(54) УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ПОЛИРОВАНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Способ обработки лопаток | 1975 |
|
SU541652A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1006177A1 |
| Ленточно-шлифовальный станок | 1971 |
|
SU446398A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |
| Устройство для обработки вершин зубьев по переходным поверхностям | 1981 |
|
SU982874A2 |
| Устройство для ленточного шлифования криволинейных поверхностей | 1982 |
|
SU1013228A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Ленточно-шлифовальный полуавтомат для скругления кромок пера лопаток газотурбинного двигателя | 1968 |
|
SU284898A1 |
1
. Изобретение относится к обработке криволинейных поверхностей.
Известно устройство для вибрационного полирования криволинейных поверхностей типа лрпаток газотурбинных 5 двигателей. Обработка осуществляется профилированным контактным элементом, облегаемым абразивной лентой, при этом обрабатываемому изделию путем обеспечения его взаимодействия с Ю полым эксцентриковым валом сообщается сложная траектория перемещения относительно инструмента.Исполь зевание заданного сложного закона перемещения изделия и инструмента 5 обеспечивает получение высокого класса чистоты поверхности 1.Однако в случае обработки крупногабаритных тяжелых изделий сообщение им колебательного движения нерационально 20 из-за наличия значительных инерционных масс, что вызывает потерю жесткости конструкции и снижение её точности
Цель изобретения - расширение техг-25 нологнческих возможностей устройства, повышение его точности и -стойкости абразивного инструмента.
Для этого на полый эксцентриковый ваш установлен эксцентрик, через ку- ЗО
лису связанный с контактным элеменTOMf несущим абразивную ленту. Установка эксцентрика в соответствующее угловое положение позволяет получить необходигийлй закон перемещения инструмента, например эллиптический, с расположением большой оси эллипса от вертикального до горизонтального положеНи я.
Стойкость ;1(енты повышается путем кинематической связи узла ее периодической перемотки с приводом эксцентрикового полого вала таким образом, что перемотка осуществляется в момент отсутствия контакта абразивной ленты и обрабатываемой поверхности.
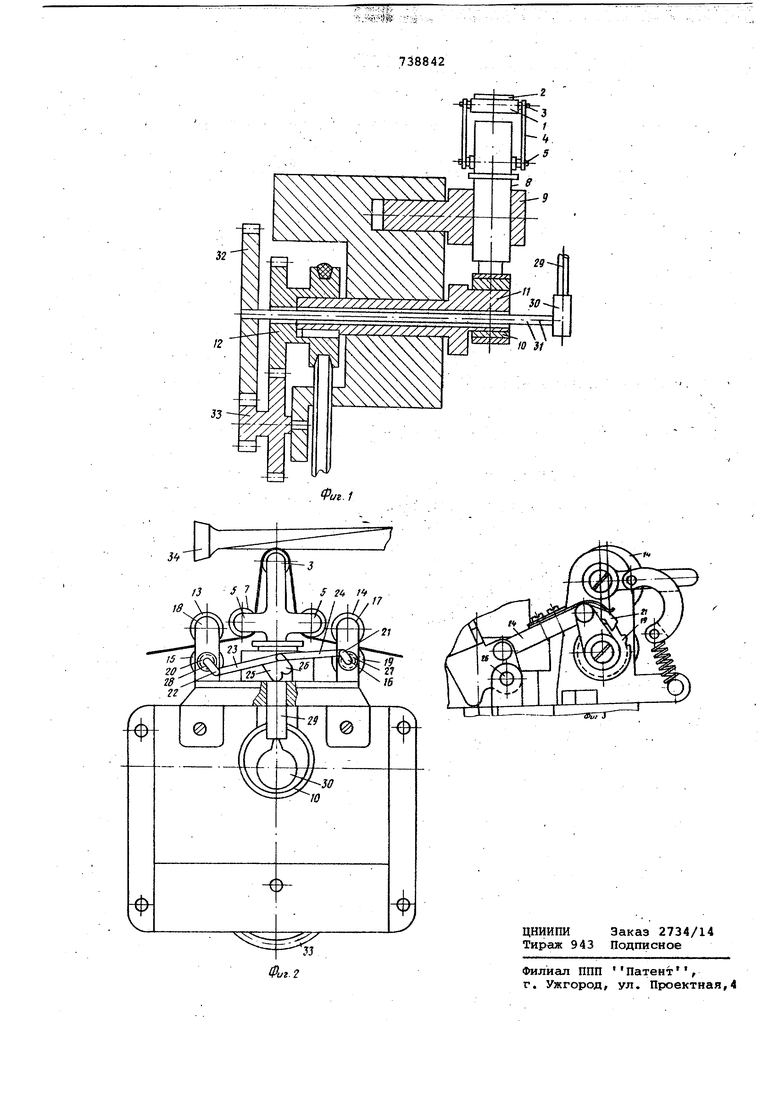
На фиг. 1 изображена принципиальная схема предлагаемого устройства; на фиг, 2 - механизм периодического перемег ения ленты; на фиг. 3 - храповой механизм;
Устройство для вибрационного полирования (фиг.1,2) включает профилированный элемент, выполненный в виде ролика 1, огибаемого конечной абразивной лентой 2. Ролик 1 установлен на одной из трёх осей 3,соединяющих, между собой крестообразные щеки 4. На двух рругкх осяк 5 установлены ориентирующие ленту ролики б и 7. Профилированный ролик через щеки 4 соединен с кулисой 8, размещенной в направляющей 9. В расточке кулисы установлена эксцентриковая втулка 10, которая посажена на экс центрик 11, выполненный за одно целое с ведущим валом. На другом конце ведущего вала неподвижно посажена шестерня-шкив 12,
Для периодического перемещения
абразивной ленты 2 по-мера ее износа головка, имеет реверсивный механизм (фиг.2), который состоит из двух металлических обрезиненных роликов 13 и 14, вращающихся на двух эксцентриковых валиках и двух металли-ческих обрезиненных барабанах 15 и 16, вращающихся на цилиндрических валиках, установленных в опорах стоек 17 и 18, На осях цилиндрических барабанов 15 и 16 жестко закреплены храгговые колеса 19 и 20 (фиг,3), находящиеся в зацеплении с собачками 21 и 22, которые шарнирно подвешены на концах рычагов 23 и 24, соединенных с кулачком 25, шарнирно закрепленным на оси 26 стойки корпуса. Концы рычагов 23 -я 24 подвешены с помощью звеньев 27 и 28.
Кулачок 25 опирается на шток 29, который снизу контактирует с кулачком 30, выполненным за одно целое с приводным валом 31, на конце вала жёстко закреплена шестерня 32, входящая в зацепление с блочной шестерней 33, приводимой во вращение от шестерни-шкива 12,
Абразивная лента 2 огибает профилированный элемент-ролик 1, ориентируется роликами б, 7 и зажимается между, роликами 13, 14 барабанами
15, 16 и обрабатывает изделие лопатки 34,.
Йзмейяя угловое положение эксцёнтрикбвой втулки 10, можно задавать различный закон движения кулисы 8, а, следовательно, и профилированного ролика 1 по замкнутой траектории, например эллиптической, с расположением большей оси эллипса от вертикального до горизонтального положения.
Включение механизма перемещения ленты осуществляется автоматически и определяется 1 ередаточным отношением привода.
Устройство работает следующим
образом.
При включении станка с установленной в шпинделе лопаткой 34 одновременно включается электродвигатель (не показан) привода устройства, от которого ременной передачей приводится во вращение шестерня-шкив 12, ведущие валы 11 и 31, &ал 11 чер эксцентриковую втулку 10 приводит в движение кулису 8, которая сообщает сложное движение профилированно
ролику 1 вместе с огибаемой его абразивной лентой 2, При этом абразивная лента 2 с роликом 1 периодически будет касаться обрабатываемой поверхности лопатки 34, т,е, совер1аать вибрационную обработку пр всей длине пера лопатки и сопряжений с полками, В зависимости от. обрабатывемой лопатки, требуемой величины , на слепа и остаточных напряжений закон движения профилированного, элемета ролика 1 с лентой задают.путем изменения углового положения эксцентриковой втулки 10,
По мере износа абразивной ленты производится автоматическое перемещение ее следующим образом,
.При нажатии кулачка 30, приводя. nielocH от вала 31, передвигаетс вверх шток 29 и поворачивает кулачок 25 относительно оси 26, который перемещает рычаги 23 и 24 -и вместе, с ними собачки- храпового механизма, поворачивая барабаны 15 и 16,
Механизмперемещения обеспечивает перемещение абразивной ленты в прямом и обратном направлениях, что позвол яет наиболее полно использовать ре)сущую способность ленты,
.;Предлагаемоё устройство может быть применено на всех отечественный специальных ленточно-шлифовальных станках типа ЛШ-1, ЛШ-1а с соответствующей их модернизацией,
ч
Формула изобретения
Устройство для вибрационного полирования преимущественно криволинейных поверхностей профилированным контактным элементом, облегаемым абразивной лентой с сообщением сложного относительного перемещения инструмента и обрабатываемого издели, выполненное в виде установленного на станине приводного полог эксцентрикового вала, кинематически связанного с перемещаемым органом устройства, отличающееся тем, что, с целью расширения технологических возможностей устройства, повышения его точности и стойкости абразивной ленты оно снабжено эксцентриковой втулкой, установленной на эксцентриковом валу с возможностью взаимодействия, с контактным .элементом, при этом устройство дополнительно снабжено лентопротяжным реверсивным механизмом, выполненным в виде кинематически связанного с эксцентриковым валом кулачка и смонтированных на станине двух барабанов с храповыми колесами, установленными с возможностью взаимодействия друг с другом.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 437608, кл, В 24 В 21/16, 1972,
