I
Изобретение относится к легкой промышленности и может быть использовано в технологии швейного производства при операциях влажно-тепловой обработки текстильных материалов. Способ применим для объемного формования полочек мужского костюма из любых костюмных тканей с любым процентным содержанием шерсти.
Известен способ формования деталей одежды путем воздействия на детали вибрйщей, про- jg паривання, прессования и нагреванияЩ
Однако способ не обеспечивает устойчивости формы отформованных деталей одежды.
Цель изобретения - повышение устойчивости отформованных деталей одежды.,5
Указанная цель достигается тем, что вибрационное воздействие осуществляют до прессования на участках объемного формования в свободном состоянии деталей одежды, а пропаривание начинают через 4-6 с после начала виб-20 рационного воздействия на детали одежды. При этом вибрационное воздействие проводят с амплитудой 0,5-2,0 мм и частотой 20-50 Гц 10-30 с при давлении 0,05-0,3 кг/см.
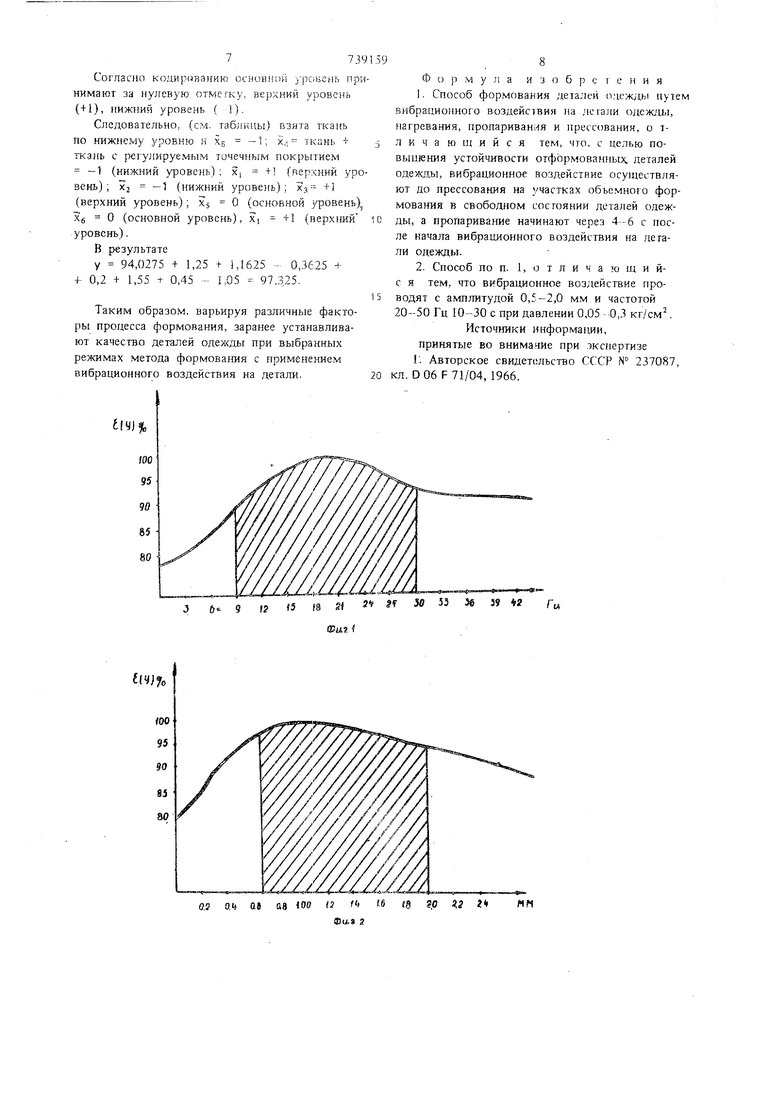
На фиг. 1 показан график зависимости качества отформовашйк деталей одежды (высоты детали одежды) от частоты вибрации; на фиг. 2 - то же, от амплитуды вибраций; на фиг. 3 - то же, от процентного содержания шерсти; ка фиг. 4 - то же, от давления; на фиг. 5 - зависимость пластификаш1И деталей одежды от времени нагрева получаемого при вибращш; на фиг. 6 - график зависимости качества отформованных деталей от времеш1 вибрации; на фиг. 7 - график зависимости величины остаточной деформации отформованных образцов сразу после формования (1), после двухсуточной отлежки (2), механических (3) и водных (4) испыташ{й, причем левый столбик-формова1ше с применением вибращш, правый - формование без вибрадии.
Способ формова1шя деталей одежды осуществПяют следующим образом.
Детали одежды, например полочку мужского пиджака, укладьтают на нижнюю подушку пресса (на чертеже не показан), причем подушка выполнена секционной, что позволяет осуществлять вибрацию деталей до прессования, причем
37J9
детали одежды находятся в свободном состоянии.
После укладки детали включают пресс. При воздействии вибрации на участках объемной формы детали последняя начинает заполнять объемную форму подушки пресса, которая получается за счет перераспределения сетки тканей, т.е. за счет изменения углов между нитями основы и утка, оставляя длины нитей без изменения. В момент заполнения объемной формы нижней подушки верхней создается подпрессовка материала детали одежды. При этом вибра1Д1Ю применяют с амплитудой 0,5-2,0 мм, частотой 20-50 Гц в течение 10-30 с, давление на материал как в объемной форме, так и на плоскости 0,05-0,3 кг/см. Сразу же после укладьгвания деталей одежды на 1шжнюю подушку пресса материал начинает разогреваться, получая тепло от подушки, температура которой 130- 140 С. Вибрация способствует равномерному прогреву материала деталей одежды. Через 4-6 с после вибрационного воздействия детали нагреваются до 60-70° С, что Является начальной стадией пластифицированного состояния материала детали. В этот момент в материал вводят дополнительно пластификатор, пар, т.е. осуществляют пропарйвание детали при температуре верхней подушки пресса 130-140°С.
Контроль материала по температурному режиму осуществляют системой автоматического регулирования, реле времени, индукционных термопар и автоматических потенциометров.
Исследование процесса вибрационного формования деталей одежд1л показало, что качество формования зависит от частоты и амплитуды вибраций, давления подушек, состава материалов деталей, времени начальной стадии пластификации, времени вибраций, типа покрытия подушек и процентного содержания шерсти в ткани.
Качество отформованных деталей одежды оценивалось устойчивостью отформованных образцов, которая определялась величиной остаточной деформации по соотношению
. - Ь,
tv)-()
OOfc,
-высота образца после формования, мм;
-высота образца после отлежки, влияния внешней среды и сопутствующих факторов, мм..
Анализ соотношения позволяет определить интервалы применения указанных параметров.
Примеры процессов формования с примене нием вибрационного воздействия на детали одежды приведены в табл. 1 и 2.
Таблица 1


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования и дублирования объемных деталей одежды | 1987 |
|
SU1588369A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ УЧАСТКОВ ОДЕЖДЫ | 1991 |
|
RU2009290C1 |
| СПОСОБ ФОРМОВАНИЯ ОБЪЕМНЫХ И КРИВОЛИНЕЙНЫХ УЧАСТКОВ ДЕТАЛЕЙ ОДЕЖДЫ | 1993 |
|
RU2064989C1 |
| Способ получения подушек пресса для формования деталей швейных изделий | 1988 |
|
SU1597414A1 |
| Способ изготовления верхней плечевой одежды | 1990 |
|
SU1784187A1 |
| СПОСОБ ФОРМОВАНИЯ И ДУБЛИРОВАНИЯ ОБЪЕМНЫХ И КРИВОЛИНЕЙНЫХ УЧАСТКОВ ДЕТАЛИ ОДЕЖДЫ | 1993 |
|
RU2077241C1 |
| Способ формирования деталей одежды и готовых изделий | 1989 |
|
SU1714008A1 |
| Способ формирования объемных частей деталей одежды на вибропрессе | 1987 |
|
SU1670013A1 |
| СПОСОБ ТЕПЛОВОГО ВОЗДЕЙСТВИЯ НА ПОЛУФАБРИКАТ В ПРОЦЕССЕ ПРЕССОВАНИЯ | 2001 |
|
RU2193082C1 |
| СПОСОБ РЕМОНТА И ОТДЕЛКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2123272C1 |



Тк + б/к + + Т кт/п - Тк + Тк т/п Тк -t б/к б/п -ткань бортовка костюмная + ткань с точечным покрытием, ткань + ткань с точечным покрытием , ткань - бортовка костюмная , без покрытия. Кодовое обозначение переменных Ui ХзХ4xj
Затем определяют коэффициенты Х|, xj, хз .... xg по формуле
X--f. например Xi.
X, (-92,5) н 98,3 - 94,1 + 93,2 - 93,9 + 98 - 91.3 + 92.7 - 92 + 99.1 - 95. 2 +
16 +. 90,9 - 95,1 + 92,8 - 89,3 - 96,4
Коэффициенты при х получают следующие значения
Хо 94.0375; Xj 1,25; xj -1,1625;
хз -0,3625; х -0,2; xs 1,55;
Хб 0.44375; хг 0,45; х, 1,05
Величина, относительной деформации, выраженная через кодовую переменную у, описьшается уравнением вида:
у XoTX,Xi X2X2+X3X3+X4X4+XjX5+XeX6-b + 47X7 + XgXs ;
у 94.0375 + (1,25х,.Т) + (-1.1625x2 Н-1) + (-0,3625x31) + (-0,2x4). (-1) + + (1,55x5-0) + (0,44375x6-0) + (0,45х/1) i + (1,05x8). (-1),
т.е. у 94.0375 + 1.25х, - 1,1625x2 - 0,3625хз - 0,2x4 1.55x5 + 0,44375хб + + 0.45x7 + 1,05хв
Пример. Берут ткань верхнюю - костюмную спортивную, содержащую 23% щерсти, прикладную ткань - ткань с регулярным точечным покрытием, покрытие подушек - бортовую ткань, частота вибраций 25 Гц, амплитуда 1.0 мм давление подушек 0.3 кг/см, начальное время пропаривания 4-я с, время вибрации 20 с. I Хв..1у
7739
Согласно коцир(ва)ик:- ocHOBiiOji )роБень принимают за нулевую отмегку, верхний /ровень (-I-1), нижний уровень ( 1).
Следовательно,, (см. таблк.ы) взята ткань по нижнему уровню к ХБ -1; Xf. ткань + ткань с регулируемым точечным покрытием -1 (нижний уровень) ; х, +1 (верхний уровень); Х2 -1 (нижний ypoBeitb); Хз i (верхний уровень); Xs О (основной уровень) Хб О (основной уровень), Xi +1 (верхний уровень).
В результате
у 94,0275 + 1,25 + Л625 -- 0,.3625 чi- 0,2 + 1,55 - 0,45 - 97,325.
Таким образом, варьируя различные факторы процесса формования, заранее устанавливают качество деталей одежды при выбранных режимах метода формоваршя с нрименекием вибрационного воздействия на детали.
8 Ф о р м у л а и J о б р с г е н и я
Источники информа 1ии, принятые во внимание при .экспертизе . Авторское свидетельство СССР № 237087, кд. D06 F 71/04, 1966.
0.1 ом а аа оо (г f Фи. г
мм
«9 го 3. г
(f(y)fat
too
95 t 90
85 8020ЦО6080t&O
Фаг 5 0,05af0,150,2025 Фиг Q53 Ю H/M
wo
95 90 в5 80
20
Ю
40
W
Фиг.6
