Изобретение относится к изготовлению покрышек пневматических шин и предназначено для формования собранной плоским способом заготовки покрышки пневматической . Известно устройство для сборки и формования покрышю1 пневматической шины, содержащее образую1цие формующую поверхность секторы, посредством рычагов установленные на горизонтально ; расположенном валу и связанные с приводен радиального возвратно-поступательного пере мещения . Известное, устройство не обеспечивает равномерного распределения н тей корда в каркасе покриики из-за неодинакового по величине трения по рышки о поверхности секторов и по р диальным плоскостям сопряжения. сект ров в положении их максимального уд ления от вала. Указанный нeдocJaтpк частично ус ранен в наиболее близком к описываемому устройстве для сборки и формования покрышки пневматической шины, содержащем образующие профиль форнуемой покрышки упругие элементы, установленные продольной осью в окружном относительно продольной оси горизонтально расположенного вала направлении и связанные с приводом их радиального возвратно-поступательного перемещения относительно последнего посредством подвижных вдоль него и поворотных в продольных осевых плрскостях рычагов, и охватывающую упругие элементы эластичную формующую диафрагму 2. Кроме неравномерного распределения нитей корда в каркасе при формовании, обусловленного наличием между упругими элементами в окружном направлении державок со сплошной поверхностью для крепления концов упругих элементов, выполнение упругих элементов, охватывающих опорные секторы и периферийные кольцевые стяжки, в поперечном сечении .с двоя кой вогнутостью неодинаковых радиусов кривизны усложняет конструкцию устройства. Цель изобретения - повышение качест.ва покрышки за счет повышения равномерности распределения.нитей корда в каркасе при формовании. Поставленная цель достигается тем, что упругие элементы выполнены
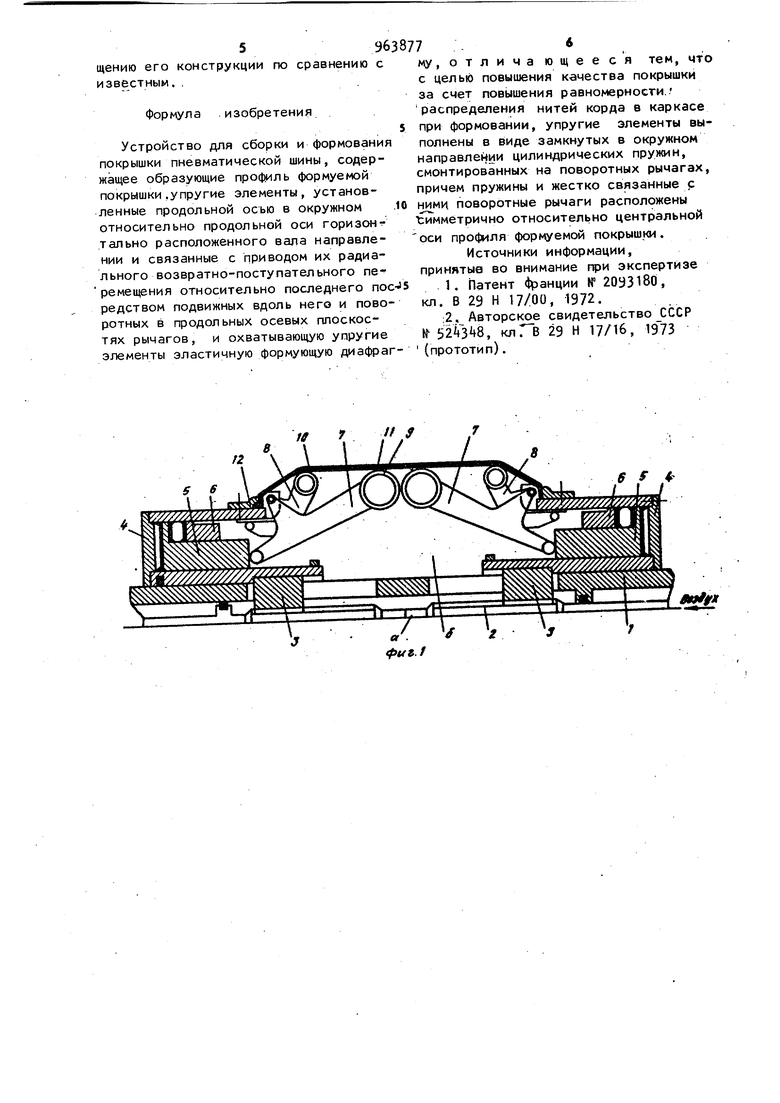
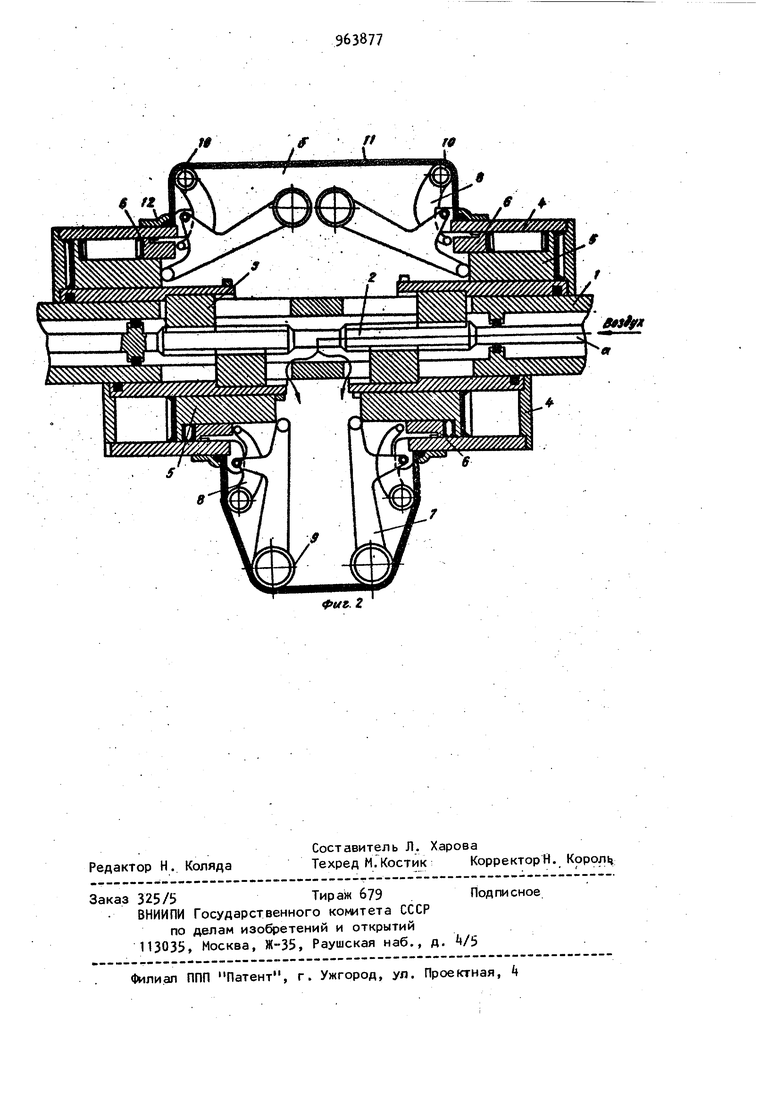
в виде замкнутых в окружном направлении цилиндрических пружин, смонтированных на поворотных pычaгaxJ при чем и жестко связанные с ними поворотные рычаги расположены симметрично относительно центральной оси профиля формуемой покрышки. На фиг. 1 показано предлагаемое Устройство в Исходном положении, продольный разрез; на фиг. 2 - то же, в работе по стадяям, в продольном совмещенном разрезе. I
Устройство для сборки и формования покрышки пневматической шины содержит горизонтально расположенный полый приводной вал 1 с продольными сквозными пазами. Соосно с валом 1 установлен ходовой винт 2 с гайками 3 с выступами, размещенными в пазах вала 1. Гайки 3 жестко связаны в корпусами пневмоцилиндров, в которых СООСНО установлены кольцевые внутренний 5 и наружный .6 поршни. На корпусах .пневмоцилиндров шарнирно смонтированы поворотные , в продольных осевых плоскостях попарно в окружном направлении рычаги 7,8 с замкнутыми цилиндрическими пружиНаж 9,10. на одних концах, взаимодействующими с охватывающей пружины 9,10 эластичной формующсй диафрагмой 11. Борта диафрагмы 11 закреплены на корпусах k пневмоцилиндров кольцевыми ыак.падками 12.
Рычаги 7,8 другими концами опираются на поршни 5.0 пне&моцилиндров соответственно.
Пружины,9, образующие профиль покрышки при формовании, и поворотные в продольных плоскостях рычаги 7, жестко связанные с ними, расположены симметрично относительно центральной оси профиля формуемой покрышки .
В винте 2 выполнен канал а цпя прохода рабочей среды - воздуха мещаются в радиальном и растягиваются в окружном направлении, и взаимодействующая с ними диафрагма 11 деформируется, образуя поверхность
требуемого диаметра. Проводится сборка каркаса покрышки.
После этого в полость б через канал а и продольные пазы вала 1 подается воздух и включается привод винта 2. Жестко связанные с подвижными .вдоль винта 2 гайками 3 корпуса А пневмоцилиндров перемещаются к центральной оси профиля формуемой покрышки. При этом рычаги 7 поворачиваются в
продольных осевых плоскостях, растягивая пружины 9 в окружном направлении и диафрагму 11 до промежуточного положения при формовании.Выведение пружин 9 и диафрагмы 11 в положение, соответствующее профилю формуемой покрышки (фиг. 2 снизу), проводится при включении пневмоцилиндров и перемещении к центральной оси профиля поршней 5 и взаи,содействующих с ними концов рычагов 7.
После формования каркаса осуществляется вторая стадия .сборки покрышки и прижатия по всей поверхности последней .
По окончании сборки из полости б через канал а удаляется воздух. Выключаются пневмоцилиндры. Рычаги 7,8 возвращают пневмоцилиндры. Рычаги 7,8
возвращаются при повороте в обратном направлении их перемещения вдоль винта корпусов t пневмоцилиндров в исходное положение.
Выполнение устройства согласно
изобретению обеспечивает равномерное распределение нитей корда в каркасе за счет наличия равномерно деформированной в окружном направлении опорной для диафрагмы .поверхности цилиндрических замкнутых пружин и связи полости диафрагмы с источником рабочей среды Кроме того, выполнение устройства согласно изобретению приводит к упров образованную диафрагмой 11 полость 6. Работа устройства осуществляется следующим образом. Рычаги 8 с пружинами 10 из исходного положения (фи-г. 1) при включении пневмрцилиндров порщнями 6 переводятся в рабочее положение для сборки покрышки (фиг. 2 сверху). Пря этом пружины 10 перещению его конструкции по сравнению с известным..
Формула .изобретения.
Устройство для сборки и формования покрышки пневматической шины, содержащее образующие прО( формуемой покрышки.упругие элементы, установленные продольной осью в окружном .10 относительно продольной оси горизонтально расположенного вала направлении и связанные с ПРИВОДОМ их радиального возвратно-поступательного перемещения относительно последнего noc-J5 редством подвижных вдоль него и поворотных в продольных осевых плоскостях рычагов, и охватывающую упругие элементы эластичную формующую диафрагму, отлича ющееся тем, что с целью повышения качества покрышки за счет повышения равномерности, распределения нитей корда в каркасе при формовании, упругие элементы вы,5 полнены в виде замкнутых в окружном направлейии цилиндрических пружин, смонтированных на поворотных рычагах, причем пружины и жестко связанные р ними поворотные рычаги расположены Ьимметрично относительно центральной оси профиля формуемой покрышки.
Источники информации, принятые во внимание при экспертизе
1. Патент «Франции № 20У3180, кл. В 29 Н 17/00, 1972.
:2. Авторское свидетельство JCCCP № , клГв 29 Н 17/16, 1973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Барабан для сборки и формования покрышки пневматической шины | 1977 |
|
SU707823A1 |
| Способ формования каркасов покрышек пневматических шин и устройство для его осуществления | 1978 |
|
SU716863A1 |
| Устройство для сборки и формования радиальных покрышек пневматических шин | 1986 |
|
SU1407844A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1981 |
|
SU1006267A1 |
| Способ формования заготовки радиальной покрышки пневматической шины | 1976 |
|
SU663603A1 |
| Устройство для формования покры-шЕК пНЕВМАТичЕСКиХ шиН | 1979 |
|
SU818900A1 |
| Способ изготовления покрышки пневматической шины | 1977 |
|
SU738902A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1983 |
|
SU1106682A1 |
| Барабан для сборки и формования покрышек пневматических шин | 1980 |
|
SU925666A1 |
| Устройство для формования и сборки покрышки типа "р" пневматической шины | 1977 |
|
SU725895A1 |
Iff
Фиъ.1 9
.Z
