Л
Изобретение относится к обработке металлов давлением к может быть использовано при прокатке проволоки.
Известно устройство для регулирования натяжения на моталке, содержащее датчик натяжения, специальные контуры регулирования натяжения металла 11 .
Данное устройство сложно по схеме исполнения н обладает низкой точностью регулирования натяжения.
Известно устройство, содержащее соединенные между собой приводной двигатель барабана моталки, управляемый преобразователь с регулятором тока, регулятором скорости и блоком ограничения тока при намотке, инкриминальные датчики скорости последней клети стана и моталки, эталонный источник напряжения стана 12.
Однако это устройство имеет сложную схему решения контура натяжения н низкую точность регулирования.
Все перечисленные недостатки приводят к усложнению устройства регулирования натяжения на моталке н не обеспечивают требуемую точность поддержания натяжения при изменении скорости прокатки к тенденции к росту линейных скоростей прокатки современных станов.
В современных системах управления приводом моталки величина натяжения при смотке устанавливается при помощи ввода ограаичения выходного значения регулятора скорости. Ограничение вступает в действие при достижении моталкой заданного значения начальной
10 скорости смотки.
Таким образом, при включении внешнего ограничения тока при намотке (т.е. разомкнутом контуре скорости) поддерживается постоянное значение тока нагрузки, что соответству15ет постоянству натяжения металла тфи иамотке. Вследствие зтого отпала необходимость в датчике натяжения и специальном котуре регулирования натяжения, роль которого выполняет контур тока. Однако подобный при20вод обладает большой динамической ошибкой по скорости, большим временем восстановления заданной величины натяжения метеяла, изменение которой вызывается технологическими особенностями работы стана (работа системы петлерегулирования, системьт поддержания постоянства давления металла на валки
и т.д.). . . .
Цель изобретения - повьниение точности регулирования и повышения постоянства натяжения металла.
Это достигается тем, что устройство предлагаемой конструкции снабжено блоком управления уставкой натяжения металла, двумя преобразователями код-напряжение и двумя блоками для получения производной в дискрет ных системах автоматического управления, причем входы устройства для получения производной в дискретных системах автоматического управления соединены с выходами искриминальных датчиков скорости последней клети и моталки, а выходы устройства получения производной в дискретных системах автоматического управления соединены со входами гфеобразователей коД-напряжение, Твыходь преобразователей соединены с соответствующими входами блока управления уставкой натяжения металла при намотке, а выход послед|«его соединен со входом управления блока ограничения тока при намотке.
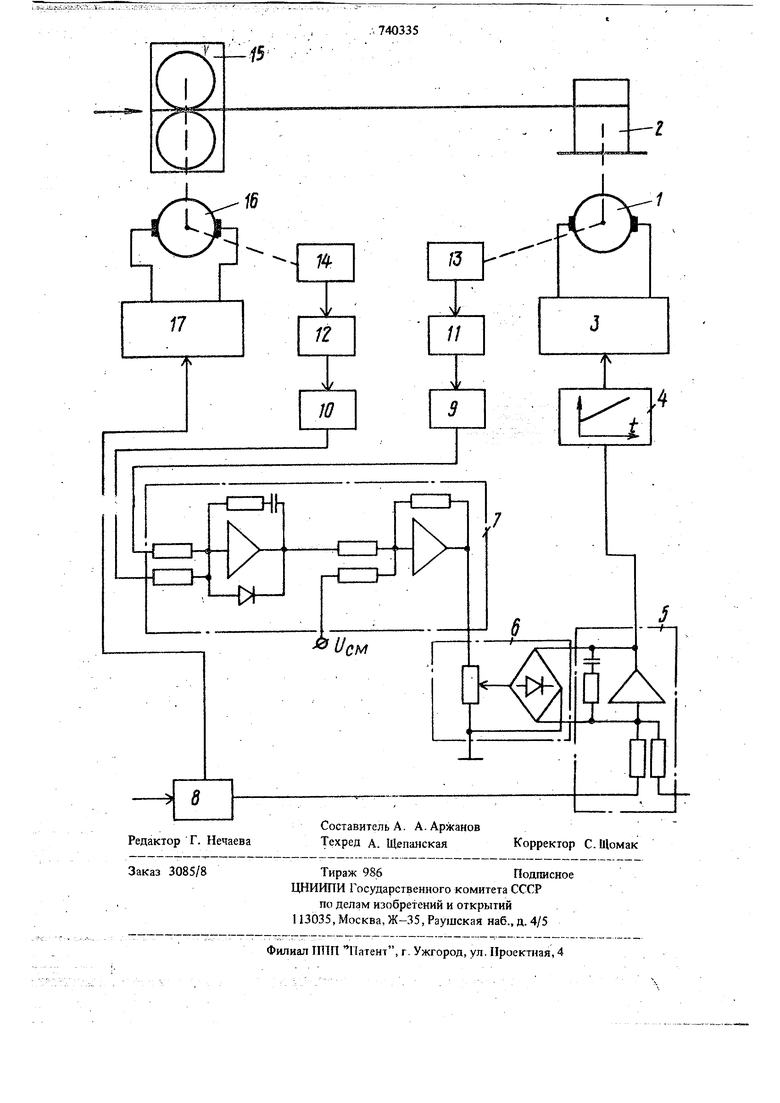
На чертеже представлена блок-схема описываемого устройства.
Устройство содержит двигатель 1, приводящий во вращение барабан 2 моталки и подключённый к выходу управляемого преобразователя 3, система управления которого состоит из регуляторов тока 4, скорости 5, блока огра1шчения тока при намотке 6 и блока управления уставкой натяжения при намотке 7, Ко входу регулятора скорости подкяйчен источник эталонного напряжения стана 8. Управляющий вход блока ограничения тока при намотке 6 соединен с выходом блока управления уставкой натяжения металла при намотке 7, входы которого соединены с выходами дифроаналоговых преобразователей 9 и 10, входы которых соединены с выходами устройств для получения производной в дискретных системах автоматического управления Ни 12, вхбдЫкоторйх соединены соответственно с искриминальным датчиком скорости 13 моталки 1 и йскрйминальным датчиком 14 последней клети стана 15, про- катный двигатель 16 которой соединен с управляемым преобразователем 17, вход которого также соединен с выходом источника эталонного напряжения стана 8.
Предлагаемое устройство работает следующим образом.
При,измёнений скорости последней кЯети стана 15 в процессе намотки изменяется частота следования импульсов на йыходе искриминального датчика скорости 14, устшовлешюго
на валу двигателя последней клети 16. Это изменение фиксируется устройством для получения производной в дискретных системах авматического управления 12. На выходе устройства получаем код, пропорциональный положительной производной скорости последней клети -тр Напряжение с выхода преобразователя код-напряжение 10 поступает.на один из входов интегратора блока управлегшя уставкой натяжения металла при намотке 7, что приводит к уменьшению напряжения уставки в блоке ограничения тока при намотке 6, вследствие чего появляется увеличение задания на входе регулятора тока 4 и увеличение скорости моталки с целью выбора слабины . проката. Увеличение скорости моталки вызовет Изменение частоты на выходе инкриминального датчика моталки 13, что зафиксируется устройством для получения производной в дискретных системах управления 11, и соответствующее коду производной скорости моталки напряжение с выхода преобразователя код-напряжения 9 поступит на второй вход блока управления уставкой натяжения металла при намотке 7. Это приведет к уметшению темпа роста напряжения на выходе интегратора блока управления уставкой натяжения при намотке 7. Напряжение уставки в блоке ограничения тока при намотке 6 станет постоянным при равенствесАУк сЛУмом . СЯЛ dt При выходе последней клети стана 15 на
остоянную скорость прокатки исчезнет сигнал,Уна входе интегратора блока упcil
равления уставкой натяжения металла 7, что приведет к закорачиванию напряжения на выходе интегратора и восстановлению первоначальной уставки блока ограничения тока при намотке 6, которую определяет величина напряжения смещения U(, блока управления уставкой натяжения металла при намотке 7.
Таким образом, всякий раз при увеличении скорости вращения последней клети стана (т.е. появлении слабины при намотке) увеличивается уставка блока ограничения тока при намотке, что приводит к разгону моталки с целью выбора этой слабины и восстановления первоначальной величины натяжения. РегулирО вание происходит в функции разности производных скорости последней клети стана и моталки.
Данное устройство повьпиает точность регулирования как за счет применения дискретных методов регулирования, так и за счет уменьшения времени разгона моталки с целы выбора слабины проката при намотке, и исключает перерегулирование в процессе восстановления первс1начальнрй величины натяжения металла.
Применение предлагаемого устройства позво ляет увеличить точность регулирования и уменьшить время переходных процессов, что приводит к повышению сортности проката, улучшению его однородности по всей длине бунта и улуч1леншо качества прокатываемого металла..
Формула изобретения
Устройство для регулирования натяжения на моталке мелкосортного стана, содержащее последовательно соединенные между собой приводной двигатель барабана моталки, управляемый преобразователь с регулятором тока, регулятором скорости и блоком ограничения тока при намотке, инкриминальные датчики скорости последней клети стана и моталки, эталонный источник напрйжения стана, о тличающёеся тем, что, с целью повышения точности регулирования и повышения постоянства натяжения металла; оно снабя ено блоком управления уставкой натяжения металла, двумя преобразователями кодтнапряжения и двумя блоками для получения производной в дискретных системах автоматического управления, причем входы устройства для получения производной в дискретных системах автоматического управления соединены с выходами . инкриминальных датчиков скорости последнейклети стана и моталки, выходы устройства для получения производной в диск0ретных системах автоматического управления соединенысо входами преобразователей код напряжение, выходы преобразователей соедй нены с соответствующими входами блока управления уставкой натяжения металла при
5 намотке, а выход последнего соединен со входом управления блока ограничения тока при намотке.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР W 463491, кл. В 21 С 47/00, 1973.
2.Авторское свидетельство СССР № , КЛ.В21 С 47/00, 1973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования натяжения на моталке мелкосортного стана | 1977 |
|
SU691223A1 |
| Устройство для рвномерной намотки металла на моталке мелкосортного стана | 1978 |
|
SU694243A1 |
| Устройство для регулирования натяжения на моталке | 1978 |
|
SU751462A1 |
| Устройство для регулирования натяжения металла на моталке мелкосортного стана | 1980 |
|
SU897365A1 |
| Устройство для регулирования натяжения на моталке мелкосортного стана | 1978 |
|
SU724236A1 |
| Устройство для регулирования натяжения на моталке | 1978 |
|
SU694242A1 |
| Система автоматического регулирования скорости и натяжения при намотке мелкосортного проката | 1980 |
|
SU940894A1 |
| Устройство для коррекции уставки натяжения на моталке стана холодной прокатки | 1982 |
|
SU1050771A1 |
| Устройство управления реверсивным правильно-дрессировочным станом | 1980 |
|
SU884768A1 |
| Устройство для регулирования скорости при намотке мелкосортного проката | 1980 |
|
SU893287A1 |