой поверхности.
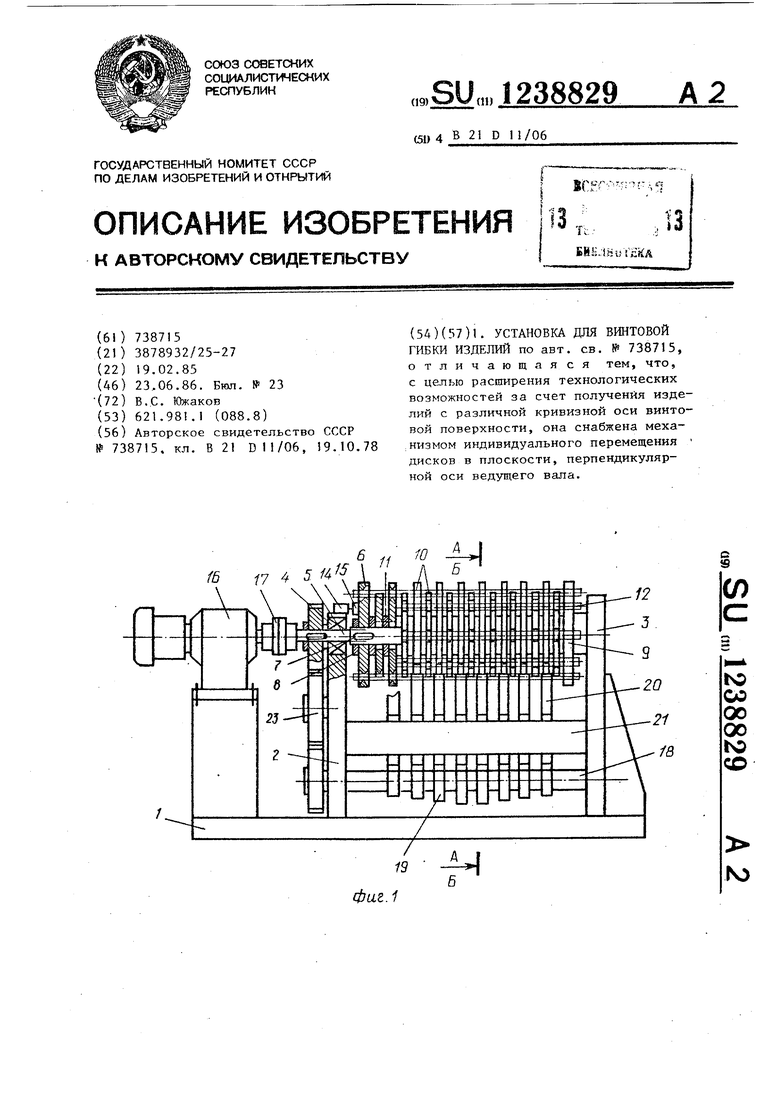
Цель изобретения - расширение технологических возможностей за счет получения изделий с различной кривизной оси винтовой поверхности, а также надежное крепление изделий.
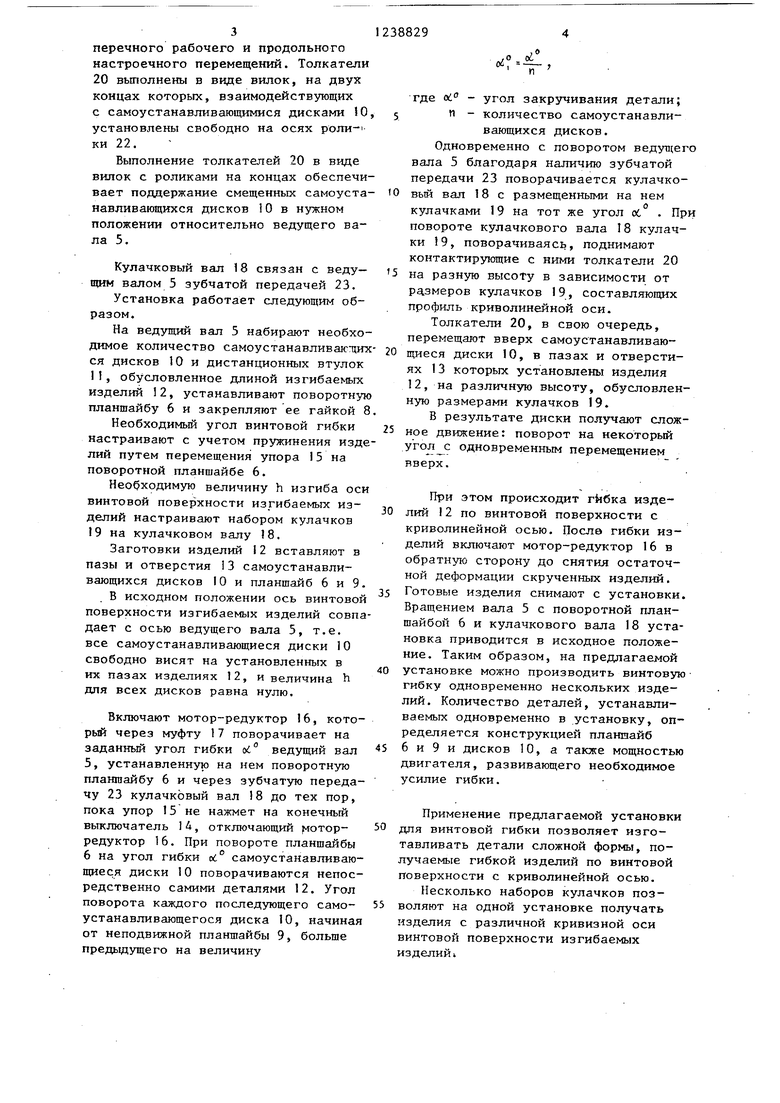
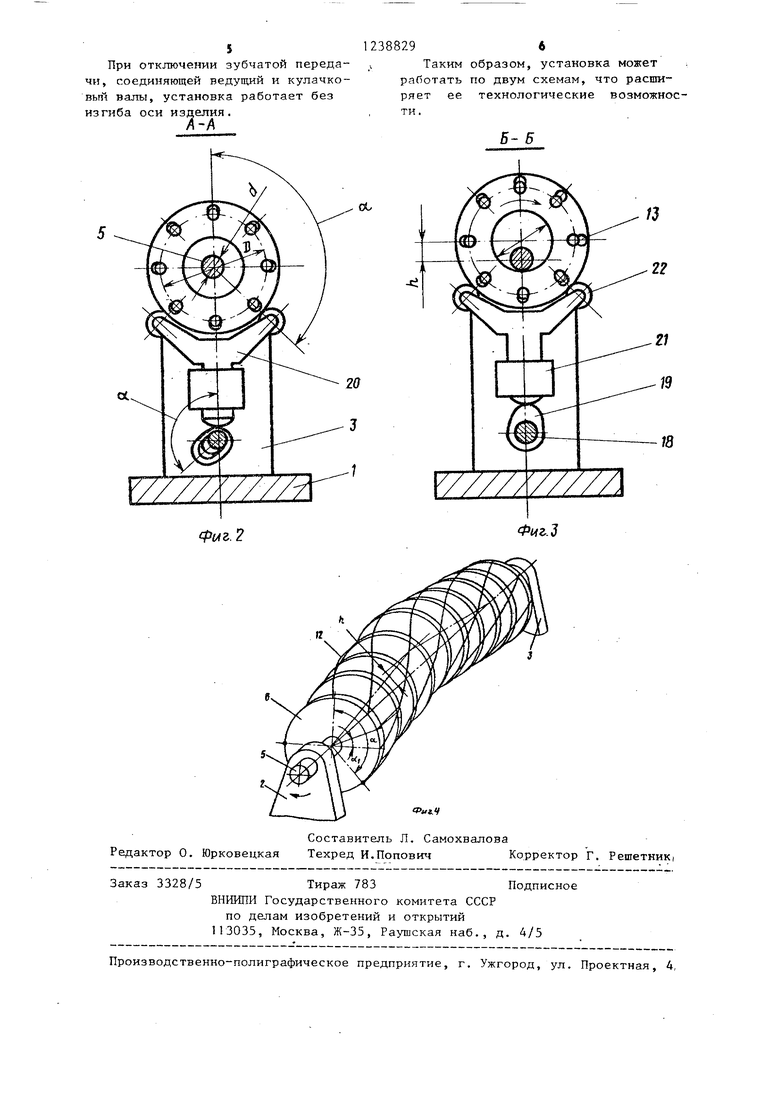
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 - сечение А-А на фиг. 1 {установка в исходном положении); на фиг. 3 - сечение Б-Б на фиг. 1 (установка в конце рабочего хода); на фиг. 4 - схема гибки изделий.
Установка для винтовой гибки изделий содержит основание 1 с установленными на нем кронштейнами 2 и 3 с подшипниками 4. В последних уста- новлен ведущий вал 5 с поворотной планшайбой 6, установленной на валу при помощи шпонки 7 и гайки 8, неподвижной планшайбой 9 и самоустанавливающимися дисками 1 О, разделенными дистанционными втулками 11. Диаметр центрального отверстия дисков 10
Б, г2Ы
где h - максимальное отклонение оси винтовой поверхности от оси ведущего вала 5; d - диаметр ведущего вала 5.
38829
перпендикулярной оси ведущего вала.
3. Установка по п. 1, о т л и-- чающаяся тем, что толкатели вьтолнены в виде вилок с роликами, . свободно установленными на осях, размещенньпс на концах вилок.
А, Установка по пп. 1 и 2, о т- личающаяся тем, что, с целью надежного крепления изделий, отверстия для закрепления изделий вьтолнены в одной половине дисков, а пазы - в другой половине дисков, при этом диски с пазами и отверстиями установлены на валу поочередно, а отверстия имеют вытянутую форму с радиальным расположением большей оси
5
5
Для установки изделий 12 в поворотной 6 и неподвижной 9 планшайбах, а также в самоустанавливающихся дисках 10 вьтолнены пазы или отверстия. Для обеспечения надежности крепления изгибаемых изделий 12 половина самоустанавливающихся дисков 10 выполнена с пазами (не показаны), а вторая половина - с отверстиями 13. Диски 10 с отверстиями 13 установлены на валу 5 поочередно с дисками 10, в которых вьтолнены пазы.
Профиль отверстий 13 и пазов соответствует профилю изгибаемых изделий 2 и вытянут в радиальном направ лении для. облегчения установки и снятия изделий 12. Отверстия 13 и пазы выполнены в дисках 10 по окружности, диаметр D которой (фиг. 2) равен диаметру винтовой поверхности изгибаемых изделий 12.
На кронштейне 2 установлен конеч- ньй выключатель 14, взаимодействующий с упором 15, закрепленным на поворотной планшайбе 6. На станине 1 установлен мотор-редуктор 16, пвре- вращение через муфту 17 на зал 5.
На кронштейнах 2 и 3 установлен кулачковый вал 18 с размещенными на нем кулачками 19, контактирующими с толкателями 20, установленными в направлящих 21 с возможностью по3
перечного рабочего и продольного настроечного перемещений. Толкатели 20 вьтолнены в виде вилок, на двух концах которых, взаимодействзпощих с самоустанавливающимися дисками 10 установлены свободно на осях роли-| ки 22.
Выполнение толкателей 20 в виде вилок с роликами на концах обеспечивает поддержание смещенных самоустанавливающихся дисков 10 в нужном положении относительно ведущего вала 5.
Кулачковый вал 18 связан с ведущим валом 5 зубчатой передачей 23.
Установка работает следующим образом.
На ведущий вал 5 набирают необходимое количество самоустанавливаюцих ся дисков 10 и дистанционных втулок 1I, обусловленное длиной изгибаемых изделий 12, устанавливают поворотную планшайбу 6 и закрепляют ее гайкой 8
Необходимый угол винтовой гибки настраивают с учетом пружинения изделий путем перемещения упора I5 на поворотной планшайбе 6.
Необходимую величину h изгиба оси винтовой поверхности изгибаемых Изделий настраивают набором кулачков 19 на кулачковом валу 18.
Заготовки изделий 12 вставляют в пазы и отверстия 13 самоустанавливающихся дисков IО и планшайб 6 и 9.
В исходном положении ось винтовой поверхности изгибаемых изделий совпадает с осью ведущего вала 5, т.е. все самоустанавливающиеся диски 10 свободно висят на установленных в их пазах изделиях 12, и величина h для всех дисков равна нулю.
Включают мотор-редуктор 16, кото- рьй через муфту 17 поворачивает на заданный угол гибки oi ведущий вал 5, устанавленную на нем поворотную плангаайбу 6 и через зубчатую передачу 23 кулачковый вал 18 до тех пор, пока упор 15 не нажмет на конечный выключатель 14, отключающий мотор- редуктор 16. При повороте планшайбы 6 на угол гибки о самоустанавливающиеся диски IО поворачиваются непосредственно самими деталями 12. Угол поворота каждого последующего самоустанавливающегося диска 10, начиная от неподвижной планшайбы 9, больше предьщущего на величину
238829
где od - угол закручивания детали; п - количество самоустанавливающихся дисков.
Одновременно с поворотом ведущего вала 5 благодаря наличию зубчатой передачи 23 поворачивается кулачко- вый вал 18 с размещенными на нем
кулачками 19 на тот же угол оС . При повороте кулачкового вала 18 кулачки 19, поворачиваяCI;, поднимают контактирующие с ними толкатели 20 на разную высоту в зависимости от размеров кулачков 19, составляющих профиль криволинейной оси.
Толкатели 20, в свою очередь, перемещают вверх самоустанавливаю- щиеся диски 10, в пазах и отверстиях I3 которых установлены изделия 12, на различнзпо высоту, обусловленную размерами кулачков 19.
В результате диски получают слож- ное движение: поворот на некоторый одновременным перемещением вверх.
При этом происходит гибка издеЛИЙ I2 по винтовой поверхности с криволинейной осью. Посла гибки изделий включают мотор-редуктор 16 в обратную сторону до снятия остаточной деформации скрученных изделий.
Готовые изделия снимают с установки. Вращением вала 5 с поворотной планшайбой 6 и кулачкового вала 18 установка приводится в исходное положение. Таким образом, на предлагаемой
установке можно производить винтовую гибку одновременно нескольких изделий. Количество деталей, устанавливаемых одновременно в установку, определяется конструкцией планшайб
6 и 9 и дисков 10, а также мощностью двигателя, развивающего необходимое усилие гибки.
Применение предлагаемой установки для винтовой гибки позволяет изготавливать детали сложной формы, получаемые гибкой изделий по винтовой поверхности с криволинейной осью.
Несколько наборов кулачков поз- воляют на одной установке получать изделия с различной кривизной оси винтовой поверхности изгибаемых изделийI
512388296
При отключении зубчатой переда- Таким образом, установка может чи, соединяющей ведущий и кулачко- работать по двум схемам, что расши- вьй валы, установка работает без ряет ее технологические возможносизгиба оси изделия., ти.
Д-А б- Б
cp(z.2
Ф14г.З
ФИАУ
Редактор О. Юрковецкая
Составитель Л. Самохвалова
Техред И.Попович Корректор Г. Решетник,
Заказ 3328/5Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А,
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для винтовой гибки изделий | 1978 |
|
SU738715A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| ПРИВОД ДВИГАТЕЛЬНЫЙ МАЛОГАБАРИТНЫЙ | 2017 |
|
RU2675288C1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ ШЛИФОВКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2545851C2 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ УКЛАДКИ ПРЕДМЕТОВ | 2001 |
|
RU2220888C2 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ УКЛАДКИ ИЗДЕЛИЙ | 1996 |
|
RU2142391C1 |
| Устройство для изготовления пружинных колец | 1981 |
|
SU1047571A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ АБРАМОВА В.А. | 2013 |
|
RU2566584C2 |
| Установка для винтовой гибки изделий | 1978 |
|
SU738715A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
