(54) НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО К УСТАНОВКЕ ДЛЯ РУЛОНИРОВАНИЯ ЛИСТОВЫХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО К УСТАНОВКЕ ДЛЯ РУЛОНИРОВАНИЯ ЛИСТОВЫХ ЗАГОТОВОК | 1970 |
|
SU275988A1 |
| УСТАНОВКА ДЛЯ РУЛОНИРОВАНИЯ ЛИСТОВЫХ ЗАГОТОВОК | 1969 |
|
SU241642A1 |
| УСТАНОВКА ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ^~ Пг^ r.:,'-'4^if)'^ij д еч;.,» V.-:-, V,.' -^ ..,..' v^t I-, /tt ^ш^тШ'1^:ту^т^,БИБЛИОТЕКА | 1971 |
|
SU305977A1 |
| СТАНОК ДЛЯ ПОЛУЧЕНИЯ ЖЕЛЕЗНОЙ ОПРАВЫ ДЛЯ КИСТИ | 2015 |
|
RU2677899C2 |
| СТАНОК ТИПА СТРОГАЛЬНЫХ ДЛЯ ОБРАБОТКИ ЗАГОТОВОК | 1968 |
|
SU212504A1 |
| ОПОРНО-ПОВОРОТНОЕ УСТРОЙСТВО КРАНОМАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2001 |
|
RU2230699C2 |
| УСТРОЙСТВО ДЛЯ РАСКРОЯ ЛИСТОВЫХ МАТЕРИАЛОВНА ПОЛОСЫ | 1971 |
|
SU291961A1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| Устройство для упаковывания штучных изделий | 1984 |
|
SU1339051A1 |
| Устройство для зачистки сварных швов | 1983 |
|
SU1107926A1 |
Направляющее устройство к установке для рулонирования листовых заготовок относится к области обработки металлов давлением и, в частности, может быть использовано при пер мещении толстостенных заготовок. По основному авт.св. № 275988 известно устройство, содержащее станину, выполненную в ввде двух боковых стоек, подвижную и неподвижную, расположенную параллельно первой. Стойки установлены на общем основании на верхнем и нижнем ярусах которого смонтированы направляющие, па которым перемещается подвижная стойка. В опорах при помощи опорных плит смонтирован прижимной вал, при этом его щейки закреплены в боковых стойках - подвижной и неподвижной соответственно. Кроме того, направляющее устройство содержит подъемно-прижимной винт взаимодействующий с червячной парой, и огран читель прижимных усилнй. По обеим сторонам рулонируемого полотна расположены Датчики перекоса заготовки, которые управляют индивидуальным реверсивным приводом. Посредством привода приводится в движение стойка и вал. Подвесные опоры выполнены поворотными в горизонтальной плоскости за счет фиксирующего отростка. В этом изобретении, в связи с развитием крупногабаритного резервуаростроения (более 50 тыс. м ) и увеличения толщины стенок резервуаров обнаружены, недостатки, заключающиеся В.ТОМ, что при взаимодействии прижимного вала с утолщенным рулонируемым стальным полотном возрастает нагрузка на продольные и поперечные сварные швы, в результате чего качество сварных щвов (соединений) как с точки зрения их структуры, так и товарного вида значительно снижается. Наибольшие нагрузки на продольные сварные щвы приходятся при угловом расположении прижимного вала к рулонируемому стальному полотну, а на поперечные сварные щвы - при перпендикулярном расположении прижимного вала относительно рулонируемого стального полотна, что приводит к механическим повреждениям сварных щвов, а в ряде случаев, например в процессе рулонирования
при минусовой температуре, к снижению их прочности.
Цель изобретения - повышение качества сйать1ваемых заготовок.
Это достигается тем, что предгагаемое устройство снабжено механизмом для самоустановки прижимного вала, смонтированным на подъемно-прижимном винте, и бандажами, установленными на прижимном валу с возможиостью осевого перемещения.
Механизм для самоустановки прижимного вала выполнен в виде поворотной плиты, охватывающей подъемно-прижимной винт, балансирной подвески, имеющей систему качающихся подпружиненных рычагов, и вкладыша с овальным отверстием, установленного на шайке прижимного вала.
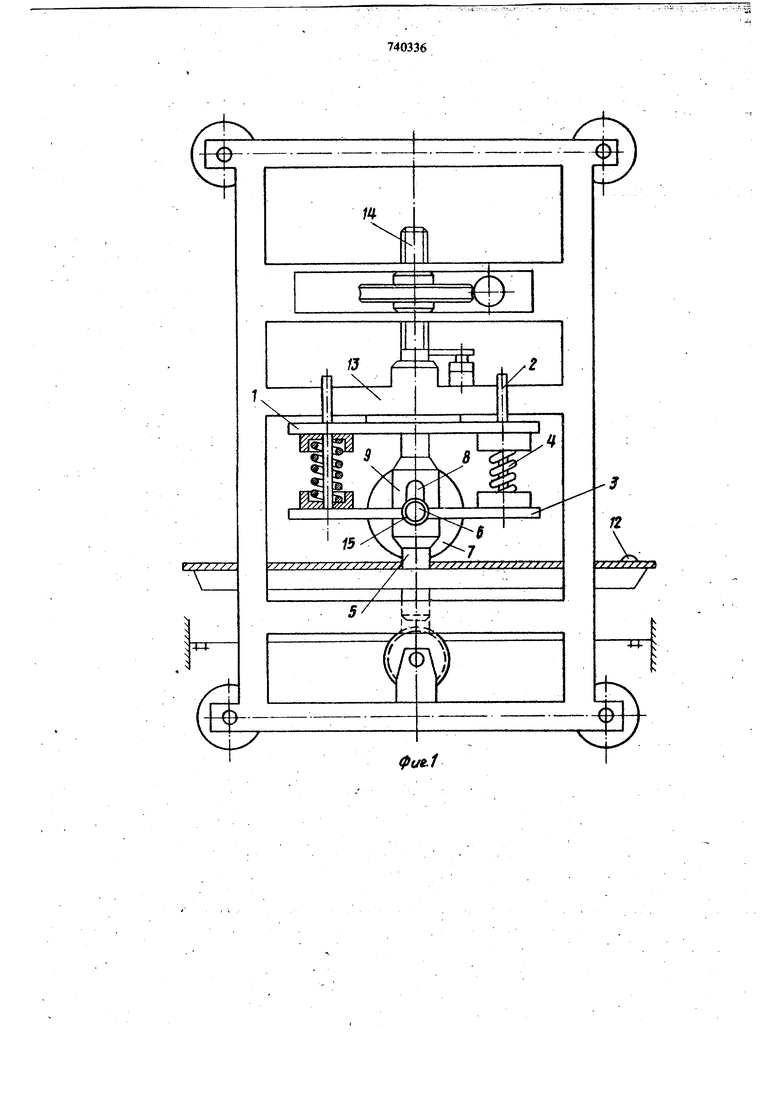
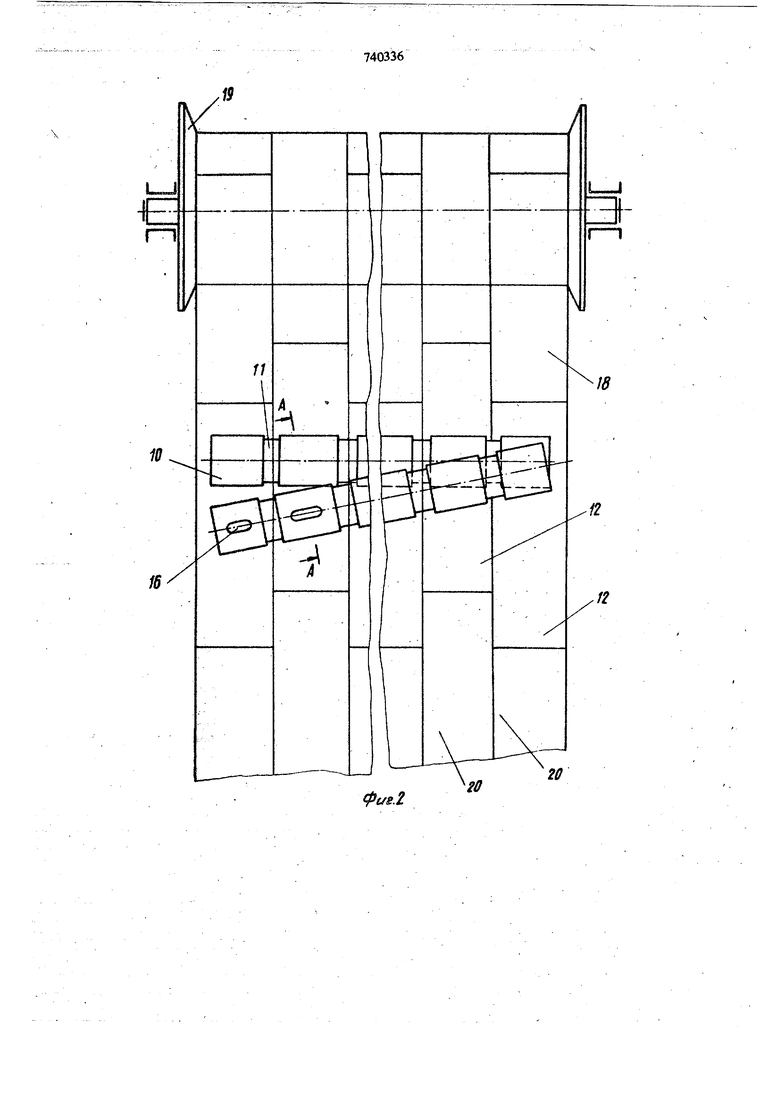
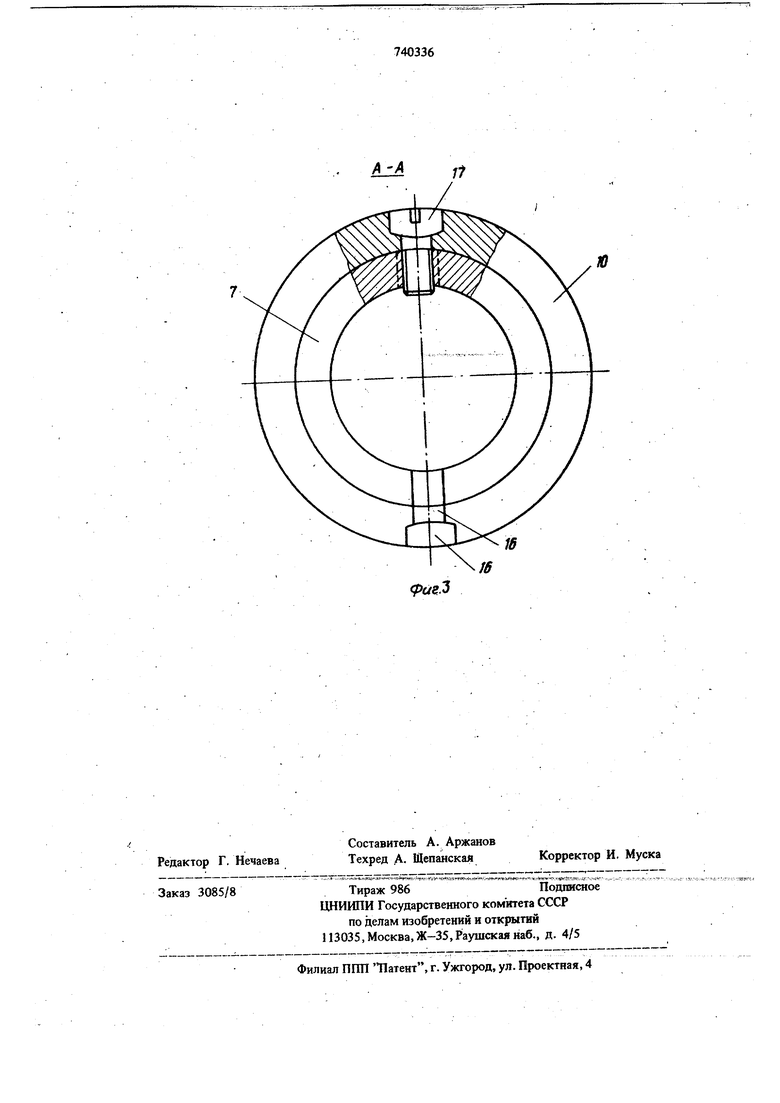
На фиг. 1 изображено описываемое устройство; на фиг. 2 - направляющее устройство, вид сверху; на фиг. 3 - разрез А-А на фиг. 2 (показана схема крепления бандажей к прижимному валу).
Направляющее устройство к установке для рулонироваикя листовых эаготовсж содержит механизм для самоустаиовки прижимного вала и имеет поворотную плиту 1, выполненную в виде сегмента круга с отверстиями для направляющих 2, и балансйрную подбеску в виде качающейся системы рычагов 3, плечи которых подпружинены в вертикальном направлении пружинами 4. При этом опора 5, несущая шейку 6 прижимного вала 7, снабжена имеющим овалы ое отверстие 8 вкладышем 9, а прижимной вал 7 (фиг. 2) окольцован регулируемыми в осевое нагфавлении бандажами 10, образующими желоба Л с глубиной, превышающей высоту сварных швов 12, и шириной, достаточной дня расположения их в желобах 11 при повороте прижимного вала 7 под некоторым углом (до Ю). .
Выполненная в виде сегмента круга поворотная плита 1 с отверстиями для направляющих 2 установлена под основанием опорной плиты 13, центр вращения которой фиксируется подъемно-прижимным винтом 14.
Местом монтажа балансирной подвески, т.е. местом посадки качающейся системы pbraaioa 3, является выступающая за пределы станины шейка 6 прижимного вала 7, для этого в центре этих рычагов имеется утолщение (прилив) в виде радйальио скользящей втулки 15, оуватьшающей шейку 6 щ)ижимното вала 7.
Бандажи 10 (фиг. 2) представляют собой отрезки труб, внутренний диаметр которых соответствует наружнойу диаме1ру г1ри я много вала 7.
03364
Длина бандажей 10 соответствует шир1ше стандартного листового проката (1600 м) минус отрезки для образования яселобов 11.
При применении (использовании) листового 5 проката шириной более 1600 мм расположение бандажей 10 по длине прижимного вала 7 соответственно регулируется.
Регулировка осуществляется за счет выполненных в бандажах 10 пазовых двухступенчато направляющих 16 с последующим креплением бандажей 10 к прижимному валу 7 винтами 17, головки которых имеют овальность, соответствующую радиусу кривизны бандажей.
Пример крепления бандажа 10 к прижимио 5 му валу 7 показан на фиг. 3.
Листовая заготовка 18 подается на приемный барабан 19, со сварными швами 20.
При движении сварной листовой заготовки 18 на приемный барабан 19 продольные сварные Швы 20 (фиг. 2) вгшсываются в желоба 11, не воспринимая нагрузки прижимного вала 7.
То же происходит, когда прижимной вал 7 занимает относительно движущейся листовой заготовки 18 угловое расположение. В зтом случае продольные сварные швы 20 вписываются как бы в диагональ желобов II.
Нагрузка от прижимного вала 7 на поперечные сварные щвы 12 поглощается пружинами 4 (фиг. 1), взаимодействующими с прижимным лом 7 через качающуюся систему рычагов 3.
Внедрение рассматриваемого изобретения Позволяет исключить механические повреждения сварных швов листовых заготовок, что, в конечном счете, сказывается на повышении качества и прочности резервуара в целом, улучшении его товарного вида.
Формула изобретения
и вкладьиыа с овальным отверстием установленного на шейке прижимного вала.
f(f(
Ю
.
