1
Изобретение относится к кулачковым механизмам и к станкам для электроэрозионной обработки.
Известен кулачковый механизм для регулятора межэлектродного промежутка электроэрозионного станка, содержащий открытый однооборотный кулачок, выполненный в виде эксцентрика, с участками ближнего и дальнего стояния и толкатель, установленный в направляющих, неподвижных относительно оси и плоскости вращения кулачка, причем кулачок и толкатель установлены со свободой движения всех их точек только в параллельных плоскостях- 1.
Недостатком этого кулачкового механизма является то, что только половина длины рабочего профиля эксцентрика участвует в обеспечении точности подачи толкателя, ограничивая ее. Кроме того, в описанном кулачковом механизме по той же причине велико время обратного хода толкателя. Соответственно точность регулятора межэлектродного промежутка с данным кулачковым механизмом недостаточна, а потери времени на отвод инструмента велики. В известных точных кулачковых механизмах описанной
конструкции, но не эксцентриковых, удается увеличить соотношение центральных углов прямого и обратного хода толкателя, но не более чем до 320:40°. В случае дальнейшего увеличения этого соотношения снижается точность изготовления кулачка, так как его рабочую поверхность становится невозможно обработать абразивным кругом на круглощлифовальном станке за один проход.
Цель изобретения - повышение точности механизма путем увеличения технологич10ности кулачка.
Указанная цель достигается тем, что в известном кулачковом механизме для регулятора межэлектродного промежутка электроэрозионного станка, содержащем открытый однооборотный кулачок с участками ближнего и дальнего стояния и толкатель, установленный в направляющих, неподвижных относительно оси и плоскости вращения кулачка, причем кулачок и толкатель установлены со свободой движения всех их точек
20 только в параллельных плоскостях, рабочая поверхность кулачка выполнена в виде винтовой линии с щагом, большим ширины рабочей поверхности кулачка, а размер рабочей поверхности толкателя равен расстоянию между наружными торцами рабочей поверхности кулачка.
Благодаря указанным конструктивным особенностям кулачка его рабочую поверхность, т.е. поверхность, контактирующую в работе с толкателем, можно обработать за один проход на круглошлифовальном станке. Для этого за один оборот кулачка его сближают с абразивным кругом на величину хода толкателя и перемешают его ось параллельно оси абразивного круга на величину шага рабочей поверхности кулачка.
Таким образом обрабатывают кулачки при любом соотношении центральных углов, соответствующих прямому и обратному ходу толкателя. Увеличение угла поворота (вплоть до 360°) соответствуюшего рабочему ходу, повышает точность подачи и сокрашает потери времени на обратный ход.
Таким образом, повышение технологичности кулачка, позволяя обрабатывать его более точно, обеспечивает повышение точности кулачкового механизма, а, следовательно, и точности регулятора межэлектродного промежутка. Кроме того, сокращаются потери времени на обратный ход толкателя, т.е. на отвод электрода-инструмента на станке.
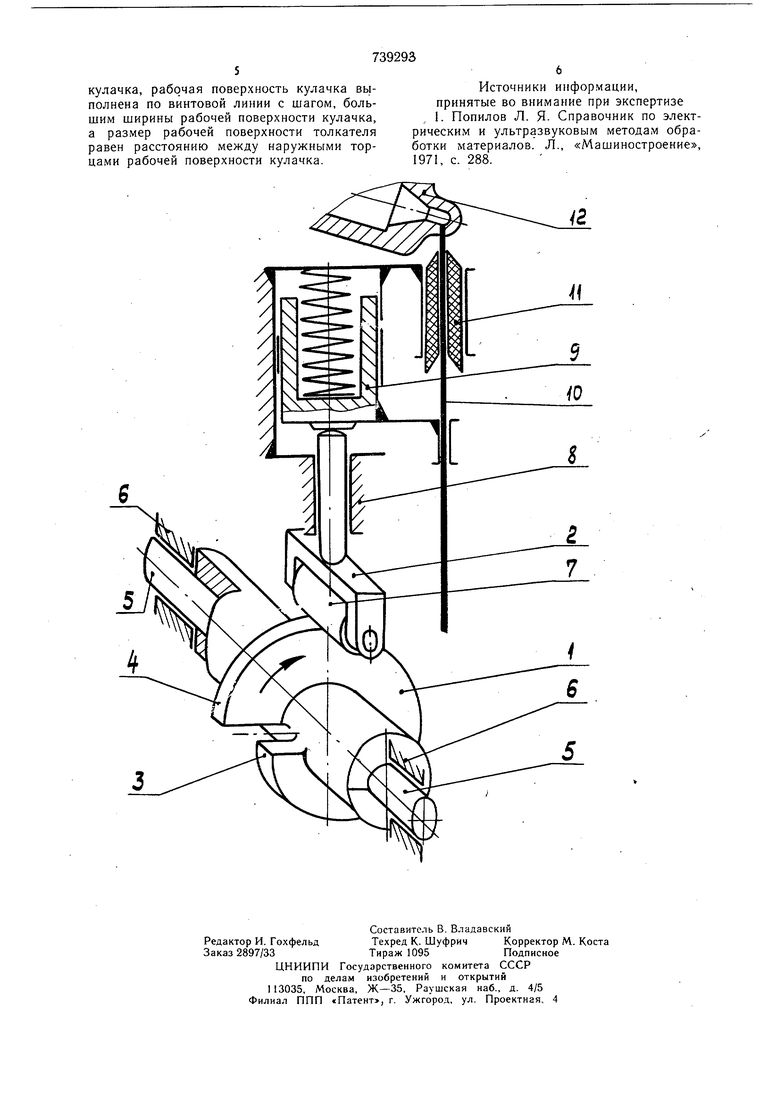
На чертеже схематично представлен общий вид кулачкового механизма для регулятора межэлектродного промежутка и управляемый им эл.ектрод-инструмент в процессе прощивки отверстий.
Кулачковый механизм содержит кулачок 1 и толкатель 2. Кулачок 1 выполнен открытым однооборотным, с участками ближнего 3 и дальнего 4 стояния на рабочей поверхности, которая выполнена по винтовой линии с шагом,- больщим ширины рабочей поверхности кулачка, т.е. участки 3 и 4 смещены друг относительно друга в направлении оси кулачка и разделены зазором. Кулачок 1 установлен на осях 5 со свободой вращения в опорах 6. Толкатель имеет рабочую поверхность, (т.е. поверхность, контактирующую с кулачком) на ролике 7. Размер рабочей поверхности толкателя 2 в направлении оси вращения кулачка 1 равен расстоянию между наружными торцами рабочей поверхности кулачка 1. Толкатель 2 установлен в направляющих 8, неподвижных относительно оси вращения и плоскости вращения кулачка 1 со свободой движения всех точек только в параллельнь1х плоскостях. Толкатель 2 соединен посредством подпружиненного держателя 9 с электродоминструментом 10, который фильерой 11 направляется к обрабатываемой детали 12.
Кулачковый механизм для регулятора межэлектродного промежутка работает следующим образом. Кулачок 1 вращается на осях 5 в опорах 6. Контактирующий с ним толкатель 2 перемещается в направляющи.х
8на величину, соответствующую углу поворота кулачка 1. С участка 4 рабочей поверхности на участок 3 толкатель переходит плавно или «перескакивает (в зависимости от конструктивных особенностей выполнения кулачка 1). При этом с рабочей поверхностью кулачка 1 толкатель 2 контактирует последовательно различными участками своей рабочей поверхности. Соответственно движению толкателя 2 перемещается сопряженный с ним подпружиненный держатель
9и закрепленный в нем электрод-инструмент 10. Двигаясь внутри направляющей его фильеры 11, электрод-инструмент 10 постепенно углубляется в обрабатываемую деталь 12, прощивая в ней отверстие. Прощивка отверстия осуществляется при движении толкателя от участка 3 рабочей поверхности кулачка 1 до его участка 4. Отвод электрода-инструмента выполняется при движении толкателя 2 с участка 4 на участок 3 кулачка 1.
Благодаря тому, что рабочая поверхность кулачка выполнена по винтовой линии с щагом, превышающим ее ширину, кулачок точного профиля может быть изготовлен со значительно большим углом поворота, соответствующим рабочему ходу, чем однооборотные кулачки известных конструкций. Благодаря тому, что величина рабочего хода расп|зеделяется на больший (на50-180°) угол, соответственно возрастает на 10-30% точность регулирования межэлектродного промежутка.
Благодаря тому, что центральный угол кулачка, соответствующий холостому (обратному) ходу сведен к минимуму, скорость отвода электрода-инструмента получается предельно больщой. Время отвода электродаинструмента сокращается при прошиве каждого отверстия в корпусе распылителя на 7-10 сек.
Производство распылителей дизельных форсунок носит массовый характер; поэтому при использовании изобретения только на операции прошивки сопловых отверстий создается значительный экономический эффект.
Формула изобретения
Кулачковый механизм для регулятора межэлектродного промежутка электроэрозионного станка, содержащий открытый однооборотный кулачок с участками ближнего и дальнего стояния и толкатель, установленный в направляющих, неподвижных относительно оси и плоскости вращения кулачка, причем кулачок и толкатель установлены со свободой движения всех их точек только в параллельных плоскостях, отличающийся тем, что, с целью повыщения точности механизма путем увеличения технологичности
| название | год | авторы | номер документа |
|---|---|---|---|
| Товарный регулятор ткацкого станка | 1982 |
|
SU1101484A1 |
| Привод суппорта станка для электроэрозионной обработки | 1987 |
|
SU1535684A1 |
| Электроэрозионный станок для круглого шлифования | 1978 |
|
SU747696A1 |
| Устройство для электроэрозионнойОбРАбОТКи | 1978 |
|
SU841888A1 |
| Устройство для электроэрозионной обработкиОТВЕРСТий | 1975 |
|
SU829388A1 |
| Станок для электроэрозионной обработки | 1977 |
|
SU763058A1 |
| Приспособление к электроэрозионному станку | 1978 |
|
SU856727A2 |
| Привод суппорта станка | 1982 |
|
SU1106622A1 |
| Станок для электроэрозионной обработки криволинейных каналов | 1972 |
|
SU506480A1 |
| Способ электрохимической обработки с последующей электроэрозионной калибровкой | 1978 |
|
SU751552A1 |
