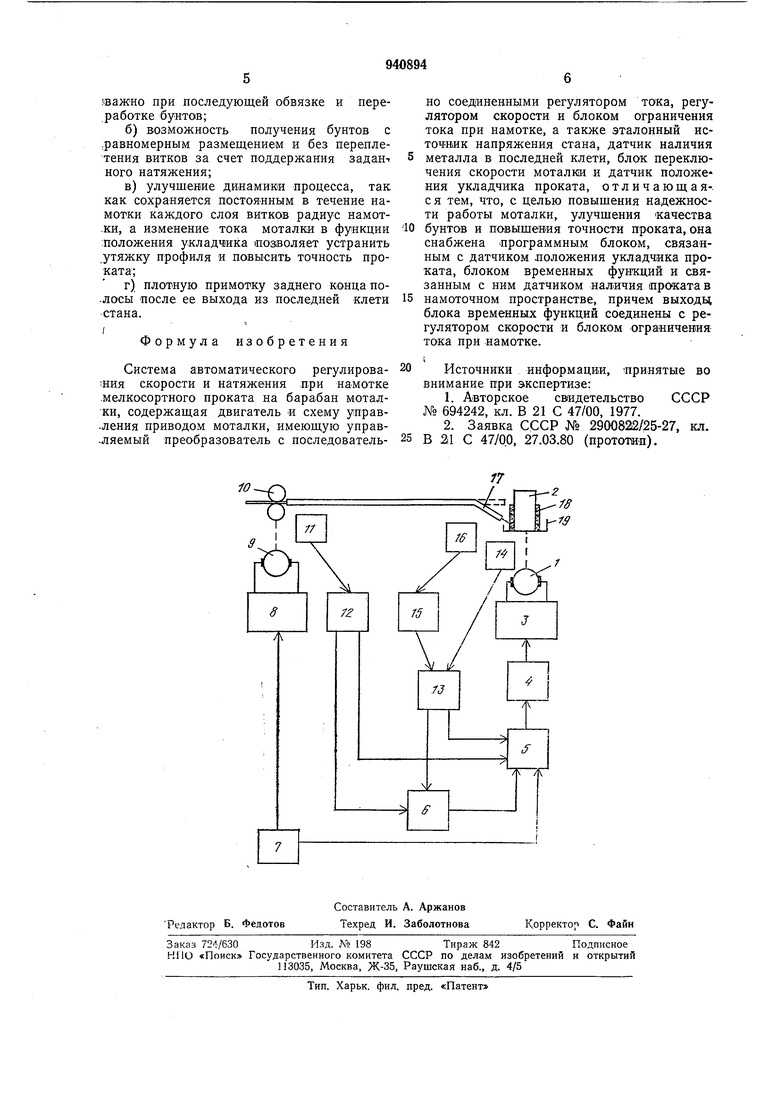
блоком ограничения тока при намотке, а также эталонный источник напряжения стана, датчик налич ия металла в носледней клети, блок иереключения скорости моталки и датчик положения укладчика проката, снабжен -программным блоком, связанным с датчиком положения укладчика проката, блоком временных функций и связанным с ним датчиком наличия проката в намоточном пространстве, причем выходы блока временных функций соединены с регулятором скорости и блоком ограничения тока при намотке. На чертеже представлена структурная схема системы автоматического регулирования. Система содерл ит двигатель 1, связанный .с НИМ барабан моталки 2 и схему управления приводом, включающую последовательно соединенные управляемый преобразователь 3, регулятор тока 4, регулятор скорости 5 и блок ограничения тока при намотке 6. Ко входу регулятора скорости 5 подключен эталонный источник 7 напряжения стана, второй выход -которого подключен ко входу системы автоматического управления 8 приводом 9 последней клети 10 стана. В клети 10 установлен датчик 11 наличия в «ей металла, выход которого соединен со входом блока переключения скорости 12, выходы которого соединены со входами бло.ка 6 ограничения тока иамотки и регулятора скорости 5, другие входы которых соединены с выходами блока временных функций 13, первый вход которого соединен с выходом датчика 14 наличия металла в намоточном пространстве, второй вход - с выходом программного блока 15, вход которого соединен с выходом датчика 16 положения укладчика проката 17. Барабан 2 жестко связан с чашей 18, снабженной буртом 19. Полоса после прокатки лоступает в барабан моталки, где передний конец ее подгибается (захватывается) буртом 19. Наиболее надежный захват переднего конца проката обеспечивается при скорости режима с возрастанием частоты вращения намоточного барабана 2 в .начале процесса (при укладке первых витков на две чащи 18 при Крайнем нижнем положении укладчика проката 17) по зависимости: 7г/)„2 4d/itl/T где V - скорость движения проката; d - щаг укладки; DH - наибольший диаметр намоточного пространства; т - текущее время процесса «амотВозрастание частоты вращения начинается с момелта времени т О, которое определяют по сигналу датчика 14 наличия металла в намоточном пространстве от базового (исходного) значения частоты вращения барабана, вычисляемого то вышеприведенной формуле при т О, до величины, соответствующей конечному моменту времени разгона: . 2dl/ где /Зан - наименьший диаметр намоточного пространства, при котором завершают укладку ряда витков на дно чаши. Время разгона и задающий сигнал формируют в блоке временных функций 13 и передают на управляющий вход регулятора скорости 5. После захвата металла витки наматывают с натяжением при помощи укладчика проката 17. Укладчик при намотке совершает качательные движения вверх - вниз. Для равномерного заполнения нижней части бунта, чему при обыч- ных условиях мешает борт 19 приемного барабана, и обеспечения постоянства натяжения при намотке сигнал с датчика 16 положения укладчика проката подают в программный блок 15, который в зависимости от слоя намотки и скорости прокатки выдает команду в блок временных функций 13 на изменение установки тока намотки в функции положения укладчика проката. Блок временных функций 13 передает эти команды на вход блока 6 ограничения тока при намотке с учетом времени задержки укладчика проката в нижнем положении и инерционности системь клеть - полоса - моталка. Таким образом, в процессе намотки с натял :ением при помощи укладчика проката поддерживают постоянство натяжения независимо от положения укладчика 17 путем изменения по заданному закону уставки тока в блоке 6 ограничения тока при намотке. После выхода металла из последней клети 10 стана сигнал с выхода датчика 11 наличия металла в этой клети, воздействуя через блок 12 переключения скорости намотки на блок ограничения тока при амотке и регулятор скорости, формирует темп уменьшения частоты вращения барабана моталки, обеспечивающий плотную примотку свободного заднего конца полосы с натяжением. Использование данной системы автоматического регулирования скорости и натяжения при намотке мелкосортного проката обеспечивает по сравнению с существующими устройствами с базовыми объектами следующие преимущества: а) улучщение качества намотки в Начальной стадии процесса, так как улучшаются условия захвата полосы и обеспеивается отсутствие неупорядоченно леащих первых витков за счет равномерной кладки витков проката, что особенно
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования скорости при намотке мелкосортного проката | 1980 |
|
SU893287A1 |
| Устройство для регулирования натяжения при намотке мелкосортного проката | 1980 |
|
SU871874A1 |
| Устройство для регулирования натяжения проволоки при намотке | 1981 |
|
SU959864A1 |
| Моталка для намотки проката с натяжением | 1978 |
|
SU768520A1 |
| Способ намотки мелкосортногопРОКАТА B буНТы | 1979 |
|
SU835559A1 |
| Способ регулирования скорости моталки проката | 1980 |
|
SU893289A1 |
| Устройство управления моталкой сортового стана | 1984 |
|
SU1199335A1 |
| Устройство для регулирования натяжения металла на моталке мелкосортного стана | 1980 |
|
SU897365A1 |
| Устройство для управления моталкой сортового стана | 1986 |
|
SU1357199A1 |
| Устройство для регулирования натяжения на моталке | 1978 |
|
SU751462A1 |
