(54) ПЛАШКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для накатки резьбы | 1990 |
|
SU1759511A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| Резьбонакатной инструмент | 1983 |
|
SU1186339A2 |
| ЛЕТАЮЩИЙ КЛАПАН ДЛЯ ПЛУНЖЕРНОГО ЛИФТА | 2002 |
|
RU2211375C1 |
| УСТРОЙСТВО ДЛЯ НАКАТКИ РЕЗЬБОВОГО ПРОФИЛЯ | 2006 |
|
RU2311254C2 |
| Плашка для формирования резьбы методом пластического деформирования и способ ее изготовления | 1978 |
|
SU742017A1 |
| Якорь | 2002 |
|
RU2223382C1 |
| Резьбовыдавливающий инструмент | 1980 |
|
SU940970A1 |
| Резьбонакатная плашка | 1984 |
|
SU1266627A1 |
I
ТЬобретение относится к области металлообработки, а именно, к реэьбообразующим инструментам, в частности, к плашкам.
Известна плашка по основному авт. св. N 738795 для образования резьбы методом пластической деформации, рабочая поверхность которой содержит , имеющие заборную и калибрующую части и вьшолненные в виде усеченной пирамиды с ромбическим основанием, большая диагональ которого совпадает с винтовой линией {1.
Недостаток указанной плашки заключается в том, что при плюсовых отклонениях размеров обрабатываемого стержня возможны заклинивання и поломки плашки из-за отсутствия в теле плашки полости, куда бы мог перетекать излишек металла, что приводит к необходимости точной калибровки прут ка перед формированием резьбы, а следовательно, ограничивает область применения плашкн. Кроме того, элементы рабочей части такой плашки создают с обрабатываемым стержнем соединение, исключающее попадание смазочно-охлаждаюшей жидкости в зону обработки, что ухудшает условия пластического деформирования.
Целью изобретения является повьппение ра&)тоспособности плашки путем исключения случаев заклинивания и поломкн плашки и улучшения условий подачи смазки в зону обработки.
Указанная цель достигается тем, что на участках рабочей поверхности, расположенных между зубьями, вьшолнены винтовые пересекаю 10ощеся канавкн, открытые со стороны обоих торцов плашки.
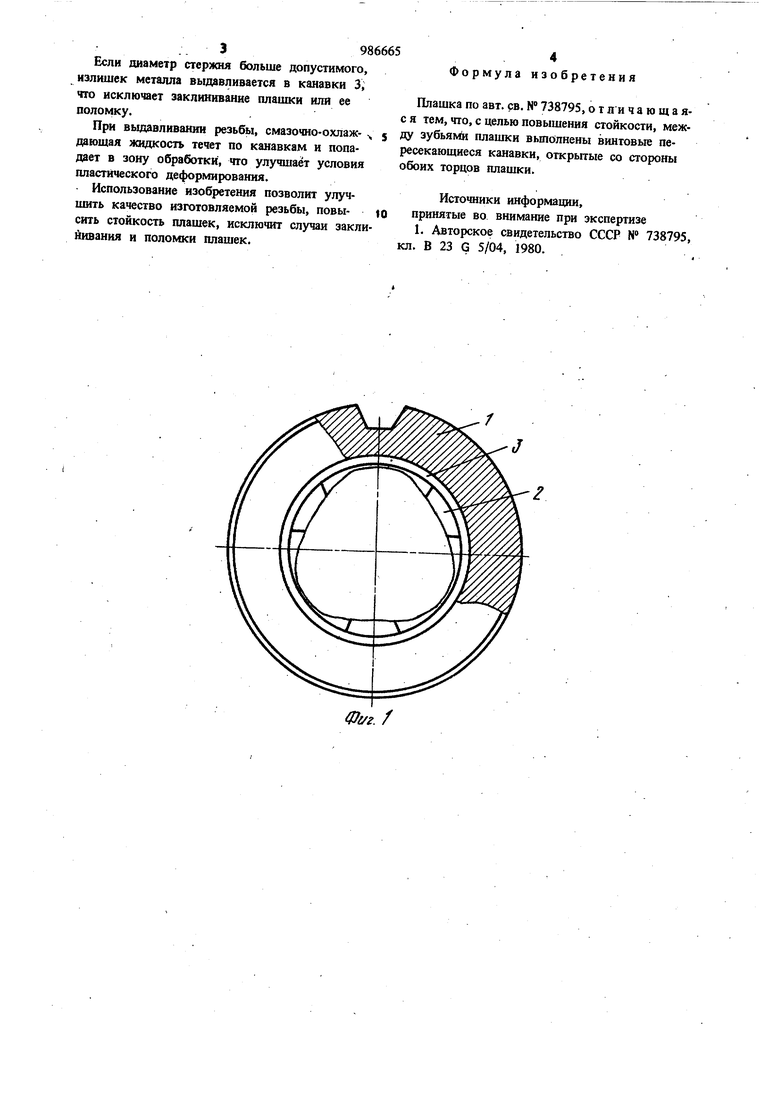
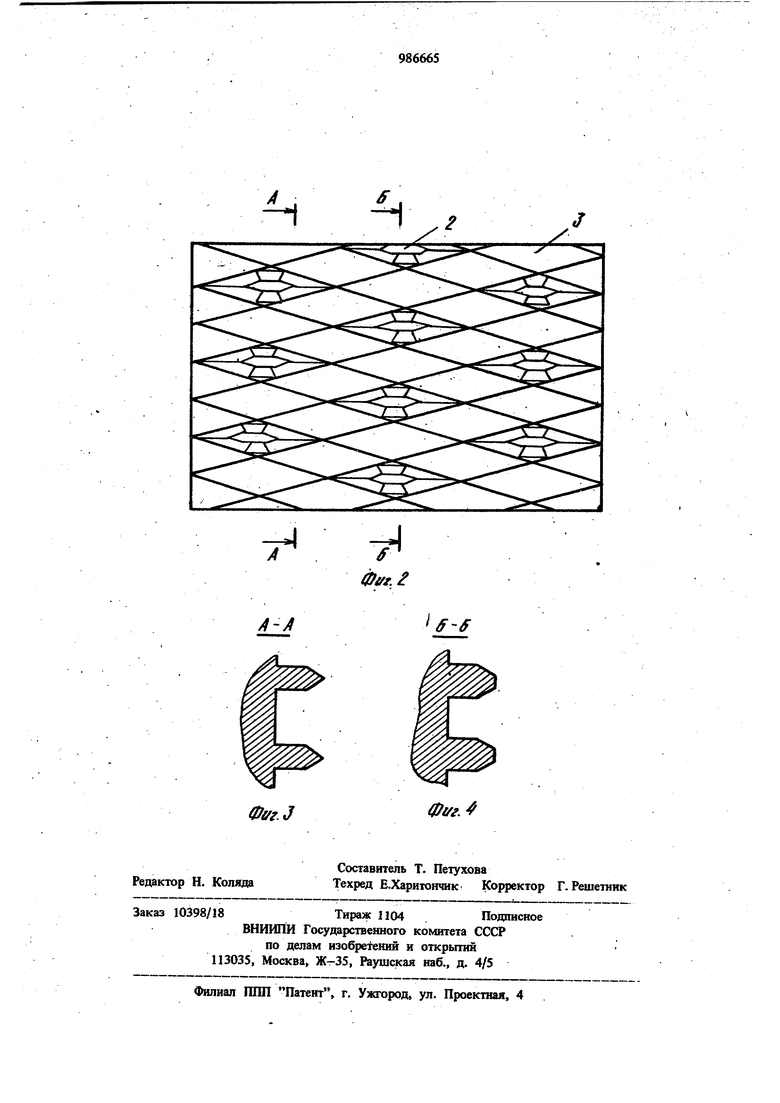
На фиг. 1 изображена плаиоса, обощй вид; на фиг. 2 - развертка резьбы; на фиг. 3 -
IS сечение А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 2.
Рабочая поверхность плашки 1 содержит зубья 2 и пересекающиеся сквозные вннтовые канавкн 3, расположенные между зубья20ми. При изготовлении резьбы плашка 1 навинчивается на обрабатываемый стержень и зубья 2 плашки формируют резьбу методом .пластической деформации. 3986 Если диаметр стержня больше допустимого, излишек металла выдавливается в канавки 3, что исключает заклиниванне плашки или ее поломку. При выдавливании резьбы, смазочно-охлаждающая жидкость течет по канавкам и попадает в зону обработки, что улучшает условия пластического деформирования. Использование изобретения позволит улучшить качество изготовляемой резьбы, повысить стойкость плашек, исключит случаи заклинивания и поломки плашек. Формула изобретения Плашка по авт. св. N 738795, о т ли чающаяс я тем, что, с целью повышения стойкости, между зубья й1 плашки вьшолнены винтовые пересекающиеся канавки, открытые со стороны обоих торцов плашки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 738795, кл. В 23 G 5/04, 1980.,
