Уширение конца вильчатой заготовки для последующего свертывания его Б трубку производится в настоящее время путем расплющивания конца заготовки на пневматических или механических молотках.
Затем расплющенный конец заготовки обрезается на прессе для получения необходимой конфигурации и сворачивается в трубку.
В целях повышения производительности на операции уширения конца вильчатой заготовки предлагается полуавтоматический маятниковый стан для поперечного раската конца заготовки под трубку.
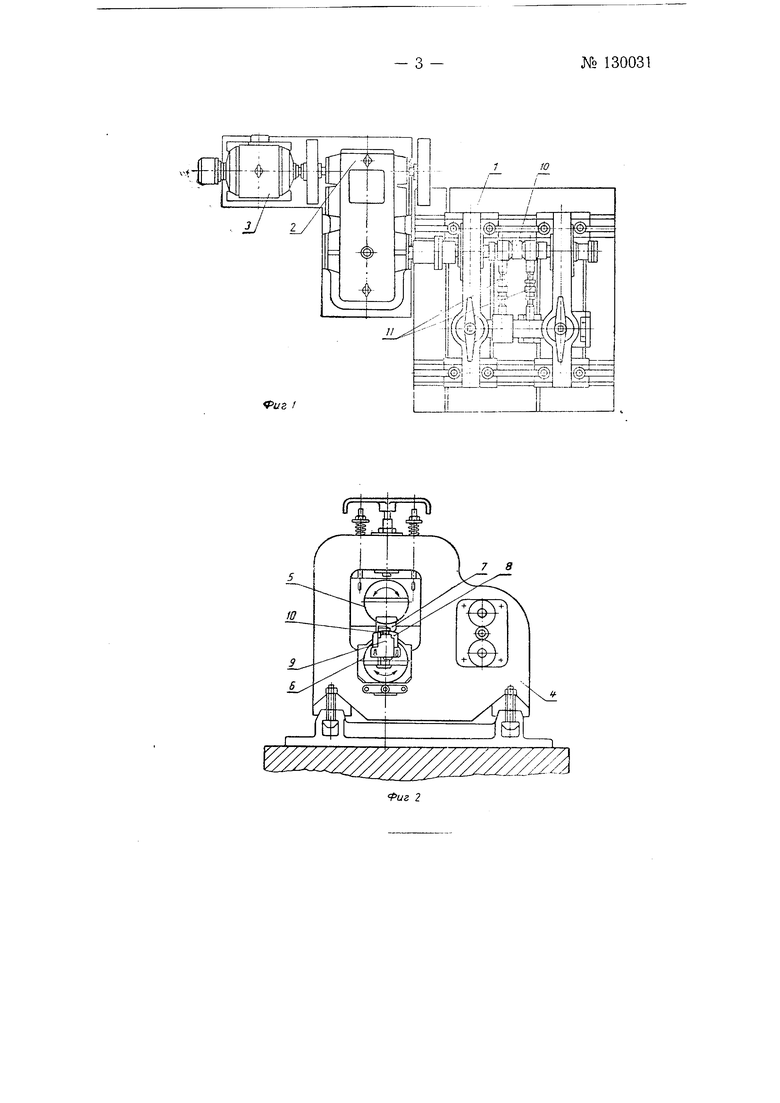
На фиг- 1 изображен стан с приводом; на фиг. 2 - клеть, вид спереди.
Стан состоит из рабочей клети /, двухступенчатого редуктора 2 и электродвигателя 3.
Рабочая клеть состоит из двух станин 4, скрепленных между собой стяжными болтами, и двух рабочих валов 5 и 6. На консольных концах валов укреплены прокатные матрицы 7 и 8.
На торце нижнего вала укреплен пневматический зажим 9 заготовки. В средней части на валы насажены рычаги, передающие движение на рабочие валы от коленчатого вала через шатуны. Кривошипношатунный механизм состоит из коленчатого вала 10 и двух шатунов 11.
При одном обороте коленчатого вала рабочие валы 5 i 6 с укрепленными матрицами 7 и 8 совершают два синхронных колебания с амплитудой равной - 72°.
При нахождении матриц 7 и 5 в левом крайнем положении рабочий, вкладывает заготовку, конец которой нагрет до 1100-1150°, в калибр нижней матрицы.
При движении матриц вправо один из дистрибуторов автоматически подает воздух на пневматический зажим 9, который, срабатывая, зажимает заготовку и держит ее в процессе раскатки.
№ 130031- 2 При первом -качании происходит первое обжатие, средняя величина которого равна примерно 6 мм, затем вытяжка конца заготовки влево, а при втором качании-второе обжатие, при котором металл смещается вправо и раскат получает окончательную форму.
Третье качание происходит при том же растворе валов, поэтому третий пропуск является гладильным. В середине третьего пропуска заготовка автоматически при помощи дистрибутора освобождается и по выходе из зоны деформации выпадает из матрицы.
Четвертое качание соверщается вхолостую, без заготовки. В начале четвертого качания автоматически срабатывает нажимное устройство, и нижний вал опускается в исходное положение. В конце четвертого качания, при крайнем левом положении матриц, рабочий вновь вкладывает заготовку в калибр нижней матрицы, и цикл повторяется.
Предмет изобретения
Полуавтоматический маятниковый стан для поперечного раската конца заготовки вил под трубку, отличающийся тем, что, с целыи механизации процесса получения раската конца заготовки вил, применены рабочие валки с качательным движением, осуществляемым с помощью четырех звеньевых рычажных механизмов, регулируемых на необходимую величину при износе и ремонте секторов штампов.
i/г /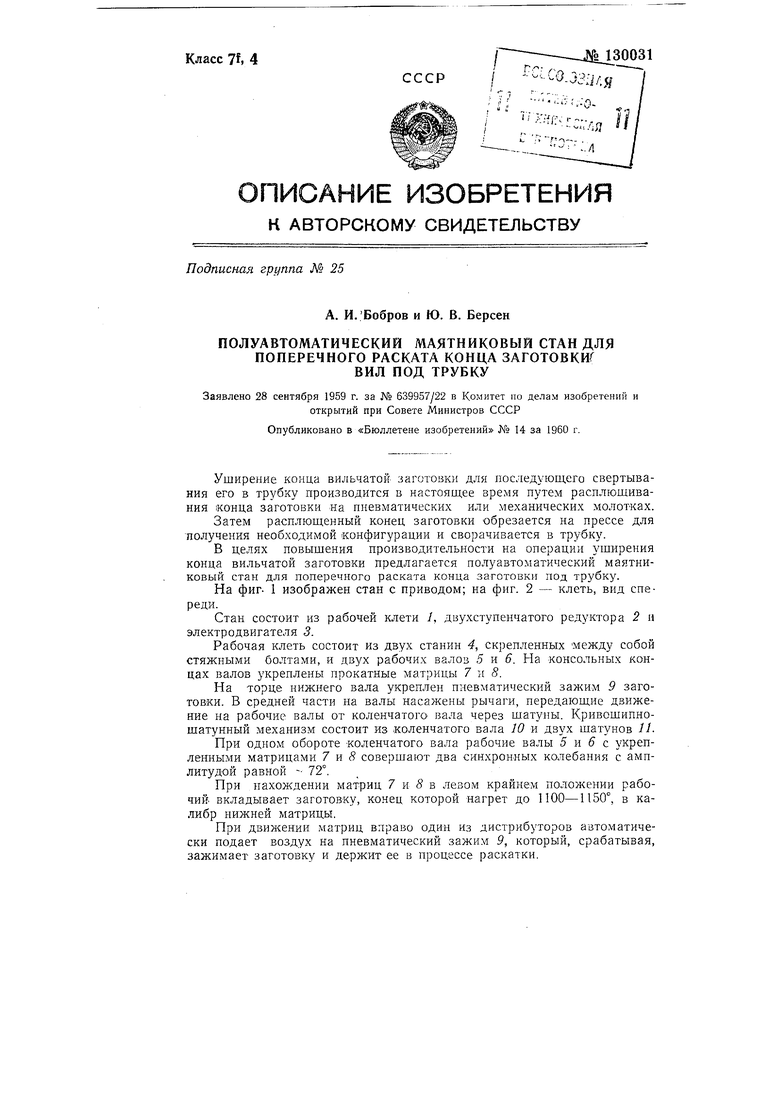
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Способ прокатки на непрерывно-заготовочном стане | 1982 |
|
SU1037976A1 |
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНОЙ ЗАГОТОВКИ В ДУО-РЕВЕРСИВНОЙ КЛЕТИ ЗАГОТОВОЧНОГО СТАНА | 2006 |
|
RU2314883C1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| Способ производства проката | 1982 |
|
SU1034797A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| Способ прокатки заготовок | 1990 |
|
SU1779416A1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| Способ прокатки прямоугольной полосы | 1983 |
|
SU1161201A1 |