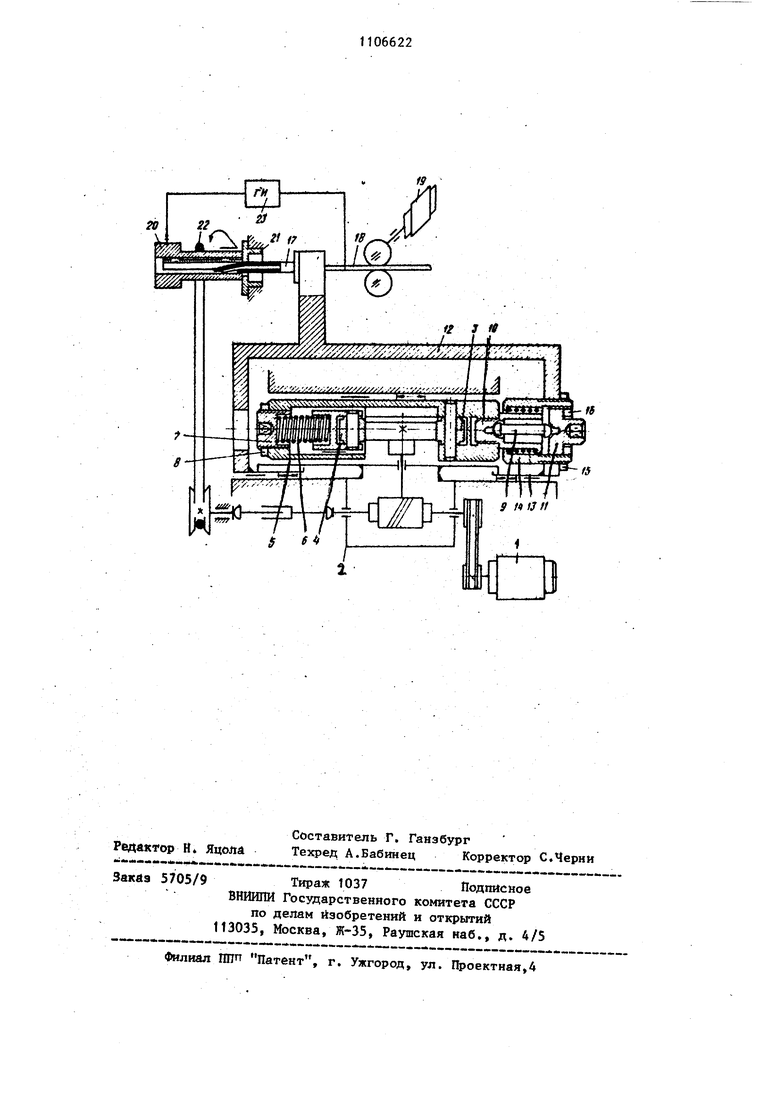
1 Изобретение относится к электрофизическим и электрохимическим методам обработки и может быть использовано при электроэрозионной обработке прецизионных отверстий ма лого диаметра, например, в деталях топливной аппаратуры. Известен привод суппорта станка для электроэрозионной обработки, в котором преобразователь вращательного движения кулачка в возврат йо-поступательно перемещение суппорта вьшолнен в виде кинематически связанного с суппортом толкателя снабженного пружиной сжатия и роликом, предназначенным для взаимодействия С кулачком lj . В известном приводе суппорта пружина деформируется на величину всего перемещения суппорта во время калдого двойного хода, что приводит к различной величине усштя, действующего в.звеньях суппорта при возвратно-поступательных перемещениях. Это, в свою очередь, вызывает неравномерность съема припуска и, как следствие, потерю точности прямолинейности профиля обрабатьшаемой поверхности. Цель изобретения - повьппение точности путем обеспечения постоянной величины усилия, действующего в звеньях привода. Поставленная цель достигается тем, что в приводе суппорта станка для электроэрозионной обработки, в котором преобразователь вращательноГо движения кулачка в возвратнопоступательное перемещение суппорта выполнен в виде кинематически связанного с суппортом толкателя,снабженного пружиной сжатия и роликом, предназначенным для взаимодействия с кулачком, в преобразователь вве дены второй ролик и вторая пружина сжатия свободно установленная меж ду опорной поверхностью толкателя и вторым роликом при этом оба ролика размещены диаметрально противоположно относительно кулачка, а толкатель кинематически связан со суппортом посредством первой пружи ны сжатия. На чертеже представлена схема приводи суппорта станка для электр эрозионной обработки возвратнопоступательного перемещения электр дом-инструментом. Привод суппорт 22 состоит из двигателя 1 и кулачка 2, на который опираются диаметрально расположенные ролики 3 и 4. Ролик 3 жестко, а ролик 4 подвижно установлен на толкателе 5. Силовое замыкание подвижного ролика 4 с толкателем 5 осуществляется пружиной 6, возможность регулирования величины усилия - упором 7, фиксируемым контргайкой 8. Толкатель 5 через упор 9, установленный в подпятниках 10 и 11, соединен с суппортом 12 и замкнутна него пружиной 13. Величина усилия пружины регулируется упором 14, фиксируемым контргайкой 15. Подпятник 11 фиксируется на упоре 14 контргайкой 16. На суппорте устанавливается мундштук 17, через который подается электрод-инструмент 18 двигателем регулятора подачи 19. Деталь 20 устанавливается на оправку 21 и приводится во вращение эластичным пассиком 22 от двигателя 1. Генератор 23 импульсов связан с электродом-инструментом и с деталью. Привод суппорта станка работает следующим образом. Деталь 20 устанавливается на оправке 21, включают генератор 23 импульсов, двигатель регулятора подачи электрода, двигатель 1 привода вращения детали и возвратно-поступательных перемещений суппорта. При вращении кулачка 2- через ролики 3 и 4 толкатель 5 получает возвратно-поступательные перемещения и передает их через сферический упор 9 суппорту 12. При этом пружина 13 осуществляет силовое замьжание толкателя 5 и суппорта 12. Одновременно через мундштук 17 подается электрод-инструмент 18, который вместе с суппортом возвратно-поступательно перемещается относительно поверхности детали 20, производя ее обработку. После окончания цикла работы обработки электрод-инструмент 18 отводится от обрабатьшаемой поверхности, деталь освобождается от приводного пассика 22 и снимается. После этого устанавливается другая деталь и производится обработка в той же последовательности. Кулачок 2 выполнен по архимедовой спирали, что позволяет сохранить постоянное расстояние между центрами диаметрально расположенных роликов 3 и А, имеющих одинаковый диаметр. Пружина 6 сжатия, замкнутая непосредственно на толкатель 5 и подвижный ролик 4, имеет ход 0,05 мм, равньм погрешности изготовления профиля кулачка. Следовательно усилия в приводе суппорта станка, создаваемые пружиной 6, остаются практически постоянными. Толкатель 5 имеет цилиндрическую форму с прямоугольным пазом, в который входит кулачок. Самоустанавливающийся упор 9, вьтолненный в виде стержня с разнесенными сферическими поверхностями, соеди няет толкатель 5 с. суппортом 12 и позволяет ликвидировать несоосность установки подпятников 10 и 11.Усили пружин 6 и 13 выбрано в соотношении 1:1,2. Пружина 13 осуществляет силовое замыкание толкателя 5 с суппортом 12 через сферический упор 9 к перемещается вместе с ними, находясь постоянно в сжатии. Пружина 13 не деформируется в процессе возвратно-,поступательного перемещения суппорта. Таким образом, величины деформаций пружин сжатия 6 и 13 остаются постоянными, поскольку они, осуществляя силовое замыкание звеньев, сами участвуют в возвратно-поступательном перемещении. Тем самым обеспечивается постоянное усилие в звеньях привода. Таким образом, изобретение позволяет повысить точность обработки за счет обеспечения постоянной величины усилия в звеньях привода.
I
f;/
Y,//. -A /j/j //j//// A .l/X : ..AV...;
J
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод суппорта станка для электроэрозионной обработки | 1987 |
|
SU1535684A1 |
| Устройство для электроэрозионнойОбРАбОТКи | 1978 |
|
SU841888A1 |
| Станок для электроэрозионной обработки внутренней цилиндрической поверхности | 1982 |
|
SU1065123A1 |
| Электроэрозионный станок для круглого шлифования | 1978 |
|
SU747696A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Станок для электроэрозионной обработки | 1977 |
|
SU763058A1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| Устройство для обработки деталей некруглой формы | 1976 |
|
SU724276A1 |
| Комбинированный электроэрозионный станок | 1978 |
|
SU667368A1 |
ПРИВОД СУППОРТА СТАНКА для электроэрозионной обработки, в котором преобразователь вращательного движения кулачка в возвратно-поступательное перемещение суппорта выполнен в виде кинематически связанного с суппортом толкателя, снабженного пружиной сжатия и роликом, предназначенным для взаимодействия с кулачком, отличающийся тем, что, с целью повышения точности путем обеспечения постоянной величины усилия, действующего в звеньях привода, в преобразователь введены второй ролик и вторая пружина сжатия, свободно установленная между опорной. поверхностью толкателя и вторым роликом, при этом оба ролика размещены 8 диаметрально противоположно относительно кулачка, а толкатель кинематически связан с суппортом посредством первой пружины сжатия.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Г.И | |||
| Панин и др | |||
| Механизация и автоматизация процессов обработки прецизионных деталей | |||
| М., Машиностроение, 1972, с | |||
| Искроудержатель для паровозов | 1920 |
|
SU271A1 |
| Рогульчатое веретено | 1922 |
|
SU142A1 |
