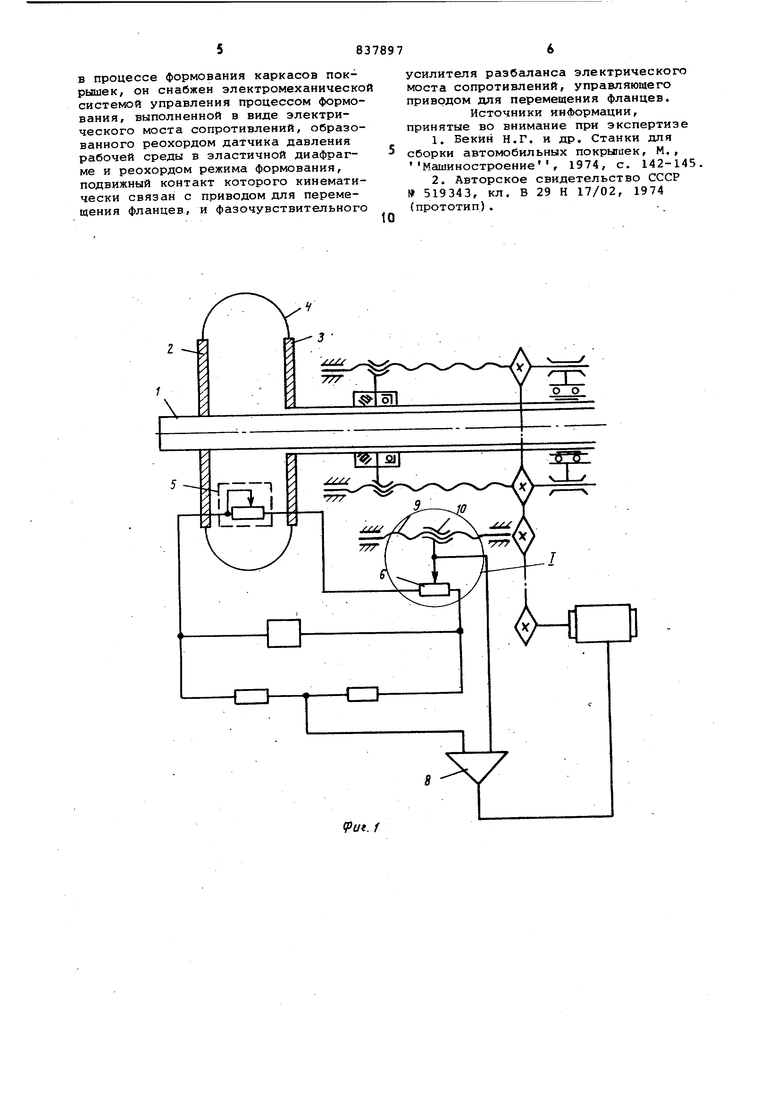
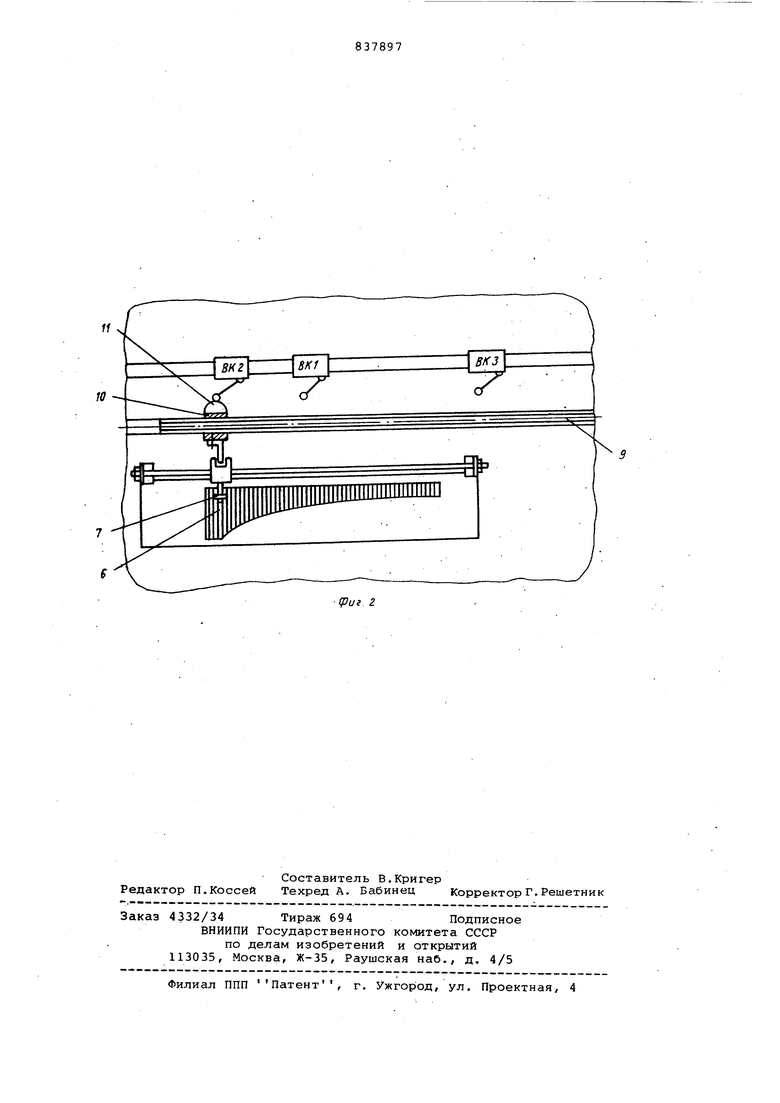
Изобретение относится к шинной про мышленности и может быть использовано в сборочных цехах шинных заводов. Известен станок для сборки покрышек пневматических шин, содержащий диафрагменный сборочный барабан с при водом осевого перемещения фланцев и систему подачи сжатого воздуха внутрь барабана. В этом станке привод осевого перемещения фланцев и . система подачи сжатого воздуха внутрь сборочного барабана вклю чаются одновременно. При этом скорост сведения фланцев и скорость подачи сжатого воздуха внутрь барабана, не регулируемы в процессе всего цикла формования и не зависимы ДРУг от дру га 1. Недостатком этого устройства явля ется то, что в нем не учитываются размер собираемой покрышки, закон изменения внутреннего объема каркаса покрышки в процессе формования,я, закон изменения натяжения нитей каркаса покрышки в процессе формования. В результате ухуд иается качество собираемых покрышек за счет повышенной неравномерности разрежения нитей кор jqa в каркасе. Известен станок для сборки покрышек пневматических шин, содержащий смонтированный на приводном валу сборочный барабан в видр аксиально подвижных вдоль приводного вала фланцев с закрепленной на их торцах эластичной диафрагмой, привод для перемещения фланцев, систему лодачи рабочей среды в эластичную диафрагму и конечные выключатели. В сборочном станке изменение внутреннего объема каркаса покрышки компенсируется за счет регулируемой подачи рабочей среды в эластичную диафрагму в зависимости от перемещения фланцев. Для этого на линии подачи рабочей среды в эластичную диафрагму установлен,дроссель, взаимодействующий своим регулятором с профильным копиром, подвижным вдоль приводного вала и кинематически связанным с.приводом перемещения фланцев 2 . Недостатком этого сборочного станка является то, что привод осевого перемещения фланцев сборочного барабана и система подачи сжатого воздуха внутрь барабана связаны между собой лишь регулировкой расхода сжатого воздуха за счет взаимодействия профильного копира с регулирующим органом дросселя. Формуемый каркас в про цессе перемещения фланцев сборочного барабана своевременно наполняется необходимым количеством; воздуха. Однако натяжение нитей каркаса при это уменьшается, что приводит к неравномерности их разложения. Целью изобретения является обеспе чение постоянного натяжения нитей корда в процессе формования каркасов покрЕлшек. Поставленная цель достигается тем что,станок для сборки покрышек пневматических шин, содержащий смонтированный на приводном валу сборочный барабан в виде аксиально подвижных вдоль приводного вала фланцев с закрепленной на их торцах эластичной диафрагмой, привод для .перемещения фланцев, систему подачи рабочей среды в эластичную диафрагму и конечные выключатели, снабжен электромеханической системой управления процессом формования, выполненной в виде элект рического моста сопротивлений, образованного реохордом давления рабочей среды в электричной диафрагме и реохордом р ежима формования, подвижный контакт которого кинематически связа с приводом для перемещения фланцев и фазочувствительного усилителя разбаланса электрического моста сопротивл ний, управляющего приводом для перемещения фланцев. На фиг. 1 изображена электромеханическая система управления процессо формования; на фиг. 2 - узел I на фиг. 1. Станок для сборки покрышек содержит смонтированный на приводном валу 1 сборочный барабан в виде аксиально подвижных вдоль приводного вала 1 фланцев 2 и 3 с закрепленной на Их торцах эластичной диафрагмой 4,приво для перемещения фланцев 2 и 3(не показан) , систему подачи рабочей среды эластичную диафрагму 4(не показана)и конечные выключатели ВК-1, ВК-2,ВК-3 Станок снабжен электромеханической системой управления процессом Фоомования, выполненной в виде электрического моста сопротивлений, образованного реохордом датчика 5 давления рабочей среды в эластичной диасЪрагме 4 и реохордом б процесса формования, подвижный контакт 7 которого кин.ематичес1 -и свйзан с приводом для пере ещен11я фланцев 2 и 3. Станок снаб)кен фаЬочувствительным усилителем 8 разбаланса электрического моста сопротивлений, управляющего приводом для перемещения фланцев 2 и 3. Станок содержит также ходовой винт 9,.кинематически связанный с приводом для перемещения фланцев 2 и 3, и гайку 10, установленную на ходовом.винте 9 и имеющую профильный кулачок 11. Подвижный контакт 7 связан с гайкой 10. Электрический мост сопротивлений питается от источника питания(ИП). Станок работает следующим образом. Собирают каркас покрышки. Перед началом процесса формования собранного каркаса покрышки подвижный контакт 7 реохорда 6 режима формования находится в крайнем положении, подвижный контакт реохорда датчика 5 давления также находится в исходном положении Профильный кулачок 11 гайки 10 воздействует на выключатель ВК-2. В этом случае электрический мост сопротивлений, питающийся от источника питания ИП, сбалансирован. На входе усилителя 8 отсутствует сигнал, и привод для перемещения фланцев 2 и 3 отключен. При подаче оабочей среды внутрь диафрагмы 4 начинается процесс формования. Одновременно подвижный контакт реохорда датчика 5 давления перемещается. Происходит разбаланс моста. Сигнал разбаланса подается на вход усилителя 8. Включается привод для перемещения фланцев .2 и 3. Винт 9, кинематически связанный с приводом для перемещения Фланцев, вращаясь, перемещает гайку-10, а вместе с ней и подвижный контакт 7 реохорда б..Перемещение фланцев 2 и 3 происходит до тех пор, пока мост не сбалансируется. При дальнейшем наборе давления вновь происходит перемещение подвижного контакта реохорда датчика 5 давления и, как следствие, разбаланс моста. Цикл повторяется. .Окончание Лормования происходит при отключении привода для перемещения Фланцев конечным выключателем ВК-3. Режим формования задается реохордом 6, расчитанным отдельно для каждого размера собираемых покрышек. При сборке покрышек по технологии с предварительным натяжением нитей каркаса, в исходном положении профильный кулачок 11 гайки 10 воздействует на выключатель ВК-1. Процесс формования начинается с предварительного натяжения нитей каркаса. При этом гайка 10 перемещается от выключателя ВК-1 в сторону выключателя ВК-2. При нажатии выключателя ВК-2 включается электромеханическая система управления процессом формования каркаса. Цикл формования протекает согласно описанному выше. Формула изобретения Станок для сборки покрышек пневатических шин, содержащий смонтироанный н-а приводном валу сборочный арабан в виде аксиально подвижных доль приводного вала фланцев с закепленной на их торцах эластичной иафрагмой, привод для перемещения ланцев, систему подачи рабочей среы в эластичную диафрагму и конечые выключатели, отличающийя тем, что, с целью обеспечения остоянного натяжения нитей корда. в процессе формования каркасов покрьпцек, он снабжен электромеханическо системой управления процессом формования, выполненной в виде электрического моста сопротивлений, образованного реохордом датчика давления рабочей среды в эластичной диафрагме и реохордом режима формования, подвижный контакт которого кинематически связан с приводом для перемещения фланцев, и фазочувствительного усилителя разбаланса электрического моста сопротивлений, управляющего приводом для перемещения фланцев. Источники информации, принятые во внимание при экспертизе 1.Бекйн Н.Г. и др. Станки для сборки автомобильных покрышек, М,, Машиностроение, 1974, с. 142-145, 2.Авторское свидетельство СССР № 519343, кл. В 29 Н 17/02, 1974 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки покрышек пневматических шин | 1974 |
|
SU519343A1 |
| Станок для сборки и формования покрышки пневматической шины | 1976 |
|
SU680906A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2011534C1 |
| Станок для сборки покрышек пневматических шин | 1976 |
|
SU735432A1 |
| Устройство для сборки покрышек пневматических шин | 1974 |
|
SU529089A1 |
| Диафрагма к барабану для сборки покрышек пневматических шин | 1980 |
|
SU905112A1 |
| Барабан для сборки и формования покрышек пневматических шин | 1980 |
|
SU925666A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1063625A1 |
| Способ формования покрышек пневматических шин | 1974 |
|
SU588137A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1982 |
|
SU1060496A1 |
put. 1
10
т
