стй перемещения подъемной площадки; на фиг. 5 - функцибнальная схема управления устройством.
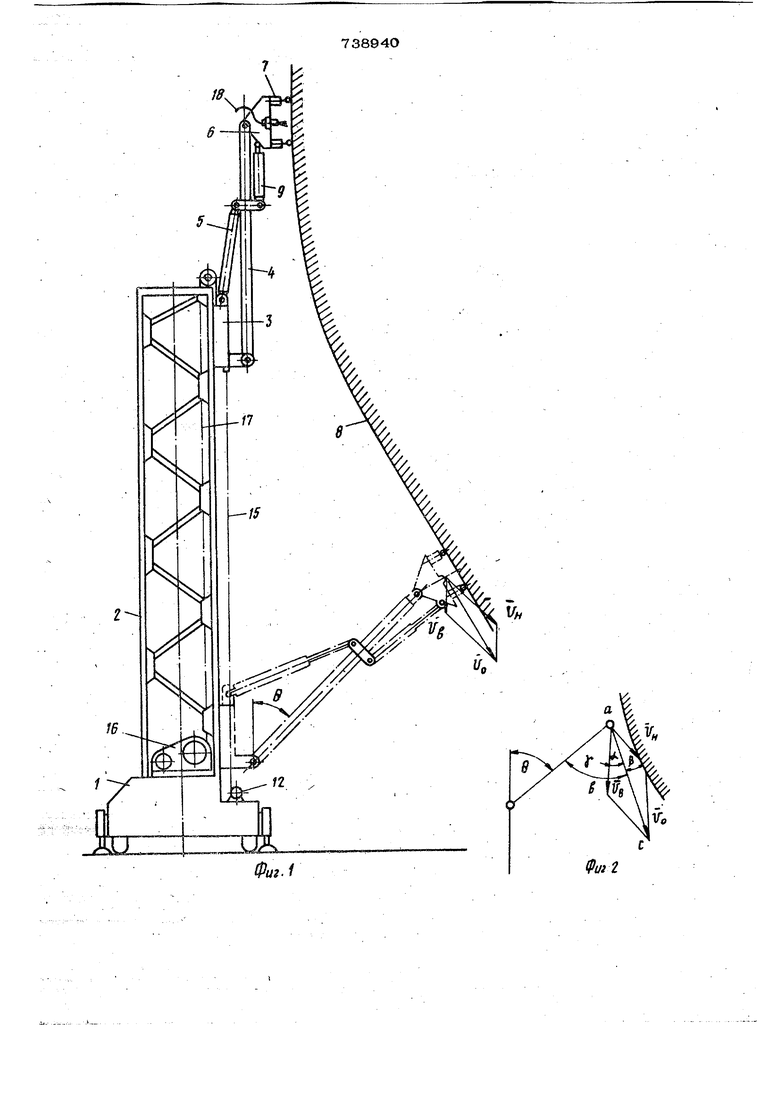
Предлагаемое устройство содержит подвижную тележку 1, вертикальную мачту 2 с подъемной площадкой 3, на которой шарнирно закреплена стрела 4 с механизмом 5 наклона, имеющим сервопривод. К стреле 4 щарнирно прикреплен держатель 6 рабочих приспособле- 10 НИИ, на котором имеются датчики 7 расстояния до обрабатываемой поверхности 8 корпуса судна. Держатель 6 с помощью механизма 9 поворота с сервоприводом может разворачиваться вокруг горизон- 15 тальной оси, с которой связан датчик 10 р азворота держателя, выдающий сигнал косинуса угла разворота держателя б в плоскости наклона стрелы 4, шарнире крепления стрелы 4 к подъемной20 площадке 3 укреплен датчик 11 наклона стрелы, выдающий значение косинуса угла отклонения стрелы от вертикали. У основания тележки 1 укреален датчик 12 скорости перемеще-г 25 ния подъемной площадки, который может быть рулеточного типа на основе многооборотного потенциометра 13 с подпружиненным пружиной 14 валом, на который наматывается тросик 15, соединенный с 30 подъемной площадкой 3. По вертикали подъемная площадка 3 перемещается с помощью сервомеханизма 16 и троса 17. Шланг 18 служит для подвода красгаз или воды высокого давления для гидро- 35 динамической очистки корпуса судна. Кроме того, в схеме управления предусйотрены усилители 19, преобразователи .20, сумматоры 21 и вычислительный блок 22. Из исходного положе- 40 ния у борта подъе иная площадка 3 начинает опускаться. При этом механизм 9 по сигналам от датчшсов 7 разворачивает держатель б таким образом , чтобы при изменегши кривизны повергаостаг
8 корпуса судна, рассто5шия между датчиками 7 и обрабатываемой пов хностью были одинаковыми между собой, а механизм 5 наклона стрелы 4 наклоняя стрелу к корпусу по сигналам от тех 50 же датчиков 7, поддерживает это расстояние равным заданному, требуемому по технологическим параметрам обработки.
Скорость конца стрелы 4, на котором укреплен держатель 6 рабочих приспособ- 55
,ЙзЙШйется всоответствии с векторной диаграммой (см. фиг. 2). Век тор VQ скорости обработки поверхности 8
корпуса всегда направлен по касательной к нему и определяется двумя составляющими: вектором скорост1 перемещега1я стрелы 4 по вертикали V (скорости, опускания площадки) и вектором V, линейной скорости перемещения конца стрелы 4 при наклоне ее в сторону 1фиволннейной поверхности 8 корпуса. Скорость V определяется дшшой стрелы 4 и кривизной поверхности корпуса и направлена всегда по нормали к стреле 4. Для поддержания неизменным модуля вектора Vo целесообразно изменять скорость Vn таким образом, чтобы компенсировать изменение скорости о за счет изменения V в процессе обработки.
Решая косоугольный треугольник а b С найдем:
ас ьш р
(1) (160°- i-)
где а b -V
в
ас
- угол между векторами MO
иМ
- - угол между векторами VQ
нЧ
е
90.
fb У -,(2)
р - угол разворота держателя б
в плоскости наклона стрелы 4; который, в свою очередь, равен:
.(3)
в - угол отклонения стрелы 4 от
вертикали. тавляя выражения (2) и (3) в (1),
получим:
(4)
в о cos в
Следовательно, для поддержания неизменным модуля вектора скорости обрабо.тки NO т.е. IVj , необходимо вертикальную скорость, т.е. скорость складывания (выдвижения) телескопа изменяс в соответствии с вьфажением (4).
Изменение скорости Vg согласно (4) осуществляется следующим образом.
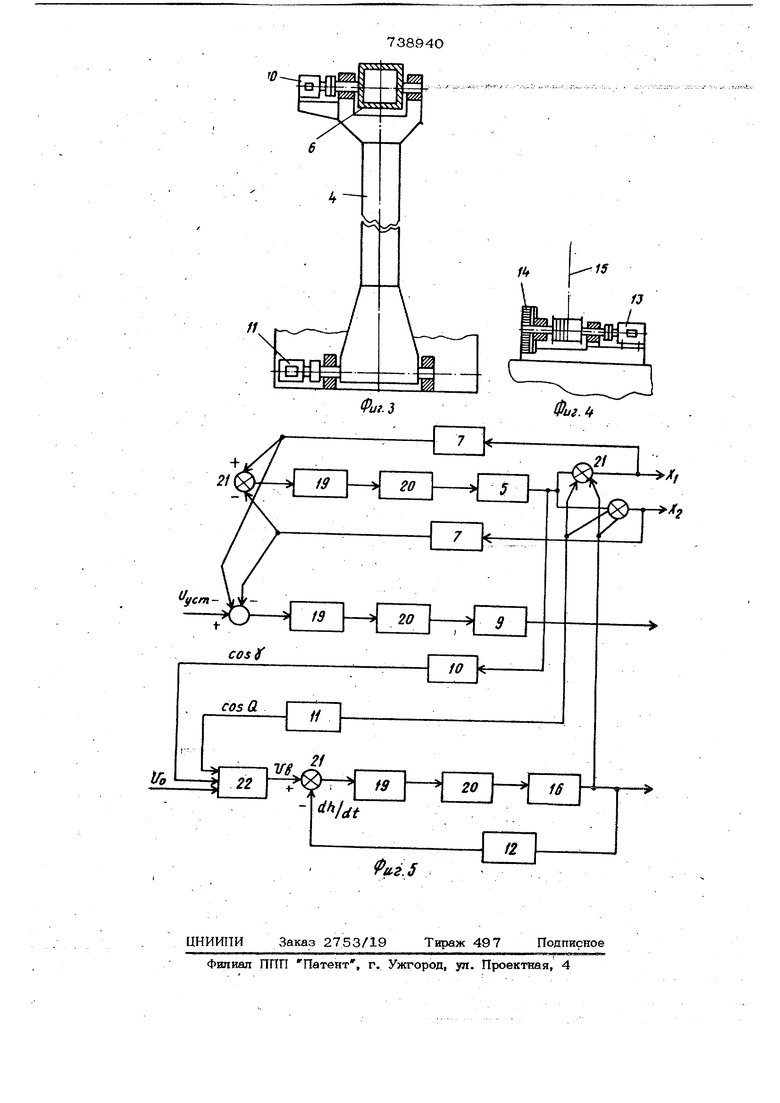
С помощью сервопривода механизма разворота 9 держателя б поддерживаются одинаковые расстояния между датчиками 7 и обрабатываемой поверхностью. Постоянство расстояния, между рабочими приспособлениями и обрабатываемой пов ерхностью отрабатьгва т сервопривод механизма 5 наклона стрель} по
сигналу от датчиков 7, который в суъ.ол торе сравнивается с сигналом задания зазора и уст.
Сигналы с выходов дatчккoв 10 и 1 вместе с напряжением уст&новки скорости VQ поступают на вход вычислительного блока 22, на выходе которого постоянно формируется напряжение по закону (4). Это напряжение в сумматор сравнивается с напряжением на выходе датчика 12 скорости перемещения подъеной площадки, и сигнал рассогласования на выходе сумматора таким образом управляет сервомеханизмом 16, что мгновенное значение скорости М всегда соответствует требуемому по закону (4)
Датчик 12 может быть вьшолнен, например на основе многооборотного потеншюметра, выход которого поступает на вход дифференцирующего операционного усилителя.
Устройство обеспечивает обработку корпуса возвратно поступательными движениями при щагосом перемещении его вдоль корпуса.
Использование изобретения создает необходимые условия для обеспечения высокого качества обработки больших вертикальных, наклонных и криволинейных поверхностей, таких, например, как корпуса судов, особенно в кормовой и носовой их оконечностях.
Постоянная скорость обработки создает необходимые условия для получения окрашенной поверхности без пропусков и наслаиваний, а сварного щва без не- проваров и пережогов. При этом устройство не нуждается в дополнительных настройках и манипуляциях у борта, что способствует повьпиению его производитепьности.
Форм у л а изобретени
1. Автоматическое устройство для обработки корпусов судов, содержащее подвижную тёл&Ш у с установленной на ней вертикальной мачтой с подъемной площадкой, имеющей сервомеханизм перемещенияс еуш)Гтюрд гй - пцйр шр1й:б
сочлененной со стрелой, с коротой щарнйрно соединен держатель рабочих приспособлений с датчиками расстояния до обрабатываемой поверхности, выходы которых соединены с сервоприводами механизмов наклона стрелы и разворота держателя, а также датчик . наклона стрелы, смонтированный на оси шарнирного соединения с трелы с мачтой, о т ли чающееся тем, что, с целью улучщения .качества обработки поверх- костей с изменяющейся кривизной, оно снабжено вычислительным блоком, датчиком скорости перемещения рабочей площадки и датчиком разворота держателя, укрепленным на оси разворота держателя относительно стрелы, причем выходы датчиков наклона стрелы и разворота держателя соединены со входами вычислительного блока, выход которого соединен с одним из входов сумматора сервомеханизма перемещения рабочей площадки, другой вход которого связан с выходом датчика скорости перемещения рабочей площадки, взаимодействующего с рабочей площадкой.
Источники информации, принятые во BHHMaiffle npir экспертизе
1. Патент ПНР № 76907, кл. 65а 59/00, 1975.
Фиг.1
ю
Vzs
SZ Щ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для обработки корпусов судов | 1978 |
|
SU789318A1 |
| Манипулятор для очистки и окраски корпусов судов | 1978 |
|
SU789320A1 |
| Манипулятор для обработки корпусных конструкций судов | 1979 |
|
SU789323A1 |
| Устройство для автоматической очистки и окраски судового корпуса | 1977 |
|
SU770923A1 |
| Устройство для обработки корпуса судна в доке | 1982 |
|
SU1039803A1 |
| Устройство для обработки корпуса судна в доке | 1983 |
|
SU1105387A1 |
| Устройство для обработки поверхности судов | 1977 |
|
SU897634A1 |
| Устройство для управления промышленным роботом | 1980 |
|
SU930258A1 |
| Манипулятор для очистки днищевой части корпуса судна | 1990 |
|
SU1743987A1 |
| МОРСКОЙ ПАРОМ | 2002 |
|
RU2276645C2 |