(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ
. . .-.. 1 . .
Изобретение относится к йзготов-ленйю покрьайек пневматических шин, оно предназначено для формования заготовок каркасов. покрьпйёкКбмбинированным: способом.
Известен способ изготовления покрышки пневматической шины, включа-. ющий фс5рмавание заготовки каркаса покрышки с использованием комбинированного дерна, имеющего жёсткие . секторы и охватывающую их: эластйчну1Ю| диафрагму, путем совместного йёформирования эластичной диафрагмы и заготова каркаса, радиального перемёте н и я же ст ки X сё йтороВ и Шдата sSS-Г давлением в образованную эластичной диафрагмой полость 1.
Недостатком этого способа явля.етс) неравномерное распределение нитей корда в каркасе,. ухудЕйаюйёё качество по крышки, выз в ан н ое гем, что в полость, образованную диафрагмой, подают воздух под давлениём, обусловливгиощим постоянный контакт диафрагмы и секторов по всей площади последних.
При постоянном контакте диафрагмы и секторов по всей поверхности последних между д;иафрагмой и секторами возникают силы трейия, ггрёпятствую- Г
щие растяжению диафрагмы на участках, прилагающих к секторам, в то время как участки диафрагмы между секторами .свободно растягиваются в окружном направлении. Контактирующие по наружной поверхности диафрагмы нити корда распределяются по окружности формуемой покрышки совместно с диафрагмой за счет сил трения между ними
10 и поэтому распределяйтся по окружности формуемой покрышки в соответствии с деформацией, диафрагмы, т.е. неравномерно: на участках, прилегаю14их к , йитй Koiprfa располо15жены плотно, в то время как между - секторами плотность их распределения значительно снижена.
Цель изобретения - по;вьш1ение ка- покрышки за счет повышения
20 равномерности распределения нитей корда в каркасе во время формования.
Поставленная цель достигается тем, что воздух подают в полость, образованную эластичной диафрагмой,
25 под давлением до контакта последней и секторов по боковой наружной поверхности последних симметрично относительно бой симметрии профиля при радиальном перемещении секторов до
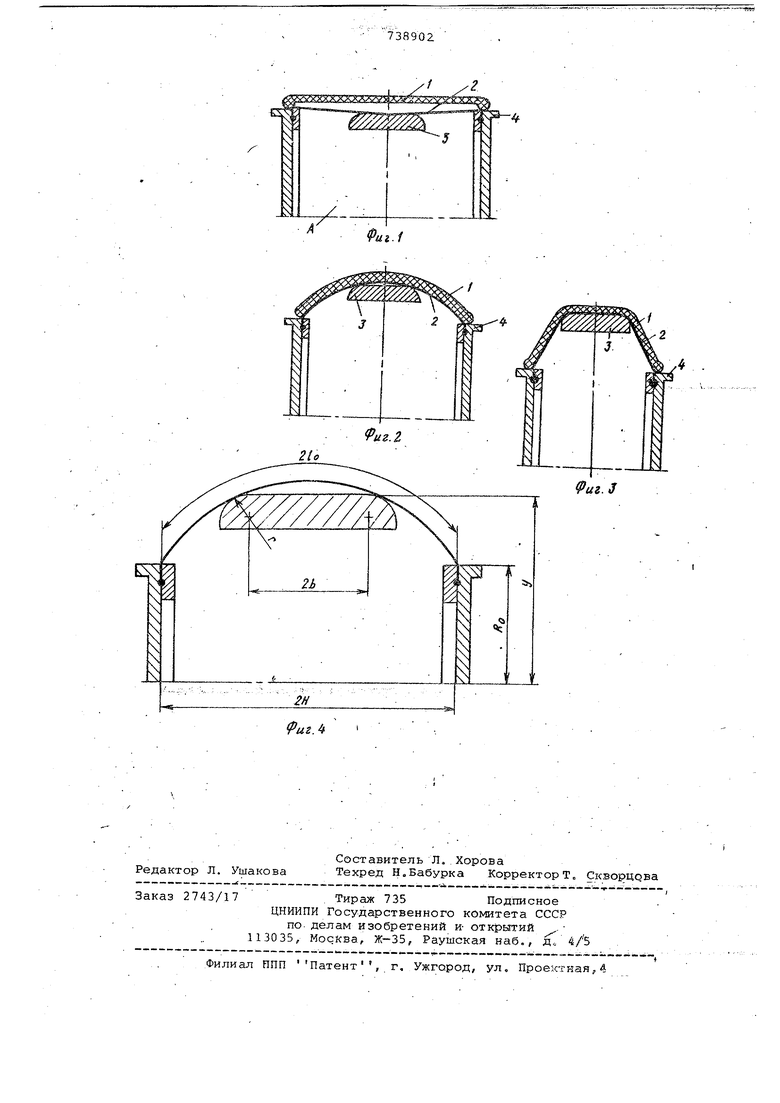
30 положения деформируемых эластичной / диафрагмы и заготовки каркаса по описанной вокруг секторов окружности после чего снижают давление воздуха ДО контакта эластичной диафрагмы и ;екторЬв по всей .наружной по-верхности поапёдних. Такой режим проведения операции ;подачи воздуха обеспечивает, во-пер вых, формование покрышки при более равномерной окружной деформации диафрагмы, а, следовательно, и форйование каркаса, посколтзку при контакте Длафраг1.ял и секторов лишь по боковой поверхности последних умень шается влияние сил тренкя на равномерность де(5юрмирования диафрагмы и . каркаса Б окружном направлении воЗторыхр при снижении давления в момент выхода секторов на заданный диаметр описанной вокруг нкх окружности оберпечивается контакт диафра мы с секторами по всей площади последних и происходит фиксация точной геометрической форт-й-л сфор1 юзанного каркаса. При зтом соотношение между велич ной -радиального перемещения секторо и расстоянием между дисками выражаю следующей математической зависикю ст ью: ; / All р / 1: . ,у..,4,„..(р.)х () .гДе Y - расстояние от продольной о дорна до наружной поверхностИ сектора, см; RJJ -радиус дисков в местах кре . ления Б них эластичной ди ,афрагмы, см; г радиус закругления концов сектора, .. . - где ЕО - половина -длины меридиана формуе юго каркаса, см; Н половина расстояния между . дисками, см Ь -половина длины наружной пр молинейной части сектора,с Сущность изобретения поясняется на чертежах где на фиг. 1-3 показа но о- носительное расположение диско .для йрёпления эластичной диафрагмы секторов при формовании каркаса по- фй1йкй-в их на альйбм, промежуточно и конечном положении, соответственно; на фиг. 4 - меридиональное сече ние комбинированного дорна. Пример осуществления способа. В исходном положении заготовку 1 ка каса покрышки размещают на диафрагм 2 {фиг.1) и в образованную диафрагм полость А подайт воздух под давлени ри ЭТОМпроизводят радиальное переещение же.стких секторов 3, сближеие дисков 4 (фиг.2) до контакта иафрагмы 2 и секторов 3 по боковой аружной поверхности последних симетрично относительно оси симметрии рофиля до положение деформируемых иафрагмы 2 и заготовки 1 по описанной вокруг секторов 3 окружности (фиг.4). Перемещение дисков 4 при контакте секторов 3 по боковой наружной поверхности с диафрагмой 2 позволяет фиксировать диафрагму 2 относительно оси си№ 4етрии профиля, и в то же время вести процесс формования в сновном за счет растяжения диафрагмы, что повышает равномерность разрешения нигей корда в формуемой заготовке 1 каркаса. По окончании радиального перемещения секторов 3 (см.математическую формулу) снижают давление воздуха в полости А (фиг.3) до тех пор,пока не произойдет контакт даафрагмы 2 и секторов 3 по всей поверхности по ел един :й. Осуществление предлагаемого способа на комбинированном дорне позволяет повысить качество покрышек пневматических шин-. Формула изобретения Способ изготовления покрышки пневматической шины, включающий формование заготовки каркаса покрышки с использованием комбинированного дорна, имеющего жесткие секторы и охватывающую их эластичную диафрагму, путем совместного деформирования эластичной диафрагмы и заготовки каркаса, радиального Перемещения жестких секторов и.подачи воздуха под давлением в образованную .эластичной диафрагмой полость, о т л ичающийся тем, что, с целью повышения качества покрышки за счет повышения равномерности распределения нитей корда в каркасе во времл формования, воздух подают в .полость, образованную эластичной диафрагмой, под давлением до контакта последней с боковой наружной поверхностыб секторов симметрично.относительно оси симметрии профиля при радиальном перемещении секторов до положения деформируемых эластичной диафрагмы и заготовки каркаса по описанн.ой вокруг секторов окружности, после чего снижают давление воздуха до контакта эластичной диафрагмы и секторов по всей наружной поверхности последних. Источники- информации, принятые во внимание при экспертизе 1. Патент Франции № 1510912, кл. В 29 Н, опублик. 1966 (прототип) .

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и формования покрышки пневматической шины | 1977 |
|
SU963877A1 |
| Способ формования заготовки радиальной покрышки пневматической шины | 1976 |
|
SU663603A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1981 |
|
SU994299A2 |
| Устройство для опрессовки каркаса покрышки | 1980 |
|
SU899364A1 |
| Барабан для сборки и формования покрышки пневматической шины | 1977 |
|
SU707823A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| Способ сборки радиальных покрышекпНЕВМАТичЕСКиХ шиН | 1979 |
|
SU821196A1 |
| Станок для сборки покрышек пневма-ТичЕСКиХ шиН | 1979 |
|
SU837897A1 |
| Станок для сборки и формования покрышки пневматической шины | 1976 |
|
SU680906A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |