(54) УСТРОЙСТВО ДЛЯ ПЛЮЩЕНИЯ ЛЕНТЫ
I
Изобретение относится к области обработки металлов давлением, а именно к оборудованию для плющения круглой проволрки в ленту и может быть применено на предприятиях метизной промышленности, производящих бердную ленту или ленту для порщневых колец.
Известно устройство для плющения проволоки, использующее только энергию ультразвуковых колебаний .
Устройство содержит два бойка, к одному из которых подведены ультразвуковые колебания.
Известны конструкции прокатных станов маятникового типа, принцип действия которых основан на том, что рабочие валки закреплены на концах рычагов и соверщают качательное движение подобно маятникам 2.
Недостатками известного устройства является ограниченная величина единичных обжатий при холодной деформации труднодеформируемых сталей и сплавов.
Описываемое устройство для плющения ленты отличается тем, что устройство снабжено линейными асинхронными двигателями, установленными на маятниковых рычагах, при этом рабочие валки размещены на концах статоров асинхронных двигателей. Устройство снабжено датчикамн для контроля амплитуды колебаний.
Это позволяет интенсифицировать про5 цесс плющения ленты из труднодеформируемых сталей и сплавов за счет увеличения единичных обжатий.
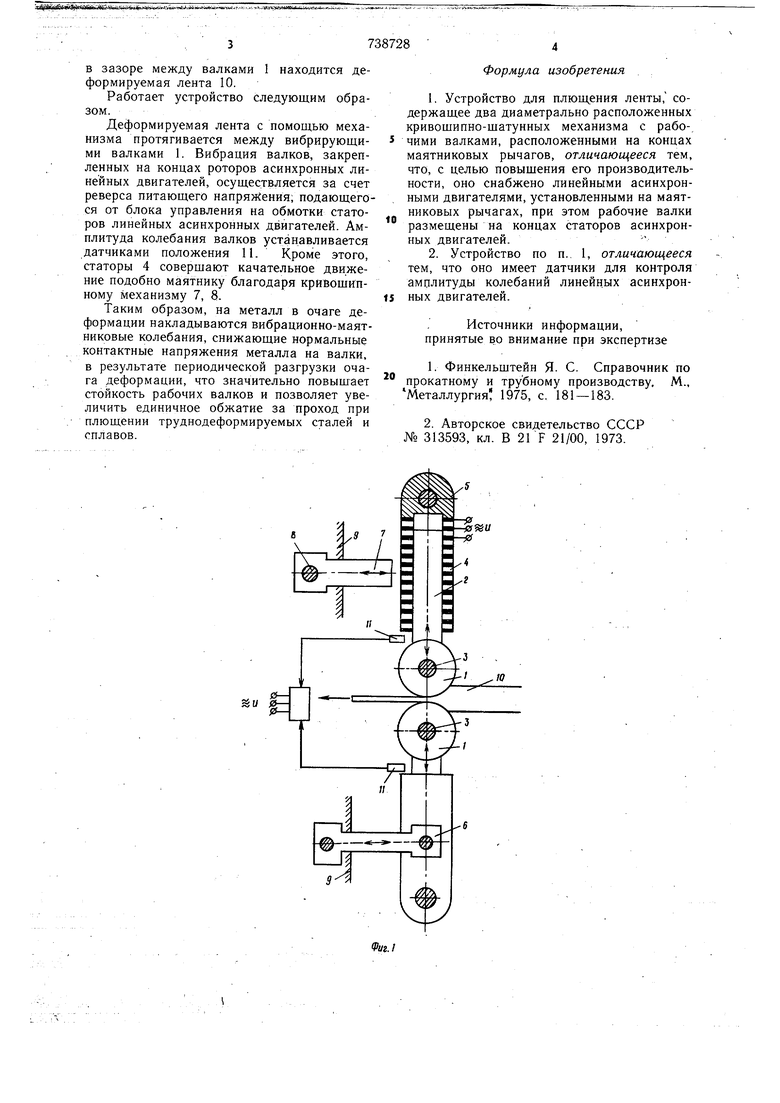
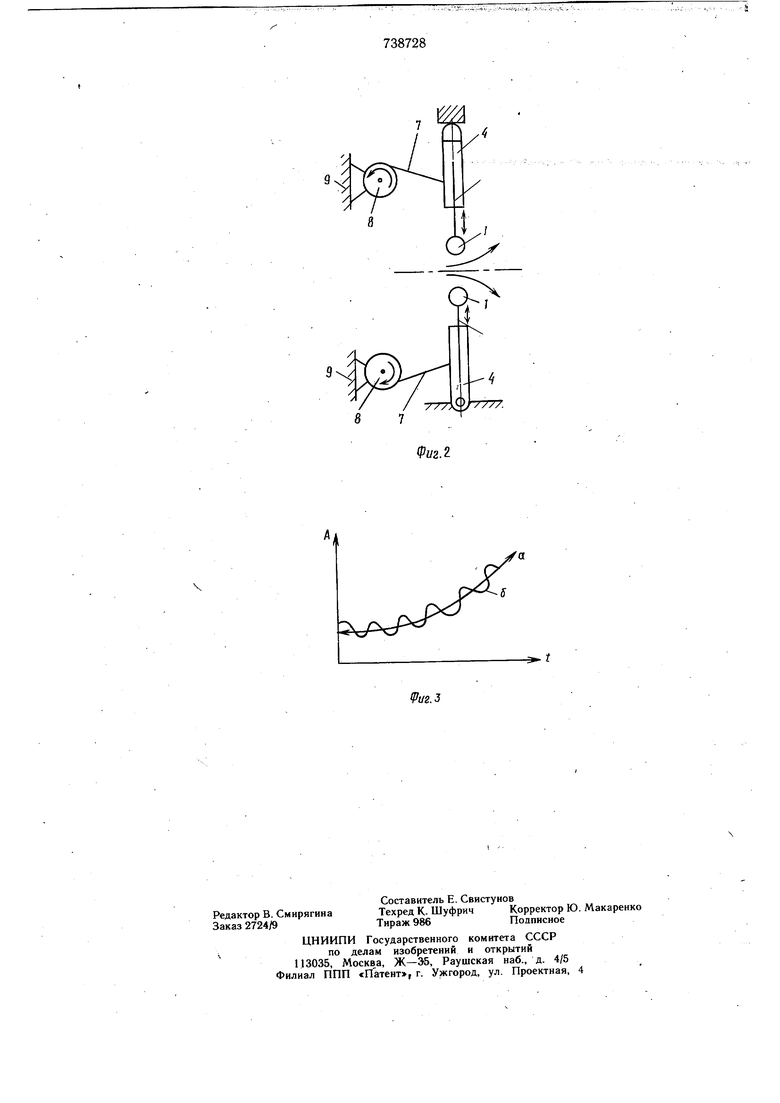
На фиг. 1 изображен общий вид предлагаемого устройства; на фиг. 2 - его кинематическая схема; на фиг. 3 - графи10 кн амплитуд А колебаний статора а и ротора линейного асинхронного двигателя с рабочим валком б в зависимости от времени t.
Устройство для плющения проволоки в ленту представляет собой вибрационно-маят15никовую систему, состоящую из двух рабочих неприводных валков 1, закрепленных на концах противолежащих соосных ударников 2, являющихся роторами линейных асинхронных двигателей, при помощи осей 3. 20 Статоры 4 линейных асинхронных двигателей установлены на оси 5 и соединены осями 6 с кривощипным механизмом 7, 8, закрепленным на станине 9. На торцах статоров установлены датчики положения, а
в зазоре между валками 1 находится деформируемая лента 10.
Работает устройство следующим образом.
Деформируемая лента с помоп ью механизма протягивается между вибрирующими валками 1. Вибрация валков, закрепленных на концах роторов асинхронных линейных двигателей, осуществляется за счет реверса питающего напрян ения; подающегося от блока управления на обмотки статоров линейных асинхронных двигателей. Амплитуда колебания валков устанавливается датчиками положения 11. Кроме этого, статоры 4 соверщают качательное движение подобно маятнику благодаря крйвощипному механизму 7, 8.
Таким образом, на металл в очаге деформации накладываются вибрационно-маятниковые колебания, снижающие нормальные контактные напряжения металла на валки, в результате периодической разгрузки очага деформации, что значительно повыщает стойкость рабочих валков и позволяет увеличить единичное обжатие за проход цри плющении труднодеформируемых сталей и сплавов.
738728
Формула изобретения
1.Устройство для плющения ленты, содержащее два диаметрально расположенных кривощипно-щатунных механизма с рабо-, чими валками, расположенными на концах маятниковых рычагов, отличающееся тем, что, с целью повыщения его производительности, оно снабжено линейными асинхронными двигателями, установленными на маятниковых рычагах, при этом рабочие валки размещены на концах статоров асинхронных двигателей.
2.Устройство по п., 1, отличающееся тем, что оно имеет датчики для контроля амцлитуды колебаний линейных асинхронных двигателей.
Источники информации, принятые во внимание при экспертизе
1. Финкельщтейн Я. С. Справочник по прокатному и трубному производству, М., Металлургия 1975, с. 181 - 183.
2. Авторское свидетельство СССР № 313593, кл. В 2ГР 21/00, 1973.
/
%w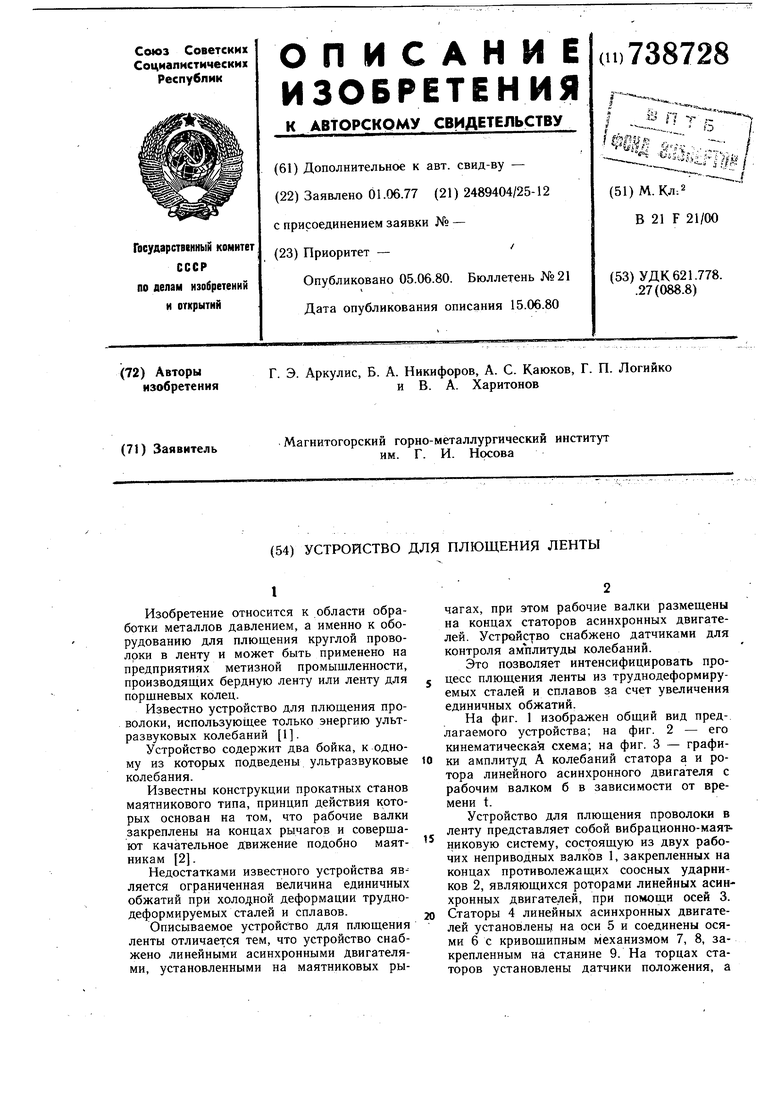
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2321469C2 |
| Устройство для плющения проволоки | 1977 |
|
SU627896A1 |
| Полуавтоматический маятниковый стан для поперечного раската конца заготовки вил под трубку | 1959 |
|
SU130031A1 |
| Комплекс для получения биметаллических материалов | 1987 |
|
SU1669673A1 |
| Способ изготовления многожильного ленточного кабеля | 1979 |
|
SU886060A1 |
| Способ шаговой деформации металлов и сплавов | 1975 |
|
SU944687A1 |
| СТАН ДЛЯ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2082513C1 |
| Способ плющения проволоки | 1980 |
|
SU956107A1 |
| Стан для изготовления плющеной ленты | 1977 |
|
SU651879A1 |
| Установка для изготовления плоского кабеля | 1985 |
|
SU1356003A1 |
ч
