Изобретение относится к области шлифовки и полировки плоских поверхностей, в том числе полупроводниковых пластин.
Известно устройство для односторонней обработки пластин на спутниках, на части доводочного диска, где принудительное вращение спутников является совокупным результатом взаимодействия пластин с доводочным диском, спутником с прижимным диском, зубчатых колес между собой в планетарной механизме и корпуса устройства и осуществляется за счет фрикционного контактного взаимодействия вышеперечисленных элементов (СССР, авт. свид. №1829770, H01L 21/304, 10.04.96).
Известен также в качестве прототипа станок ЖК 14.09 для односторонней шлифовки свободным абразивом. В корпусе смонтирован мотор-редуктор с вертикально расположенным выходным валом. На выходном валу установлена планшайба, на которой специальными мастиками закреплен шлифовальник, например, стеклянный. На шлифовальнике размешены, например, три головки с приклеенными к ним снизу плоскими шлифуемыми изделиями. Рабочее давление изделия на шлифовальник задается грузом, устанавливаемым сверху на каждую головку (Бочкин и др. «Механическая обработка полупроводниковых материалов». -М., 1973, с.104). Головки на шлифовальнике ничем не закреплены и поэтому для того, чтобы создать эффект скольжения головок с изделиями по шлифовальнику, каждая головка имеет упор в боковую поверхность в виде двух роликов, которые исключают перемещение головок вместе с вращающимся шлифовальником и нейтрализуют действие центробежных сил на головки. В результате головки в процессе шлифования самоустанавливаются, обеспечивая плотное прилегание шлифуемых плоскостей изделия и шлифовальника и под действием сил трения, действующих на изделие, и, соответственно, на головку, головка начинает вращаться. Однако скорость ее вращения всегда ниже скорости вращения шлифовальника.
Недостатком описанных устройств является то, что в них вращение конечного звена, несущего на себе шлифуемое или полируемое изделие (спутники в аналоге и головки в прототипе), осуществляется за счет фрикционного взаимодействия шлифовальника и шлифуемого изделия, что всегда снижает скорость вращения рабочего органа ниже возможной, а следовательно, снижает производительность процесса шлифования. Кроме того, оба устройства требуют приклеивания шлифуемого материала к поверхности спутников (аналог) и головок (прототип), что усложняет процесс шлифования, а также снижает его качество, так как не исключает при шлифовании возникновения клиновидности - перекос поверхности обработки относительно базовой плоскости.
Кроме того, в устройстве-аналоге приведение в движение спутников осуществляется последовательно посредством классической планетарной зубчатой передачи. В устройстве по прототипу головки самоустанавливают посредством специальных упоров. Все это повышает сложность как самих известных устройств, так и процесса шлифования.
Предлагаемое изобретение решает задачу создания устройства для одностороннего шлифования плоских поверхностей, осуществление которого позволяет достичь технического результата, заключающегося в повышении производительности процесса шлифования, в упрощении устройства и технологического процесса шлифования без снижения качества обработки поверхности.
Сущность заявленного изобретения заключается в том, что в устройстве для одностороннего шлифования плоских поверхностей, содержащем основание, жестко закрепленный в основании привод в виде мотор-редуктора с вертикальным выходным валом, шлифовальник, ролики-головки с изделиями и устройство подачи суспензии, новым является то, что вертикальный вал мотор-редуктора выполнен полым, при этом в полости вала, соосно, жестко закреплена фланцевая втулка, на фланце которой закреплена подвижная план-шайба с закрепленными на ней в сквозных пазах осями, на которые надеты с возможностью вращения ролики-головки, выполненные с зубчатыми венцами по боковой поверхности, при этом ролики-головки охвачены зубчатым ремнем, закрепленным в устройстве гибкими связями, причем ролики-головки находятся внутри зубчатого ремня и соединены с ним путем зубчатого зацепления, а на верхней плоскости каждого из роликов-головок закреплен сепаратор для размещения шлифуемых изделий, который повторяет форму изделия, кроме того, внутри полости вертикального выходного вала мотор-редуктора соосно с валом и фланцевой втулкой проходит неподвижная ось, которая нижним концом жестко закреплена в основании устройства, при этом на верхний конец неподвижной оси надет шлифовальник без возможности вращения. Кроме того: посадочные отверстия в роликах-головках могут быть выполнены по центру; посадочные отверстия в роликах-головках могут быть выполнены с эксцентриситетом; зубчатый ремень может быть выполнен двусторонним, а гибкие связи выполнены в виде одностороннего зубчатого ремня; шлифовальник может быть выполнен в виде алюминиевой планшайбы с шлифовальной шкуркой, закрепленной на рабочей плоскости; шлифовальник может быть снабжен отверстиями для подачи суспензии; шлифовальник может быть выполнен из закаленной шлифованной стали или стекла с высокими требованиями к рабочей плоскости.
Существенные признаки формулы изобретения: «Устройство для одностороннего шлифования плоских поверхностей, содержащее основание, жестко закрепленный в основании привод в виде мотор-редуктора с вертикальным выходным валом, шлифовальник, ролики-головки с изделиями, и устройство подачи суспензии, …» являются неотъемлемой частью заявленного устройства и, в совокупности с оставшимися существенными признаками, обеспечивают осуществление и работоспособность заявленного изобретения, а следовательно, обеспечивают достижение заявленного технического результата.
Выполнение вертикального вала мотор-редуктора полым, позволяет закрепить в полости вала, соосно, жестко фланцевую втулку. В результате при пуске устройства втулка вращается со скоростью вала мотор-редуктора. Наличие у втулки фланца обеспечивает возможность закрепления на нем планшайбы с закрепленными на ней осями, на которые надеты ролики-головки. При этом благодаря заявленному креплению, планшайба подвижна и имеет возможность вращения со скоростью вала мотор-редуктора.
Кроме того, ролики-головки выполнены с зубчатыми венцами по боковой поверхности и охвачены зубчатым ремнем, закрепленным в устройстве гибкими связями. Гибкие связи фиксируют положение ремня относительно основания. Причем ролики-головки находятся внутри зубчатого ремня и соединены с ним путем зубчатого зацепления, что обуславливает их вращение вокруг собственной оси при вращении подвижной планшайбы. При этом скорость вращения роликов-головок определяется их диаметром. Причем благодаря наличию пазов в подвижной планшайбе, ролики-головки могут быть установлены на ней с эксцентриситетом. При этом благодаря тому, что оси роликов-головок закреплены на подвижной планшайбе в сквозных пазах, обеспечивается возможность натяжения зубчатого ремня путем их смещения в пазах, как при установке роликов-головок по их центральной вертикальной оси, так и с эксцентриситетом, что, в свою очередь, при любом варианте установки роликов-головок обеспечивает возможность синхронизации роликов-головок относительно друг друга посредством зубчатого ремня. Возможность установки роликов-головок с эксцентриситетом обеспечивается также благодаря тому, что сам зубчатый ремень гибкий и может принимать любую форму при схватывании роликов-головок, а также благодаря тому, что зубчатый ремень закреплен в устройстве гибкими связями, что не препятствует перемещению ремня в пространстве. Эксцентриситет позволяет эффективно использовать площадь шлифовальника, так как при такой установке роликов-головок все точки шлифуемого изделия движущиеся, что повышает производительность процесса шлифования.
На верхней плоскости каждого из роликов-головок закреплен сепаратор для размещения шлифуемых изделий, т.е. в заявленном устройстве шлифуемые изделия не приклеивают к плоскости роликов-головок, а кладут в сепараторы, что упрощает техпроцесс шлифования заявленным устройством, так как исключает трудоемкую операцию приклеивания шлифуемого материала. При этом качество шлифования не снижается, потому что исключение операции приклеивания шлифуемого изделия к ролику-головке исключает, в свою очередь, возникновение клиновидности при шлифовании. Кроме того, сепараторы повторяют форму изделия, что исключает смещение изделия в сепараторе при шлифовании и повышает качество шлифования.
При этом в заявленном устройстве шлифовальник закреплен без возможности вращения на неподвижной оси, которая проходит внутри полости вертикального выходного вала мотор-редуктора соосно с валом и фланцевой втулкой и нижним концом жестко закреплена в основании устройства. Таким образом, шлифовальник неподвижно закреплен строго по оси вала. В результате шлифовальник обеспечивает равномерный и постоянный прижим, что также исключает возникновение клиновидности при щлифовании.
В заявленном устройстве исключено вращение шлифуемого или полируемого изделия путем фрикционного взаимодействия шлифовальника и шлифуемого изделия. Это обусловлено тем, что в заявленном устройстве вращается подвижная планшайба с роликами-головками с размещенными на них в сепараторах изделиями, а шлифовальник неподвижен. В заявленном устройстве это осуществлено благодаря особенностям конструктивного выполнения устройства: вал мотор-редуктора полый, что обеспечивает, во-первых, возможность установки неподвижной оси внутри вала мотор-редуктора и установку на неподвижной оси шлифовальника без возможности вращения, во-вторых, обеспечивает возможность установки фланцевой втулки. Наличие фланца на втулке обеспечивает возможность размещения на фланце втулки подвижной планшайбы с закрепленными на ней в пазах осями, на которые надеты ролики-головки. В результате шлифуемый материал вращается со скоростью вращения роликов-головок на подвижной планшайбе, вращающейся со скоростью вращения вала мотор-редуктора, а шлифовальник неподвижен. Предлагаемое конструктивное выполнение устройства позволяет использовать практически полностью возможности мотор-редуктора, что повышает производительность процесса без снижения качества шлифования.
Поскольку сам ремень гибкий, закреплен в устройстве гибкими связями и огибает подвижные ролики-головки, которые находятся внутри ремня, то все движущиеся элементы кинематической схемы синхронизированы зубчатым ремнем, закрепленным в устройстве гибкими связями. Это же позволяет на одном и том же устройстве использовать установку роликов-головок как по центру, так и с эксцентриситетом, не снижая качество шлифовки. В результате, в кинематике устройства реализован абсолютно жесткий закон движения, что позволяет отказаться от классической планетарной зубчатой передачи. Использование гибких связей создает эффект амортизации, что поддерживает плавность вращения роликов-головок, позволяет избежать затиров, повышает равномерность шлифовки и полировки. При этом выполнение зубчатого ремня двусторонним, а гибких связей в виде одностороннего зубчатого ремня, обеспечивает возможность зубчатого соединения гибких связей с зубчатым ремнем. Выполнение стандартной зубчатой передачи в виде полиуретанового зубчатого ремня с гибкими связями упрощает его замену, так как для этого требуется только отсоединить связи.
В результате, выполнение стандартной зубчатой передачи в виде полиуретанового зубчатого ремня во много раз, без снижения качества обработки, упрощает конструкцию устройства, упрощает процесс шлифования и уменьшает трудоемкость изготовления и, соответственно, снижает стоимость установки.
Выполнение шлифовальника в виде алюминиевой планшайбы с шлифовальной шкуркой, закрепленной на рабочей плоскости, а также выполнение шлифовальника из закаленной шлифованной стали или стекла с высокими требованиями к рабочей плоскости с отверстиями для подачи суспензии, позволяет удовлетворять требования к качеству шлифовки и полировки в широком диапазоне. Кроме того, изготовление неподвижной планшайбы из алюминия снижает ее вес. Это позволяет, при необходимости, регулировать прижим добавочным грузом, устанавливая его сверху на неподвижную планшайбу, что позволяет повысить качество шлифования и, кроме того, облегчает работу оператора.
Таким образом, из вышеизложенного следует, что заявленное устройство для одностороннего шлифования плоских поверхностей при осуществлении обеспечивает достижение технического результата, заключающегося в повышении производительности процесса шлифования, в упрощении устройства и технологического процесса шлифования без снижения качества обработки поверхности.
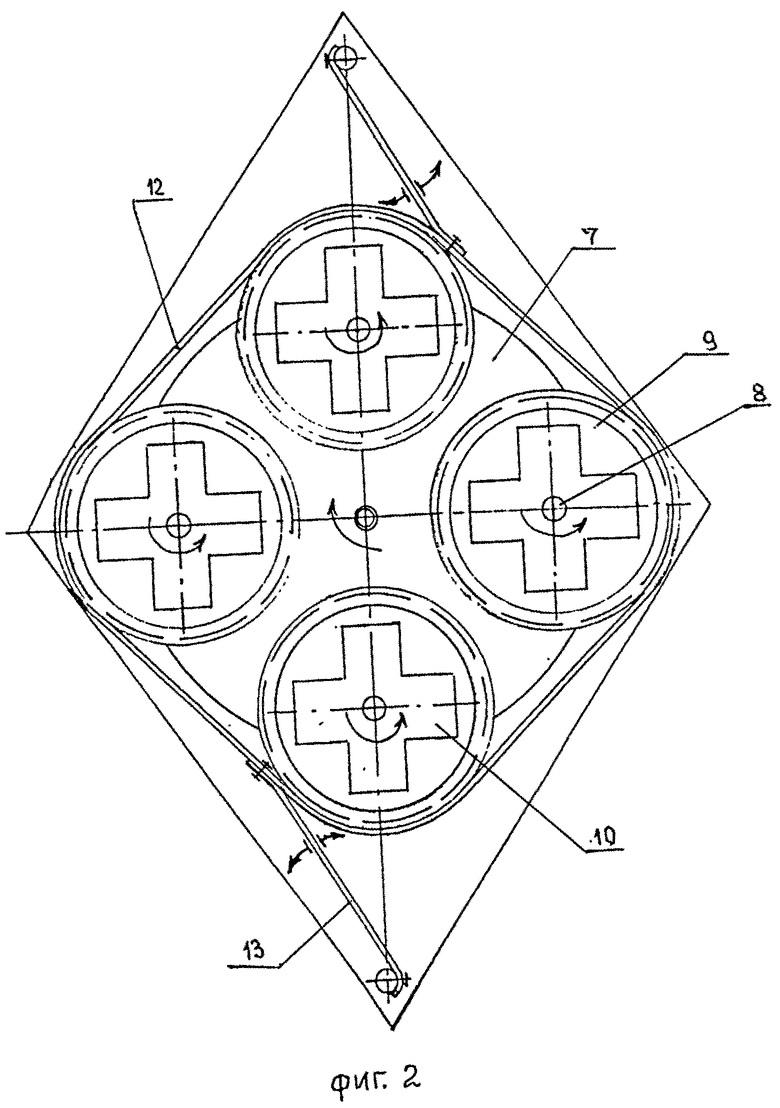
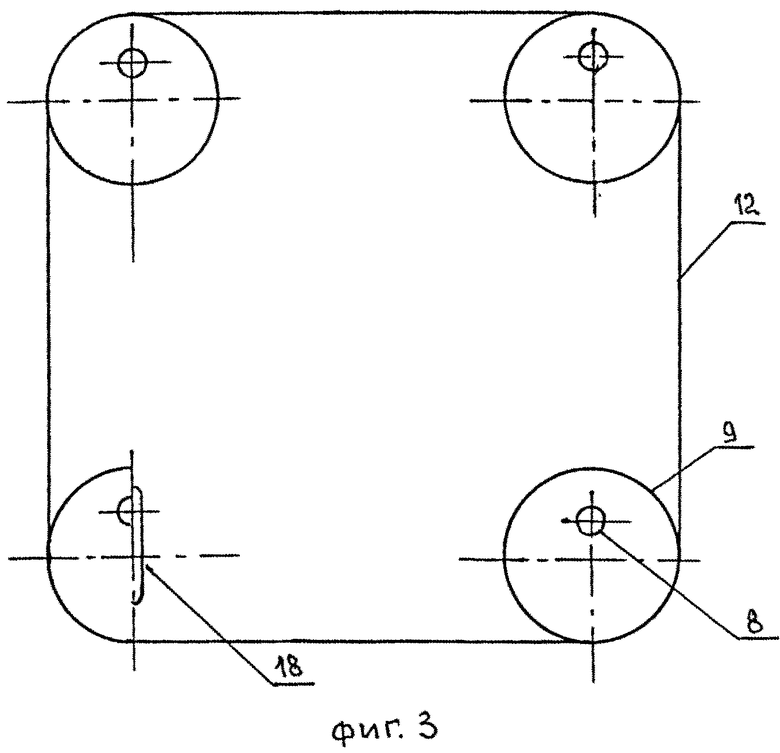
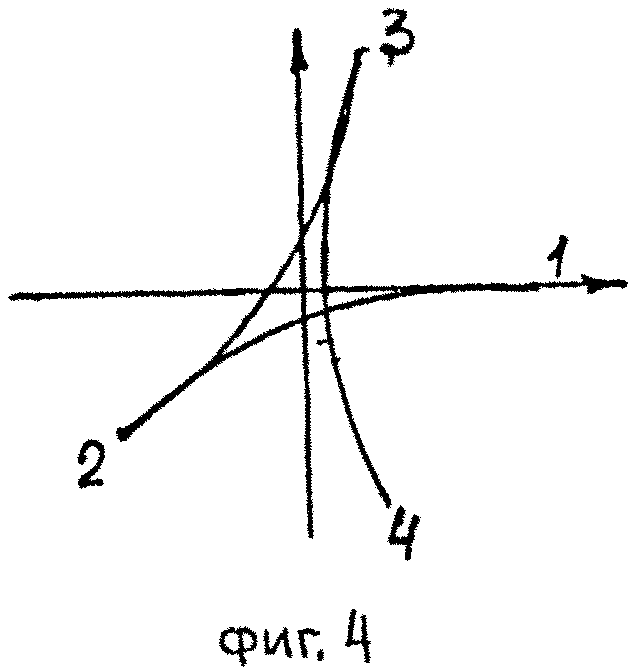
На фиг.1 изображено устройство для односторонней шлифовки плоских поверхностей, вертикальный разрез; на фиг.2 - схема движения элементов работающего устройства; на фиг.3 - схема установки на подвижной планшайбе роликов-головок с посадочными отверстиями, выполненными с эксцентриситетом (границы планшайбы не показаны); на фиг.4 - траектория абсолютного движения точки шлифуемого или полируемого изделия.
Устройство содержит основание 1; мотор-редуктор 2; фланцевую втулку 3; полый вал мотор-редуктора 4; шпонку 5 и гайку 6, фиксирующие фланцевую втулку 3; подвижную планшайбу 7, закрепленную на фланце втулки 3; оси 8 роликов-головок 9; сепаратор 10; шлифуемое изделие 11; ремень зубчатый двусторонний 12; гибкие связи - ремень зубчатый односторонний 13; неподвижный шлифовальник 14, выполненный в виде неподвижной планшайбы; стойка 15; 16 - шкурка шлифовальная; шпонка 17, фиксирующая неподвижную планшайбу 14; пазы 18 для закрепления осей 8 роликов - головок 9; неподвижная ось 19, закрепленная внутри полого вала соосно.
Устройство подачи суспензии не показано.
Мотор-редуктор 2 (привод) жестко закреплен в основании 1 устройства. Вертикальный вал 4 мотор-редуктора 2 выполнен полым. В полости вала 4, соосно, жестко закреплена фланцевая втулка 3. На фланце втулки закреплена подвижная план-шайба 7 с пазами 18 с закрепленными в них осями 8, на которые надеты ролики-головки 9, выполненные с зубчатыми венцами по боковой поверхности. Ролики-головки 9 охвачены зубчатым ремнем 12, закрепленным в устройстве гибкими связями 13. Ролики-головки 9 находятся внутри зубчатого ремня 12 и соединены с ним путем зубчатого зацепления. На верхней плоскости каждого из роликов-головок 9 закреплен сепаратор 10 для размещения шлифуемых изделий, повторяющий форму изделия. Внутри полости вертикального выходного вала 4 соосно с валом и фланцевой втулкой 3 проходит неподвижная ось 19, которая нижним концом жестко закреплена в основании 1 устройства. На верхний конец неподвижной оси 19 надет без возможности вращения шлифовальник 14, выполненный в виде неподвижной планшайбы.
Посадочные отверстия для осей 8 роликов-головок 9 могут быть выполнены относительно делительной окружности венца как по центру, так и с эксцентриситетом. При этом если посадочные отверстия выполнены с эксцентриситетом, то для того, чтобы сохранить первоначальное натяжение ремня 12 при вращении планшайбы 7 и синхронизации роликов относительно друг друга, ролики закрепляют в пазах 18 на подвижной планшайбе таким образом, что при охвате роликов-головок 9 ремнем их эксцентриситеты параллельны друг другу (фиг.3, посадочные отверстия у всех роликов-головок смещены в одну строну от центра ролика).
Зубчатый ремень 12 может быть выполнен двусторонним, а гибкие связи 13 могут быть выполнены в виде одностороннего зубчатого ремня.
Шлифовальник 14 может быть выполнен в виде алюминиевой планшайбы с шлифовальной шкуркой, закрепленной на рабочей плоскости.
Мотор-редуктор 2 полым валом 4 надет на неподвижную ось 19. Полый вал 4 мотора-редуктора 2 взаимодействует с фланцевой втулкой 3 через шпонку 5. Втулка 3 крепится к валу мотора-редуктора 2 гайкой 6.
Натяжение ремня 12 осуществляют за счет пазов 18, выполненных для этого в подвижной планшайбе 7, смещая в них ролики-головки 9. Крепление ремня 12 к гибким связям 13 осуществляют зубчатым зацеплением, для чего зубчатый ремень 12 выполняют двусторонним, зубчатые ремни 13 - односторонними. Ремни 13 крепят в устройстве к стойкам 15, жестко соединенным с основанием 1. Натяжение ремней 13 должно быть одинаковым.
Неподвижность шлифовальника 14 обеспечивает шпонка 17. Если недостаточно веса шлифовальника, сверху на планшайбу 14 ставят дополнительный груз.
Для шлифовки свободным абразивом в планшайбе шлифовальника 14 выполняют отверстия (не показаны) для подачи суспензии в зону шлифовки. В этом случае планшайбу выполняют из закаленной шлифованной стали или стекла с высокими требованиями к рабочей плоскости.
Сепаратор 10 должен быть, как минимум, ниже изделия на величину удаляемого припуска.
Устройство работает следующим образом.
Схема движения элементов работающего устройства показана на фиг.2. Стрелками показано направление вращения подвижных элементов устройства. Вращение подвижной планшайбы 7 и роликов-головок 9 противоположно.
В случае работы со связанным абразивом оператор снимает неподвижную планшайбу 14 и крепит к рабочей плоскости отформованный круг шлифовальной шкурки 16. В сепараторы 10 закладывают шлифуемое изделие. В нашем случае изделие крестообразной формы.
Устанавливают планшайбу 14 на место, фиксируя ее неподвижность шпонкой 17. На пульте управления задают скорость вращения подвижной планшайбы 7 и время работы двигателя. Устройство включают.
После окончания шлифования, при необходимости, меняют зернистость шкурки шлифовальника 14. Цикл шлифования повторяют до получения требуемого результата.
При шлифовке свободным абразивом используют неподвижную планшайбу шлифовальника 14 с отверстиями для подачи суспензии. Абразив в форме суспензии подают непосредственно в отверстия шлифовальника 14 из устройства для подачи суспензии. Для шлифовки свободным абразивом планшайбу выполняют из закаленной шлифованной стали или стекла с высокими требованиями к рабочей плоскости.
Траектория абсолютного движения точки шлифуемого изделия (фиг.4) за один оборот подвижной планшайбы 7 состоит из последовательности гипоциклоид, число которых зависит от диаметра ролика-головки, а именно: с уменьшением диаметра ролика увеличивается числе гипоциклоид. На фиг.4 за один оборот планшайбы 7 точка описывает 2,5 гипоциклоиды. Это обеспечивает высокое качество шлифовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ФАСОК НА ДИСКАХ | 1973 |
|
SU364416A1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ТВЕРДОСПЛАВНЫХ СМЕННЫХ ПЛАСТИН | 2024 |
|
RU2835264C1 |
| ПОЛИПЛАНЕТАРНАЯ МАШИНА ДЛЯ ШЛИФОВКИ, ЛОЩЕНИЯ И ПОЛИРОВКИ ПОЛОВ | 2004 |
|
RU2268132C1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| ВЕРТИКАЛЬНО-ШЛИФОВАЛЬНЫЙ СТАНОКВСЕСОЮЗНАЯa^T?HlHO-HXu"iE:ifARБИБЛИОТЕКА | 1971 |
|
SU315570A1 |
| ЛЕНТОЧНОШЛИФОВАЛЬИЫЙ СТАНОК | 1972 |
|
SU327991A1 |
| УСТАНОВКА ДЛЯ ШЛИФОВАНИЯ | 2008 |
|
RU2385795C2 |
| Устройство для шлифования наружного конуса на цилиндрических деталях | 1987 |
|
SU1641585A1 |
| ПЛОСКОШЛИФОВАЛЬНАЯ МАШИНА | 2010 |
|
RU2457931C1 |
Изобретение относится к области абразивной обработки и может быть использовано для шлифования и полирования плоских поверхностей, в том числе полупроводниковых пластин. Устройство содержит основание, в котором жестко закреплен мотор-редуктор. Вертикальный вал мотор-редуктора выполнен полым. В полости вала соосно ему жестко закреплена фланцевая втулка. На фланце втулки закреплена подвижная планшайба с закрепленными в них осями с роликами-головками. Посадочные отверстия для осей выполнены по центру или с эксцентриситетом. Ролики-головки выполнены зубчатыми и охвачены зубчатым ремнем, закрепленным гибкими связями. Зубчатый ремень выполнен двусторонним, а гибкие связи - в виде одностороннего зубчатого ремня. На роликах-головках закреплен повторяющий форму изделия сепаратор. Внутри вала соосно ему жестко закреплена в основании нижним концом неподвижная ось, на верхний конец которой надет без возможности вращения шлифовальник, выполненный в виде неподвижной планшайбы. В результате повышается производительность процесса шлифования и упрощается конструкция устройства с сохранением качества обрабатываемой поверхности. 5 з.п. ф-лы, 4 ил.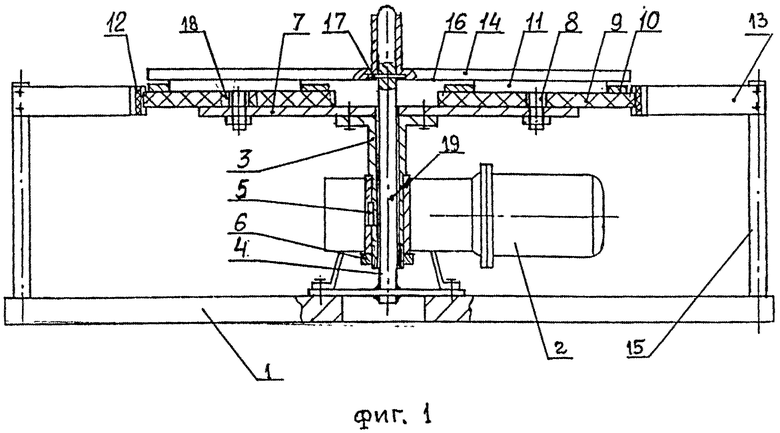
1. Устройство для одностороннего шлифования плоских поверхностей, содержащее основание, жестко закрепленный в основании привод в виде мотор-редуктора с вертикальным выходным валом, шлифовальник, ролики-головки с изделиями и устройство подачи суспензии, отличающееся тем, что вертикальный выходной вал мотор-редуктора выполнен полым и в его полости соосно валу жестко закреплена фланцевая втулка, на фланце которой закреплена подвижная планшайба с закрепленными на ней в сквозных пазах осями, на которые надеты с возможностью вращения ролики-головки, выполненные с зубчатыми венцами по боковой поверхности и охваченные зубчатым ремнем, закрепленным гибкими связями, причем ролики-головки находятся внутри зубчатого ремня и соединены с ним с помощью зубчатого зацепления, а на верхней плоскости каждого из роликов-головок закреплен сепаратор для размещения шлифуемых изделий, который повторяет форму изделия, при этом внутри полости упомянутого вала мотор-редуктора соосно с валом и фланцевой втулкой проходит неподвижная ось, которая нижним концом жестко закреплена в основании, а на ее верхний конец надет шлифовальник без возможности вращения.
2. Устройство по п.1, отличающееся тем, что посадочные отверстия в роликах-головках выполнены по центру.
3. Устройство по п.1, отличающееся тем, что посадочные отверстия в роликах-головках выполнены с эксцентриситетом.
4. Устройство по п.1, отличающееся тем, что зубчатый ремень выполнен двусторонним, а гибкие связи - в виде одностороннего зубчатого ремня.
5. Устройство по п.1, отличающееся тем, что шлифовальник выполнен в виде алюминиевой планшайбы с шлифовальной шкуркой, закрепленной на рабочей плоскости.
6. Устройство по п.1, отличающееся тем, что шлифовальник выполнен с отверстиями для подачи суспензии.
7. Устройство по п.6, отличающееся тем, что шлифовальник выполнен из закаленной шлифованной стали или стекла с повышенными требованиями к рабочей плоскости.
| БОЧКИН О.И | |||
| Механическая обработка полупроводниковых материалов, М., 1973, с | |||
| Счетная таблица | 1919 |
|
SU104A1 |
| УСТРОЙСТВО ДЛЯ ДОВОДКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 1991 |
|
SU1829770A1 |
| Способ абразивной обработки плоских поверхностей | 1986 |
|
SU1641593A1 |
| ПОДВИЖНОЕ УСТРОЙСТВО ДЛЯ УБОРКИ СНЕГА С ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1931 |
|
SU38665A1 |
| US 7632378 B2, 15.12.2009. | |||

