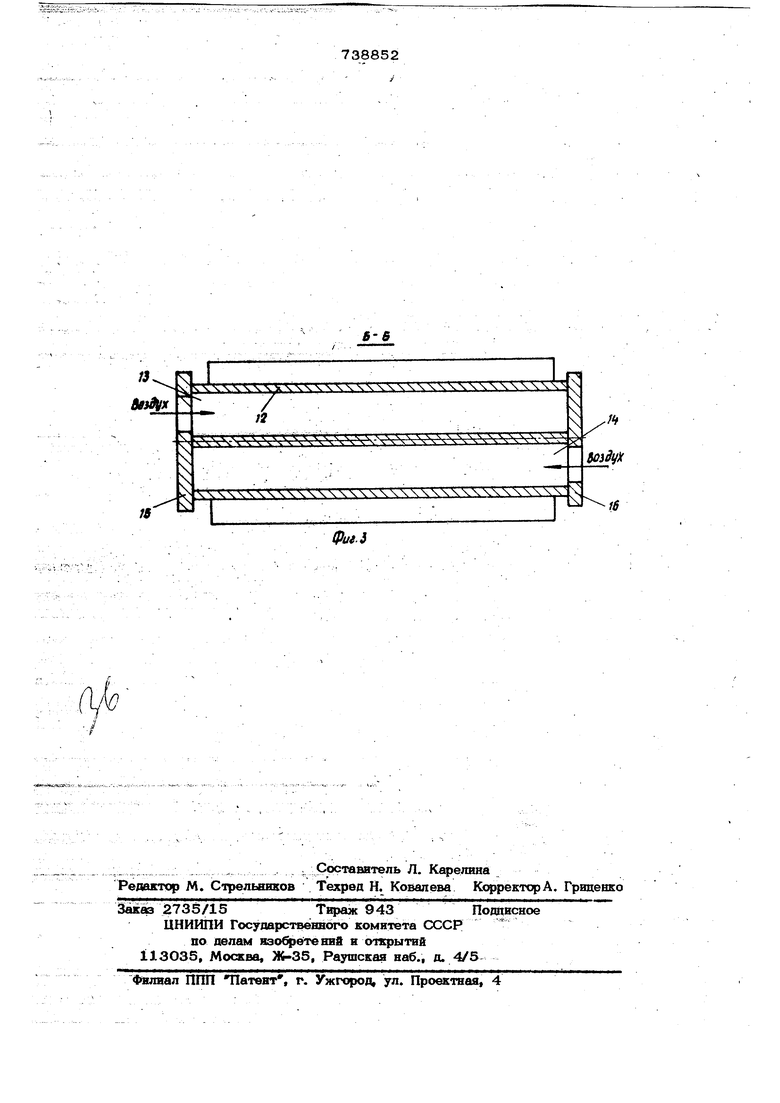
(54) УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ДЕТАЛЕЙ ДРОБЬЮ Изобретение относи-Агя к повышению ус талостной щэочности металлических деталей методом поверхностного пластического деформирования и может быть использовано в машиностроительной промышлеаности, Известны устройства для поверхност ного упрочнения деталей дробью, нбшримар стальными шариками, вьшолненные в виде камеры с ресивером и содержащие сопла для выхода сжатого воздуха ij . Ресивер служит для выравнивания скоростного напсра поступающего из магистрали сжатого воздуха перед щелевым соплом по всей его длине или для обеспечения одинакового скоростного напора перед целым радом сопел. Однако в указанных устройствах ресиверы не обеспечивают достаточной степени выравнивания указанногоcKqpoCTHoro напора воздуха перед щеленым соплом по всей его длине из-за различия скорости воздуха, поступающего в ресивер, в зоне непосредственной близоста входа jH3 маггистрали и в более удаленной зоне ресивера. Отсутствие одинакового скоростного напора перед рядом ведет к полученг различной скорости дроби, совершающей удары по детали под действием сяатого воздуха, выходящего из сопла, что ведет к неравномерному упрочнению деталей. Целью обретения является получение качественного, упрочнения длинномерной детали путем равномерной додачи сжатого воздуха. Указанная цель достигается тем, что ресивер выполнен в виде трубы, разделе ной на продольные изолированные между собой полости, каждая вз которых снабже:на соплом, а торцы трубы соединены с источником сжатого воздуха из ..условия подачи последнего встречно направленными потоками в каждую из полостей. Устройср во обычно снабжено дополнительным соплом, имеющим выход в рабочую зону и соединенным с соплами ресиверся4. Ha фиг. 1 схематично взображёнЬ лреп -.лагаемое устройство, продольный разрзз; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1. Устройство для упрочнения деталей пробью содержит корпус 1 с отверстиями 2для размещения в авм раббЧ16с тёЛ; н nptiMep стальных шариков, и обрабатываем мой детали 3, получающей в0ЖЩШШ От электродвигателя 4 через редуктор 5,: муфту 6 и патрон 7, бабку 8 с вращающим ся центром для подаержания детали, рабочее щелевое сопло 9, через которое сжатый воздух поступает в рабочую зону корпуса. Рабочее сопло располож о в нижней част корпуса в плоскости вращения детали и ра но длине офабатываемого участка дета пи.У -/ ;- Дополнительные сопла 10 и 11 служат для сообщения магистрали сжатого воз духа с рабочим соплом, равны по длине рабочему соплу, параллельны его оси, направ ленны на его входную часть нвкгполнены в боковой поверхности трубы 12, разделен ной на две продольные, изолированн| 1е меж- , ду собой полости 13 и 14. Причем каждое дополнительное сопло сообщается только с одной указанной полостью. Устройство содержит также фланцы 15 и 16, установленные на торцах трубы 12 и служащие для подвода воздуха из йагист рали к дополнительным соплам. Через один фшйец воздух подв.еден в одну полость тру бы, а через противоположный - в фугую. Устройство для упрочнения деталей дро бью работает следующим образом. В корпус 1 засьтается пробь, например стальные шарики. Обрабатьгваемая деталь 3устанавливается в корпусе 1, крепится в патроне 7 и электродвигателем 4 принводится во вращение. Затем от магистрали сжатый воздух подается через фланцы 15 и 16 в полости 13 и 14 трубы 12. Из указаннь1х полостей воздух через сопла 10 и 11 поступает к входной чаотн рабочего щелевого сопла 9, в которой и формируется суммарный скоростной напор воздуха, одинаковый по всей длине рабочего сбила. Потоки , выходзанщего из сопел 1О и 11, направляются к рабочему соплу 9 к его входной части и Складываются так, что получается cyi марный скс остной налор, равный сумме нёпоров, выходящих из ссгаел 10 и 11. Он будет одинаков по всей длине рабочего сситла, так как падение cKqpocTHO 73 2 ГО напора из одного дополнительного ссжла по его длине к ж пенсируетсн ростом напора из рругого сопла. Таким образом, скоростной напор воздуха образуется равномерным по всей длине щелевого сопла при ш 1ходе из последнего в рабочую зону корпуса 1. Под f действием этого скоростного напора рабочие тела, например, стальные шарики, со вершают полет в сторону обрабатываемой детали, ударяют по ее поверхности н производят угфрчнение этой поверхности за счет образования наклепанного слоя. Обработанный воздух выходит в окружающее фостранство из корпуса через отверстия 2, диаметр которых меньше, чем диаметр шариков. Ширина рабочего сопла 9 в его выходной части меньше диаметра шариков, tfTO предотвращает их высыпание из корпуса. - Постоянство скоростного напора обеспечивает повышение равномерности упрочнения детали по ее длине, поэтому не нужно использовать ресивер большой емкости, что снижает металлоемкость всего уст ройства. Формула изобретения 1.Устройство для упрочнения деталей дробью, выполненное в виде камеры с .ресивером, соединенным с источником сжато го воздуха, подаваемым в рабочую зону через сопла, расположенные под углом, отличающееся тем, что, с целью получения качественного упрочнения длинномерной детали путем равномерной подачи сжатого воздуха, ресивер выполнен в виде трубы, разделенной на продольные изолированные между собой полости, каждая из которых снабжена соплом, а торцы трубы соединены с источником сжатого воздуха из условия подачи последнего встречно направленными потоками в каждую из полостей. 2.Устройство по п. 1, отличающее с я тем, что устройство снабжено дополнительным соплом, имеющим выход в рабочую зону и соединенным с соплами ресивера. Источники информации, принятьге во внимание при экспертизе 1. Авторское свидетельство СССР fc 408763. кл. В 24 С 5/02, 196.
l|l Xl| 4M|L N|k l|l M|L l|l4N f:V
r
2
Sf
Q/
/
/
3 //// X X
Ч ЛЧ ГЧГЧ . A
y///////////////J////
A-A
«2/
/ /2
J
u.f J X :- 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упрочнения дробью металлических деталей типа колпачков, например зубных коронок | 1988 |
|
SU1604586A1 |
| Устройство для дробеструйной очистки наружной поверхности длинномерных изделий | 1986 |
|
SU1454672A1 |
| Способ упрочнения наружных и внутренних поверхностей деталей | 1975 |
|
SU558056A2 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ | 1973 |
|
SU397324A1 |
| Устройство для пневмодинамического упрочнения наружных поверхностей деталей | 1989 |
|
SU1632755A2 |
| Устройство для упрочнения деталей дробью | 1976 |
|
SU545456A2 |
| ПНЕВМОДРОБЕСТРУЙНОЕ УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1999 |
|
RU2165350C2 |
| Способ упрочняющей обработки локальных участков поверхностей деталей роторов | 2019 |
|
RU2709072C1 |
| ПНЕВМОДРОБЕСТРУЙНОЕ УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1999 |
|
RU2170167C2 |
| Способ абразивоструйной обработки внутренних поверхностей деталей | 1985 |
|
SU1301673A1 |